Изобретение относится к абразив :ой обработке 1металлических материалов и может быть использовано для получения плоских поверхностей у разнообразных деталей на операциях, завершающих техпологпческнй их изготовления.
Известны плоскодоводочпые станки с программным управлением в цепи перемен ения обрабатываемого изделия, снабженные автономными приводами поступательных движений изделия и притира. Решающее влияние на точность доводки плоских поверхностей оказывает плоскостность притира, поскольку, как известно, ногрешностн формы рабочей поверхности притира переносятся на доводимую поверхность изделия.
В известных илоскодоводочных станках, построениых по схеме с врап1,ающнмся притиром, вследствие большого перепада .;ежду скоростями центральных и нериферийных точек рабочей поверхности нритир нодвержен неравномерному износу и его плоскостность постепенно ухудшается.
Целью изобретения является o6eciie4ei.i:j высокой и стабильной точности плоских г,о верхностей в процессе их доводки на станке.
Это достигается тем, что на рабочс иоверхиости нритира равномерно распределены вмонтированные в него контактные элементы. которые подключены к И 1тегрнруюн1им ячейкам программного устройства с выходом на регистратор времени контакта. Суммарное время контакта изделия с каждым из элементов в качестве управляющего нараметра введено в цепь обратно) связи привода изделия, выполиеиного в В11де взаимио пересекающихся телескопических штаиг иеремеиной длины. Такое техническое решение позволяет поддср кн)ать плоскостность притпра в доиустнА:ЫХ пределах иугем равпомерпого распределения его износа по всей рабочей поверхности и сохранять высокую точность обработки в течение длительного времени.
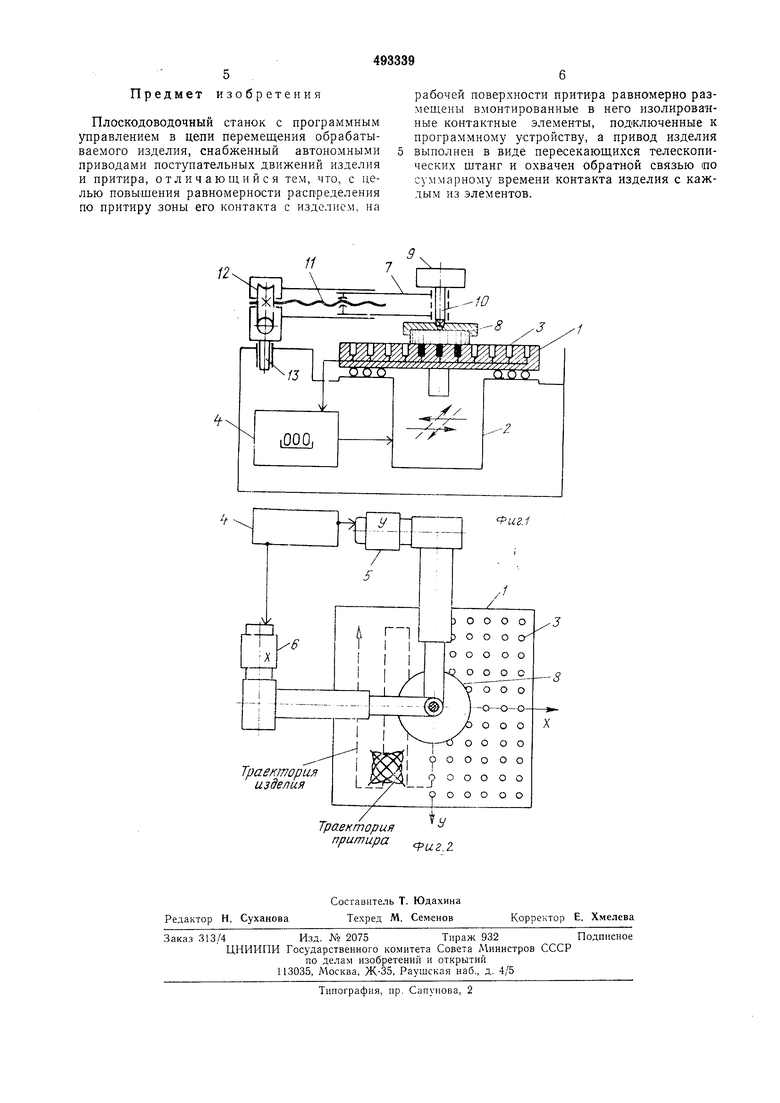
Па o)in 1 показан нредлагаемы станок,
вид сбоку; на фиг. 2--то же, вид сверху.
