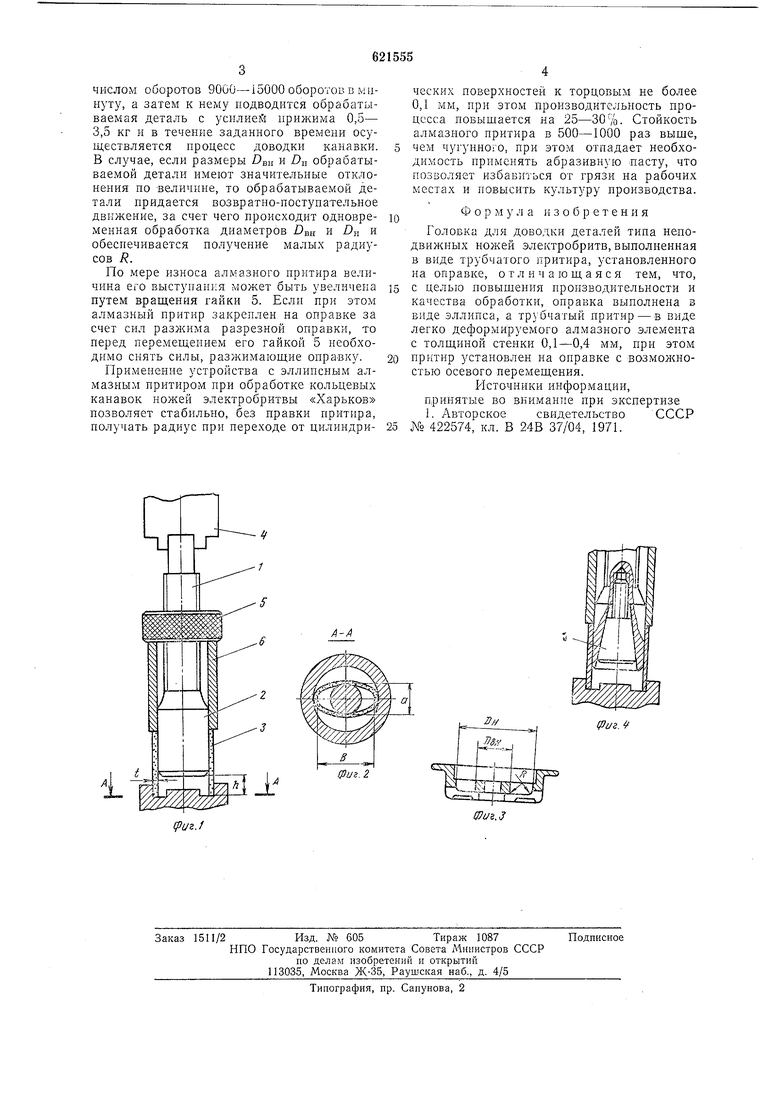
Изобретение касается абразивной обработки и может быть использовано для обработки кольцевой канавки неподвижного ножа электробритвы. Известны головки для доводки деталей типа неподвижных ножей электробритв, выполненные в виде трубчатого нритнра, установленного на оправке 1. Однако в этих головках для обеспечения радиусов в месте нерехода от цилиндрических поверхностей к торцовой требуется частая нравка притиров, а применение абразивной пасты ведет к большой загрязненности рабочего места. Цель изобретения - повышение нроизводительности и качества обработки. Для этого в предлагаемой головке для доводки деталей оправка выполнена в виде эллипса, а трубчатый притир-в виде легко деформируемого алмазного элемента с толш,иной стенки 0,1-0,4 мм, при этом притир установлен на оправке с возмолшостыо осевого перемещения. На фиг. 1 изображена предлагаемая головка для доводки кольцевых канавок; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - нож электробритвы; на фиг. 4 - онравка в момент разжима конусным винтом, вариант исполнения. Голов ка содержит оправку 1, нижняя часть которой выполнена в форме эллипса 2 и на которую по плотной посадке насажен алмазно-гальванический притир 3 с толш,иной стенки 0,1-0,4, имеюш,ий также форму эллипса. Верхняя часть оправки закренляется в крепежном устройстве станка 4, например патроне. На оправке также имеется гайка 5 с мелкой резьбой, врап;ая которую можно через фасонную шайбу 6 регулировать величину выступания алмазоносного слоя h по мере его износа. Возможен также такой вариант крепления алмазного притира, когда нижняя эллипсная часть оправки выполняется разрезной на 4-8 частей, и путем разжима конусным винтом 7 с помош,ью гидронласта или другим способом создается необходимое усилие, позволяюш,ее крепить алмазный притир на оправке. На фиг. 2 показано, как получением определенных величин большой В и малой а осей эллипса происходит формирование цилиндрических и торцовой поверхностей канавки. Устройство работает следуюш,им образом. Закрепленному на оправке эллипсному алмазному притиру придается врашение с
числом оборотов 9000-ioOOO оборотов с минуту, а затем к нему подводится обрабатываемая деталь с усилией прижима 0,5- 3,5 кг и в течение заданного времени осуществляется ироцесс доводки канавки. В случае, если размеры DBH и /)„ обрабатываемой детали имеют значительные отклонения но величине, то обрабатываемой детали нридается возвратно-поступательное движение, за счет чего нроисходит одновременная обработка диаметров DDH и D и обеспечивается получение малых радиусов R.
