(54) УСТРОЙСТВО АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ТОЛЩИНЫ ПРОКАТЫВАЕМОЙ ПОЛОСЫ


| название | год | авторы | номер документа |
|---|---|---|---|
| Способ регулирования толщины полосы на прокатном стане | 1979 |
|
SU977077A1 |
| Устройство автоматического регулирования толщины полосы | 1981 |
|
SU1014612A1 |
| Устройство автоматического регулирования толщины полосы на прокатном стане | 1982 |
|
SU1071339A1 |
| Устройство автоматического регулирования толщины полосы на прокатном стане | 1974 |
|
SU529864A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ТОЛЩИНЫ ПОЛОСЫ НА ПРОКАТНОМ СТАНЕ | 1972 |
|
SU356004A1 |
| Устройство для адаптивной настройкиРЕгуляТОРА ТОлщиНы пРОКАТА HA ТРЕбуЕМыйпАРАМЕТР | 1976 |
|
SU806187A1 |
| Устройство для регулирования толщины полосы | 1974 |
|
SU505462A1 |
| Способ регулирования толщины полосы при прокатке | 1978 |
|
SU772635A1 |
| Система для автоматического регулирования толщины полосы | 1980 |
|
SU910252A1 |
| Устройство для регулирования температуры прокатываемого металла на реверсивном стане | 1976 |
|
SU598671A1 |

1
Изобретение относится к автоматизации прокатного производства, а точнее к устройствам автоматического регулирования толщины полосы.
Известно устройство для автоматического регулирования толщины полосы на прокатном стане, содержащее контур регулирования по давлению, состоящий из последовательно Соединенных измерителя отклонения давления, аналогового вычислительного устройства, релейного устройства, транзисторного ключа, схемы управления щаговым двигателем, шагового двигателя, регулятора давления и гидравлических цилиндров распора клети, а также блока коррекции толщины полосы по сигналу от микрометра. В этом устройстве отклонение толщины полосы отрабатывается по сигналу измерителя отклонения давления, причем коррекция работы контура регулирования по давлению осуществляется по сигналу микрометра 1.
Наиболее близким к предлагаемому изобретению по технической сущности и достигаемому результату является устройство, содержащее контур регулирования давления, состоящий из месдозы, запоминающего
блока, блока сравнения, сумматора, частотно-импульсного модулятора, релейного блока, транзисторного ключа, блока управления шаговым двигателем, шагового двигателя, регулятора давления и гидравлических цилиндров распора клети, и дополнительный контур окончательной корректировки толщины полосы, состоящий из микрометра, установленного на выходе клети, датчика, импульсов, установленного на валу двигателя клети, и блока коррекции толщины полосы, формирующего по их сигналам сигнал коррекции для контура регулирования давления. Для повышения качества регулирования первого контура введена положительная обратная связь по сигналу датчика усилия распора. Формирование сигнала кор5 рекции дополнительным контуром производится с учетом работы датчика импульсов, что повышает точность системы 2.
Недостатком этих устройств является то, что частотный диапазон, в котором они эффективно регулируют толщину полосы,
20 невелик.
Цель изобретения - повышение точности регулирования толщины прокатываемой полосы.
Поставленная цель достигается тем, что в устройство, содержащее месдозу, запоминающий блок, блок сравнения, сумматор, релейный блок, частотно-импульсный модулятор, ключ, блок управления щаговым двигателем, щаговый двигатель, регулятор давления, гидравлические цилиндры распора клети, датчик усилия распора, блок коррекции толщины полосы, микрометр, датчик импульсов,- двигатель клети, дополнительно введена схема коррекции коэффициента положительной обратной связи по сигналу от датчика усилия распора в функции спектрального состава и амплитуды разнотолщинностей, а также жесткостей прокатываемой полосы, причем первьш вход схемы коррекции коэффициента положительной обратной связи соединен с выходом датчика усилия распора, второй вход - с выходом месдозы, а ее выход - со входом сумматора. Схема коррекции коэффициента положительной обратной связи содержит следующие функциональные элементы: блок селективных фильтров, блок выпрямителей, блок сглаживающих фильтров, блок нелинейностей, блок усреднения и множительный блок, причем вход блока селективных фильтров соединен с выходом месдозы, а его выходы - с соответствующими им входами блока выпрямителей, выходы блока выпрямителей соединены со входами блока сглаживающих фильтров, выходы которого соединены со входами блока усреднения, выход блока усреднения соединен с первым входом множительного блока, второй вход которого соединен с выходом датчика усилия распора, а его выход - со входом суммирующего блока.