Ппнтир 1 квадратной формы может иоступгиельно двигаться на шариково опоре в разли1п:ых направлениях от пндивидуального привода 2. Па рабочей поверхности притира
равномерно распределены ненодвижио закрен.leHiibie изолированные контактные элементы 3. которые представляют собой стержни из того же материала, что и притпр, например и:; ч;а. Поверхюсть вместе с тор;.,;и стержие; дозедеиа до В1)1сокой степени
Н.ЮСКОСГИ.
К 1жд1:п 1 из контактных элементов нодключег; к отдельной интегрирующей ячейке блока
4 п)ограммио1Ч5 унравлення. 51чейки имеют
Bi.ixo 1 на регистратор ехммарного зрел1ени
контакта приоор с цифровон икдикацлеи. Блок 4 ynpaDJioiiiisi, содержащий програмлыое ycipoiiL:Bo дли перемещения изделия, соединен с двигателями 5 и и, а также с ир11водол1 2 иритдра для его JыклJO ieиия ио окончании oGpaocTivH. Ъмссте с тем блок -. е тужнт Ji качестве ;:зл:еригельного и уиравляюще1-о элементов ;j скетеме иривода изде.чия, иснолнительнв1ми органами которой являются дае взаимн.о нересеыающ/шся те.тесксмтическне штаиги 7.
Обрабатываемое изделие 8, закреилеииое в обойме, находится под давлеиием груза 9 и расноложено иа рабочей поверхиоети нритира 1 в месте, онределяемом коордииатами оси 10 центрального Hiap;uipa. Сдепленнв1е осью 10 телесконическне игганш 7 выполнены с возможиосгыо доз ро1иип:о1о нзме -1ения их длин )едс;ъол1 ходовых вриггов 11 от электродвигателей 5 и б через червячиые редуктор) 12, картеры кото1)ых шариирио закрендеив осями 13 i.a станине.
Таким образом, положение изделия 8 онределяется изменяемыми длииамн телескоинчееких шганг 7, а его траектория, за.цаваемая в ирямоу1о; ьных координатах X и У программным устройством блока 4 унравлення. контролируется посредством контактных э; ементов 3. iipH взанмодейстзнн назваии1з1е узлв образуют об1дую систему, охваченную обратной связвю.
Главное движеииг, в результате которого на станке осундее:в;1яется процесс доводкп.-это nocTynare.TbJioe двн/кенне иритира 1, еообн1,аемое e.Aiy нр1;водом 2 ;i еостояндее из двух взаимно не1)ненднкулярных колебаний с различными частотамн. Все точки новерхиоетн
р а в н В1 м и м гн о в е 11 и ы м и
npHTiipa
скоростями ио оддшаковым растровым траекторням сложного рисунка (ем. фиг. 2j. lipsi одииаковом времен : контакта изделия с каждой точкой нритнра износ рабочей иоверхности будет рг.в1юмерно раеиределен но всей нлощадн нрити;)а, ноекольку пути треи1:я всюду одинаковы.
Телескопическими штангами 7 через осв 10 изделию и сообщается медлеппсе всномо1ательное не|1смен1,ение но ирнтггру. котзрое может бвггь нрсрывистым или осущесгвляться ; иереме1: :ой скоростью. Перемещенне ироиззодптея ходовыми винтами И с приводом от двигателей 5 и b по введенной в блок 4 унравлепня программе, KOTOpasi предусматривает перекрытне всей новерхности Hpirn-ipa изделием, например, но строкам в наиравленпп У, как иа чертеже. 11р01рамма дви;кення, назначаемая в соответствш: с фо)мой н размера:,1и доводимых изделий, можс-т бьгп, 1аз 10образиой.
При нрохожденни изделия над каким-либо контактным элементом 3 между ними возникает электрнчеекпй контакт, так как элементы находятся нод небольшим нанряженнем {норядка 1ескольких взлвт), а изделие заземлено. Целесообразно панряженке нодавать на элементы в внде н 1нульсов с интервалами, например, в одну секуиду. Тогда каждая интегрирующая Ячейка блока 4 11акаилдвает количсетво импульсов ири контактировании соответствующего ей элемента, т. е. суммирует ii запоминает время контакта элемента с изделием за иериод его обработки. Так раздельi;o фиксируется время конгакта на всех участках нритира.