По мере износа алмазного притира величина его выстуиания может быть увеличена путем вращения гайки 5. Если при этом алмазный иритир закреплен па оправке за счет сил разжима разрезной оправки, то перед перемещением его гайкой 5 необходимо спять силы, разжимающие оправку.
Применепие устройства с эллипсным алмазным притиром при обработке кольцевых канавок ножей электробритвы «Харьков позволяет стабильпо, без правки притира, получать радиус при переходе от цилиндрических поверхностей к торцовым не более 0,1 мм, при этом производительность процесса ноБышается на 25-30%. Стойкость алмазпого нритира в 500-1000 раз выше, чем чугунного, при этом отпадает необходимость ирименять абразивную пасту, что позволяет избавигься от грязи на рабочих местах и повысить культуру производства.
Фор м у л а изобретения
Головка для доводки деталей типа неподвижных ножей электробритв, выполненная в виде трубчатого притира, установленного на оправке, отличающаяся тем, что, с целью повышения пропзвод,ительности и качества обработки, оиравка выполнена в виде эллипса, а трубчатый иритир-в виде легко деформируемого алмазного элемента с толщиной стенки 0,1-0,4 мм, при этом иритир установлен на оправке с возможностью осевого перемещения.
Источники информации, принятые во внимание нрн экспертизе . Авторское свидетельство СССР ДСо 422574, кл. В 24В 37/04, 1971.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для доводки торца кольцевой канавки | 1973 |
|
SU480536A1 |
| УСТРОЙСТВО ДЛЯ ДОВОДКИ ТОРЦА КОЛЬЦЕВОЙКАНАВКИ | 1971 |
|
SU422574A1 |
| Устройство для крепления инструмента | 1981 |
|
SU1038086A1 |
| Притир для доводки отверстий | 1979 |
|
SU941166A1 |
| УСТРОЙСТВО для доводки ОТВЕРСТИЙ | 1966 |
|
SU184164A1 |
| Устройство для крепления инструмента | 1991 |
|
SU1816541A1 |
| Устройство для доводки малых отверстий шаржированным притиром | 1959 |
|
SU124832A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СФЕРИЧЕСКОЙ ГАЗОДИНАМИЧЕСКОЙ ОПОРЫ ГИРОСКОПА | 1985 |
|
SU1840742A1 |
| Устройство для автоматической подналадки осевого инструмента | 1983 |
|
SU1117199A1 |
| Способ обработки отверстий раздвижными абразивными инструментами и устройство для его осуществления | 1988 |
|
SU1593931A1 |
1