Такое выполнение устройства автоматического регулирования толщины прокатываемой полосы позволяет ему самонастраиваться в процессе прокатки и, следовательно, вести прокатку с оптимальным коэффициентом.
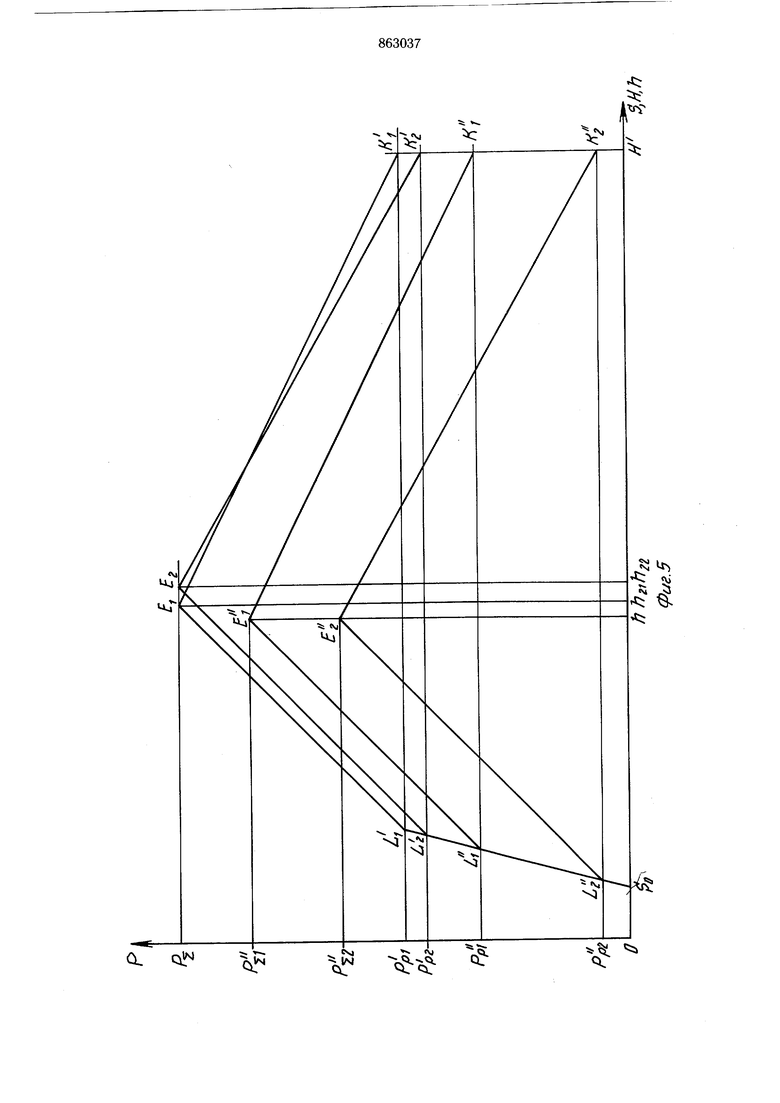
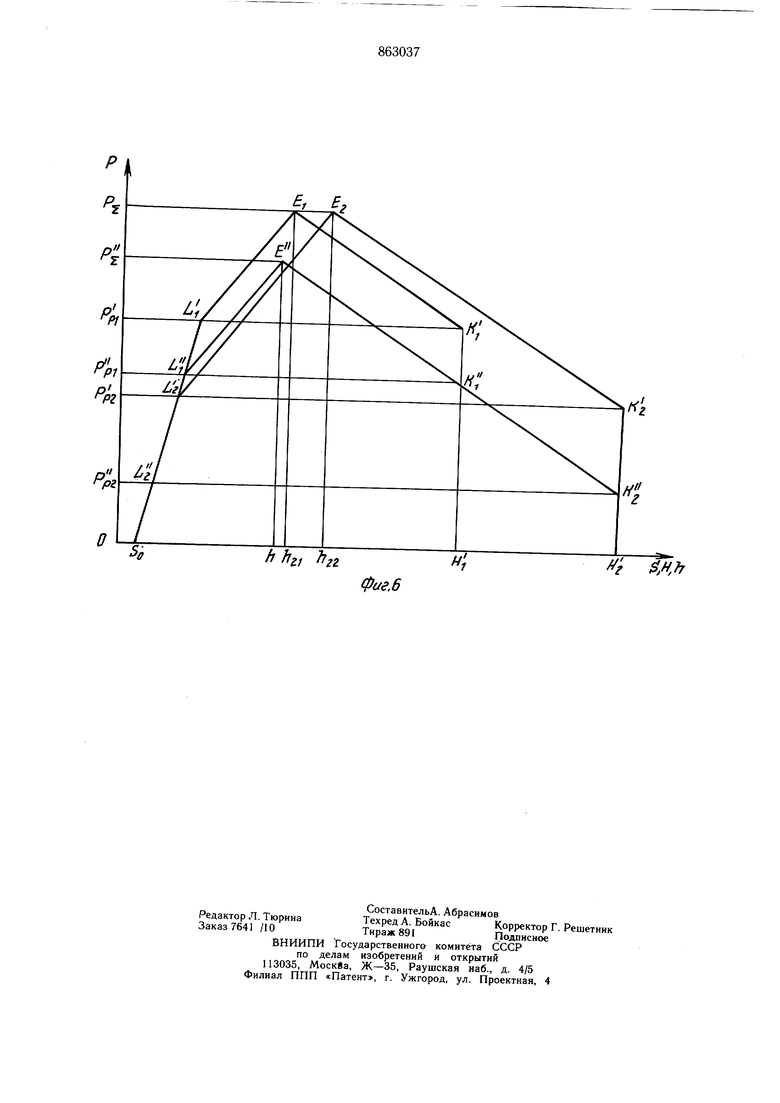
На фиг. 1 представлена блок-схема устройства; на фиг. 2 - семейство амплитудных частотных характеристик известного устройства. При различных коэффициентах положительной обратной связи и постоянной амплитуде входной разнотолщинности, а также огибающая эти характеристики амплитудная частотная характеристика предлагаемого устройства; на фиг. 3 - блоксхема коррекции коэффициента положительной обратной связи; на фиг. 4 - графо-аналитический метод оценки ощибки регулирования; на фиг. 5 - совмещенные графики деформации клети и проката при постоянных жесткостях станины клети и одинаковой величине возмущения на входе; на фиг. 6 - то же, при увеличении толщины на входе стана.
Коэффициент положительной обратной связи предлагаемого устройства постоянно меняет свое значение в зависимости от
спектрального состава и амплитуды разнотолщинности прокатываемой полосы, следовательно, происходит постоянная автоматическая подстройка коэффициента передачи устройства в процессе прокатки полосы, т.е.
устройство самонастраивается в процессе прокатки. Причем коэффициент передачи данного устройства в каждый момент времени позволяет ему с максимально возможной точностью регулировать разнотолщинность.
Из рассмотрения семейства АЧХ известного устройства при различных коэффициентах положительной обратной связи Ki Жа ... Кл-1 Kh (фиг. 2) видно, что при уменьщении коэффициента положительной