Ири доводке разнообразных изделий сложной конфигурации не иредставляетея возможиым идеально занрограммировать их перемещение, так чгобы время контакта равным во всех точках притира. Когда это время оказывается 1еодинаковым у различных конгактных элементов 3, действует введенная в цепь унравления телееконическими штангами 7 обратная связь. При этом информация о времени контакта нред.ыдуплего изделия, содержандаясая в иитегрирующих ячейках блока 4, неиользуетея для управления перемещением последующего изделия.
В результате те участки нритира, где предыдущее изделие находилось более нродолжительное время, посл1;дующнм изделием проходятся быстрее и иаоборо, так что время контакта выравнивается. Для вынолнения условня равнораснределенности контакта действие обратной связи нанразлено не только на местное изменение скорости движе1;ия, ио может быть расиростране1 0 : на автоматическую коррекцию исходной нрограммы, например, нутем измеиелня длины строк н расстояния между етроками траектории изделия.
Таким образом, си.стема активного контроля, регулирующая ноередством обратной связи равномерность раснределения контакта ио поверхпости притира, устрапяет главную пр1-1чдну его неравио.мерно ю износа н автоматически иоддержпвает нлоскостность рабочей новерхносгн.
PeiHCTpHTOp времени контакта нозволяет нрименить рассмотренную систему контроля для проверки правильиости пр01Д)аммы но окоичапии обработки иервого издел1 я путем последовательного касания каждого из элемептов заземленпы).: нгуном. Кроме того контрольная система ирименима дл5; не1:нодической и)оверкн точпоетн притира ио эталонной плоской нлнте. Это нснользовапис конст)ук:ч1впькх особенностей п:)итира д()нолн ггельпо
;овиая /ке задача решаетея го, при совмсстпом и 1имепенин коитактпых элеменчл Hjiirrnna н телескопнческ1;х П1тапг нсремеН1ак)цего уст юйства. Этч; узлы стапка, объСднне1;ные обратно в едину о систему, Г) своем взаимодействии создают качестliCHHo новый ноложн ельчь Й эф(рект-- равноMepi OcT j нритира в нродессе обработVM вне зависимости о форл и размеров доводимого нзделня.
Предмет изобретения
Плоскодоводочный станок с программным управлением в цепи перемещения обрабатываемого изделия, снабженный автономными приводами поступательных движений изделия и притира, отличающийся тем, что, с целью повышения равномерности распределения по притиру зоны его контакта с изделием, на
рабочей поверхности притира равномерно размещены вмонтированные в него изолированные контактные элементы, подключенные к программному устройству, а привод изделия выполнен в виде пересекающихся телескопических штанг и охвачен обратной связью по суммарному времени контакта изделия с каждым из элементов.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ДОВОДКИ ТОРЦА КОЛЬЦЕВОЙКАНАВКИ | 1971 |
|
SU422574A1 |
| СПОСОБ ПРАВКИ ПРИТИРОВ НА ДВУХДИСКОВЫХ ДОВОДОЧНЫХ СТАНКАХ | 2001 |
|
RU2202462C2 |
| СТАНОК ДЛЯ ДОВОДКИ ПЛОСКОСТЕЙ МЕРИТЕЛЬНЫХ СКОБ | 1938 |
|
SU55700A1 |
| Станок для доводки зубьев шестерни | 1947 |
|
SU71466A1 |
| Станок Некрасова для доводки концевых мер | 1981 |
|
SU1034882A1 |
| ПРИТИР | 1997 |
|
RU2119422C1 |
| НЕРАЗРЕЗНОЙ ПРИТИР|^1ШиТЕЯД | 1972 |
|
SU338354A1 |
| Устройство управления приводом разжима притира | 1981 |
|
SU995067A1 |
| СТАНОК ДЛЯ ДОВОДКИ КОНИЧЕСКИХ ОТВЕРСТИЙ | 1973 |
|
SU396257A1 |
| Устройство для доводки деталей | 1976 |
|
SU878532A1 |