обратной связи повыщается точность регулирования разнотолщинности полосы в областях все более (от характеристики к характеристике) высоких частот и снижается точность регулирования (по сравнению с каждой предыдущей характеристикой) в области низких частот. В предлагаемом устройстве за счет зависимости этого коэффициента от спектрального состава разнотолщи 11ности коэффициент положительной обратной связи повыщается при низких частотах и понижается при высоких, что расщиряет спектр регулируемых частот и, следовательно, повыщает точность регулирования толщины прокатываемой полосы. Анализ амплитудных частотных характеристик известного устройства при различных коэффициентах положительной обратной связи Ki, Кг---, Кп-ь Kh и постоянной амплитуде входной разнотолщинности (фиг. 2) показывает, что, добивщись каким-либо образом изменения коэффициента положительной обратной связи в зависимости от частоты вход ного сигнала, можно существенно повысить точность регулирования в больщом диапазоне частот. Огибающая кривая показывает полученную таким образом амплитудную частотную характеристику предлагаемого устройства с коэффициентом Куаг- Многообразие и случайный характер изменения толщины по длине рулона, а также нелинейность самого регулятора, вызывают необходимость сделать коэффициент положительной обратной связи зависимым и от амплитуды входного сигнала. Коррекция этого коэффициента в зависимости от жесткости прокатываемой полосы производится вручную перед началом прокатки каждого нового сортамента.
Устройство (фиг. 1) содержит месдозу 1, запоминающий блок 2, блок 3 сравнения, суммирующий блок 4, релейный блок 5, частотно-импульсный модулятор (ЧИМ) 6, транзисторный ключ 7, блок 8 коррекции толщины полосы по сигналам от микрометра 9 и датчика 10 импульсов, установленного на валу двигателя клети, блок управления 11 щаговым двигателем 12, регулятор 13 давления, датчик 14 усилия распора, схему 15 коррекции коэффициента положительной обратной связи и гидравлические цилиндры 16 распора клети. Схема коррекции коэффициента положительной обратной связи (фиг. 3) содержит блок 17 селективных фильтров, блок 18 выпрямителей, блок 19 сглаживающих фильтров, блок 20 нелинейностей, блок 21 усреднения и множительный блок 22. Устройство работает следующим образом. Перед началом прокатки устанавливается начальное давление в гидравлических цилиндрах 16 таким образом, чтобы имелась возможность регулирования толщины Б обе стороны. В процессе заправки полосы в стан и установки электромеханическим нажимным устройством необходимого размера полосы напряжение Up , снимаемое с месдозы 1, и пропорциональное давление в клети Pzo которое равно сумме давлений прокатки Рпр и распора Рр , записывается в запоминающий блок 2. При этом давление в гидравлических цилиндрах остается постоянным. В процессе прокатки полосы усилие, измеряемое месдозой 1, изменяется в зависимости от изменения толщины полосы на входе стана и других возмущающих воздействий. Изменение сигнала месдозы приводит к появлению на выходе блока 3 сравнения сигнала рассогласования Шр, который суммируется в суммирующем блоке 4 с сигналом, пропорциональным отклонению толщины , сформированным блоком 8 коррекции толщины полосы по сигналам от микрометра 9 и датчика импульсов 10, установленного на валу двигателя клети, и сигналом положительной обратной связи Uoc. Суммарный сигнал L поступает на вход ЧИМ 6, который преобразует его в модулированную по частоте и знаку последовательность прямоугольных импульсов. При превышении сигналом U заданной зоны нечувствительности срабатывает релейный блок 5 и открывается транзисторный ключ 7, через который импульсы с выхода ЧИМ поступают на вход блока 11 управления щаговым двигателем 12. Перемещаясь в требуемом направлении, шаговый двигатель воздействует на регулятор 13 давления. Б результате давление в гидравлических цилиндрах 16 изменяется до тех пор, пока сигнал на выходе суммирующего блока 4 не станет меньше величины зоны нечувствительности. При этом релейный блок 5 возвращается в исходное состояние, ключ 7 закрывается и щаговый двигатель 11 останавливается. Блок 8 коррекции
толщины полосы по сигналам от микрометра 9 и датчика 10 импульсов, установленного на валу двигателя клети, служит для устранения остаточного отклонения толщины полосы от заданного значения и с пауза- ,, ми, равными сумме времени прохождения полосы от зоны деформации до микрометра и времени запаздывания самого микророцилиндрах, то оказывается можно с определенной точностью регулировать толщину полосы. Оценка ощибки регулирования толщины полосы при спользовании нажимного устройства в режиме «постоянного давления, наглядно может быть произведена с помощью следующего графо-аналитического метода (фиг. 4) при условии, что на нажимметра, выдает сигнал коррекции ид), для контура регулирования давления. После отсчета паузы блок коррекции возвращается в исходное состояние и, если остаточное отклонение толщины полосы не устранено, формирует новый сигнал коррекции UuhВ конечном итоге толщина полосы на выходе стана с высокой точностью остается в заданных пределах. Схема коррекции коэффициента положительной обратной связи (фиг. 3) работает следующим образом, Частотный диапазон разнотолщинностей, регулируемых устройством разбит на h областей. Каждой области частот соответствуют свой селективный фильтр в блоке 17 селективных фильтров, свой выпрямитель в блоке 18 выпрямителей, сглаживающий фильтр в блоке 19 сглаживающих фильтров, своя нелинейная зависимость весового коэффициента а от амплитуды гармоники в блоке нелинейностей и свой коэффициент коррекции Кп положительной обратной связи, хранящийся в блоке 21 усреднения. Из Полигармонического сигнала Up , поступающего в блок 17 селективных фильтров с месдозы 1, выделяются отдельные гармонические составляющие, которые после выпрямления в блоке 18 выпрямителей и последующего сглаживания в блоке 19 сглаживающих фильтров поступают на входы блока 20 нелинейностей. Весовые коэффициенты an с выходов блока 20 нелинейностей поступают в блок 21 усреднения. С выхода блока 21 усреднения усредненный коэффициент коррекции положительной обратной связи, равный I а; К(/.,5а,поступает на вход множительногоблока 22, на второй вход которого подается сигнал UQ с выхода датчика 14 усилия распора. Таким образом. сигнал положительной обратной связи непрерывно корректируется в зависимости от спектрального состава и амплитуды различных гармоник разнотолщинности полосы. Коррекция коэффициента положительной обратной связи в зависимости от жесткости прокатываемой полосы производится вручную перед началом прокатки каждого нового сортамента путем изменения значения коэффициентов К в блоке 21 усреднения. В предлагаемом устройстве применено нажимное устройство с распирающими цилиндрами. Если величину суммарного давления, действующего на нажимные винты, по.цдерживать постоянной путем изменения величины распирающего усилия Рр в гидное устройство сигнал UA, пропорциональный отклонению толщины, не поступает. По оси абсцисс откладывается толщина полосы на выходе стана h и на выходе Н, по оси ординат - давление прокатки Рпр , давление распора Рр и суммарное их значение РЕ . Тогда процесс прокатки в этой системе координат можно представить следующим образом. С помощью электромеханических устройств устанавливается первоначальный раствор валков So OSo , соответствующий технологической карте прокатки. В гидроцилиндрах устанавливается давление Рр , соответствующее среднему значению от О до Рргтах Происходит растяжение станимы, винтов и подущек, величина которого равнаДС 5о-5 . Угол наклона линии SoL характеризует упругую линию станины клети. Таким образом, первоначальный раствор увеличивается и становится равным OS. Из точки L проводится упругая линия клети, а из точки А кривая пластической деформации полосы, исходной толщины . Н. Точка их пересечения А определяет толщину полосы ho на выходе из стана. Предположим, что в процессе работы стана толщина подката изменилась с Н до Н. Тогда кривая деформации занимает положение век. Толщина полосы на выходе из стана изменяется и значение ее hi определяется точкой пересечения В кривых LAB и ВСК. Толщина полосы изменяется на величину АД в результате приращения давления прокатки на Д Р ВД. Соблюдение условия PZ Рр + РПР const приводит к уменьщению давления распора Рр. Кривые LAB и BGK перемещаются навстречу другу другу до тех пор, пока они не пересекаются в точке Е, в которой суммарное давление на нажимные винты принимает прежнее значение, а толщина полосы на выходе стана становится равной hj. Таким образом, процесс регулирования толщины полосы окончен, а она не принимает своего первоначального значения ho. Ощибка равна АЕ hj -ho. Из общего приращения толщины АД при нерегулируемом процессе остается АЕ. Известно, что AF .rlL, 77, где ДН Н-Н - приращение толщины на входе стана; MB - жесткость валковой системы;Мр -жесткость полосы. Отсюда видно, что рассматриваемый контур регулирования толщины.полосы по давлению имеет ограничение по точности. Ошибка регулирования, пропорциональная величине возмущения, определяется соотношением жесткости валковой системы Mg и полосы Мп . При введении положительной обратной связи по сигналу датчика усилия распора, как видно из треугольника (см. фиг. 4), за счет дополнительного уменьщения давления распора Рр , которое становится равным Ир . происходит уменьщение ощибки регулирования толщины на величину h П2-h( . Как показано на фиг. 5, при постоянных жесткостях станины и клети, а также одинаковой вкличине возмущения на входе Н, коэффициент положительной обратной связи для получения одинаковой ощибки регулирования должен быть больще при прокатке более жесткой полосы. Обозначения на фиг. 5 соответствуют обозначениям на фиг. 4. Жесткость полосы выще во втором случае (индекс 2). При увеличении толщины на входе стана (фиг. 6) для получения одной и той же ощибки регулирования толщины коэффициент положительной обратной связи также должен быть увеличен. Обозначения на фиг. 6 соответствуют обозначениям на фиг. 4. Анализ динамических кривых (фиг. 2) показывает, что с уменьщением коэффициента положительной обратной связи К) Кг....Кп- Кп увеличивается диапазон регулируемых частот изменения толщины полосы, но одновременно увеличивается ощибка регулирования в области низких частот. Таким образом, при работе с постоянным коэффициентом положительной, обратной связи по сигналу датчика усилия р спора возможности устройства используются не полностью. В предлагаемом устройстве автоматического регулирования толщины полосы предусмотрена зависимость коэффициента обратной связи от спектрального состава и амплитуды разнотолщинностей полосы. Необходимость сделать этот коэффициент зависимым от амплитуды различных гармонических составляющих отклонения толщины вытекает из того факта, что амплитуды этих составляющих обычно не равны. Поэтому для того, чтобы ощибка регулирования толщины на всех частотах была примерно одинакова, весовой коэффициент ДЛЯ гармонической составляющей, амплитуда которой больще, увеличивают по сравнению с весовыми коэффициентами других гармоник, амплитуды которых меньще. Нелинейные зависимости весовых коэффициентов от амплитудных входных сигналов находятся экспериментальным путем сопряжения реального регулятора с математической моделью объекта при моделировании, Предложенное устройство автоматического регулирования толщины прокатываемой полосы на прокатном стане по сравнению с известным позволяет с высокой точностью регулировать разнотолщинность полосы. Вследствие этого становится возможным обеспечить прокатку полос и лент с допусками по толщине менее 1 -1,5% на 96-98% длины рулона. 9 Формула изобретения Устройство автоматического регулирования толщины прокатываемой полосы, содержащее месдозу, запоминающий блок, блок сравнения, сумматор, релейный блок, частотно-импульсный модулятор, ключ, блок управления щаговым двигателем, шаговый двигатель, регулятор давления, гидравлические цилиндры распора клети, датчик усилия распора, блок коррекции толщины полосы, микрометр, датчик импульсов, двигатель клети, причем выход месдозы соедииен со входом запоминающего блока и с первым входом блока ср внения, второй вход которого соединен с выходом запоми„„ ..v.t-нающего блока, а выход - с первым входом сумматора, второй вход которого соединен с выходом блока коррекции толщины полосы, первый вход которого соединен с выходом микрометра, а второй вход ;- с выходом датчика импульсов, вход которого соединен с выходом двигателя клети, выход сумматора соединен со входом релейного блока и со входом частотно-импульсного модулятора, выход которого соединен с первым входом ключа, второй вход которого соединен с выходом релейного блока, а выход ключа соединен со входом блока управления шаговым двигателем, выход которого соединен со входом щагового двигателя, выход которого соединен со входом регулято86ра давления, выход которого соединен со входами гидравлических цилиндров распора клети и с входом датчика усилия распора, отличающееся тем, что, с целью повыщения точности регулирования толщины прокатываемой полосы, оно дополнительно содержит схему коррекции коэффициента положительной обратной связи, состоящую из блока селективных фильтров, блока выпрямителей, блока сглаживающих фильтров, блока нелинейностей, блока усреднения и множительного блока, причем вход блока селективных фильтров соединен с выходом месдозы, а его выходы - со входами блока выпрямителей, выходы блока выпрямителей соединены со входами блока сглаживающих фильтров, выходы которого соединены со входами блока нелинейностей, выходы которого соединены со входами блока усреднения, выход которого соединен с первым входом множительного блока, второй вход которбго соединен с выходом датчика усилия распора, а его выход - с третьим вхо дом сумматора, Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 356004, кл. В 21 В 37/02, 1970. 2.Филатов А. С. и др. Двухконтурная система автоматического регулирования толщины полосы. Труды ВНИИМЕТМАШ, 1976, № 43 с. 22-29 (прототип).
Up Ьд ,
и.
ОС // $ЛЬ
