ел
4;
оо
f
,J
г- .
S3
т-п
Изобретение относится к абразивной обработки материалов и может быть использовано в различных отраслях народного хозяйства, например в приборостроении, для высокоэффективной размерной доводки деталей из различных полупроводниковых и хрупких, материалов.
Известен способ абразивной доводки, заключающийся в размещении деталей между двумя притирами, нижнему из которых сообщают вращение Cl Ъ
Недо.статком этого способа является возможность разрушения деталей из хрупких материалов, например кварца, в момент трогания и останова перемещанщихся звеньев исполнительного механизма доводочного станка.
Цель изобретения - повышение качества обработки тонких деталей из. хрупких материалов.
Поставленная цель достигается тем, что согласно способу абразивной доводки, при котором детали размещают между притирами, нижнему из которых сообщают вращение, перед началом обработки верхнему притиру сообщают вращающий момент, составляющий 70-95% момента трогания зтого притира из состояния покоя.
Кроме того, в момент отключения, вращения нижнего притира верхнему притиру сообщают дополнительный крутящий момент, составляниций 70-95 его крутящего момента.
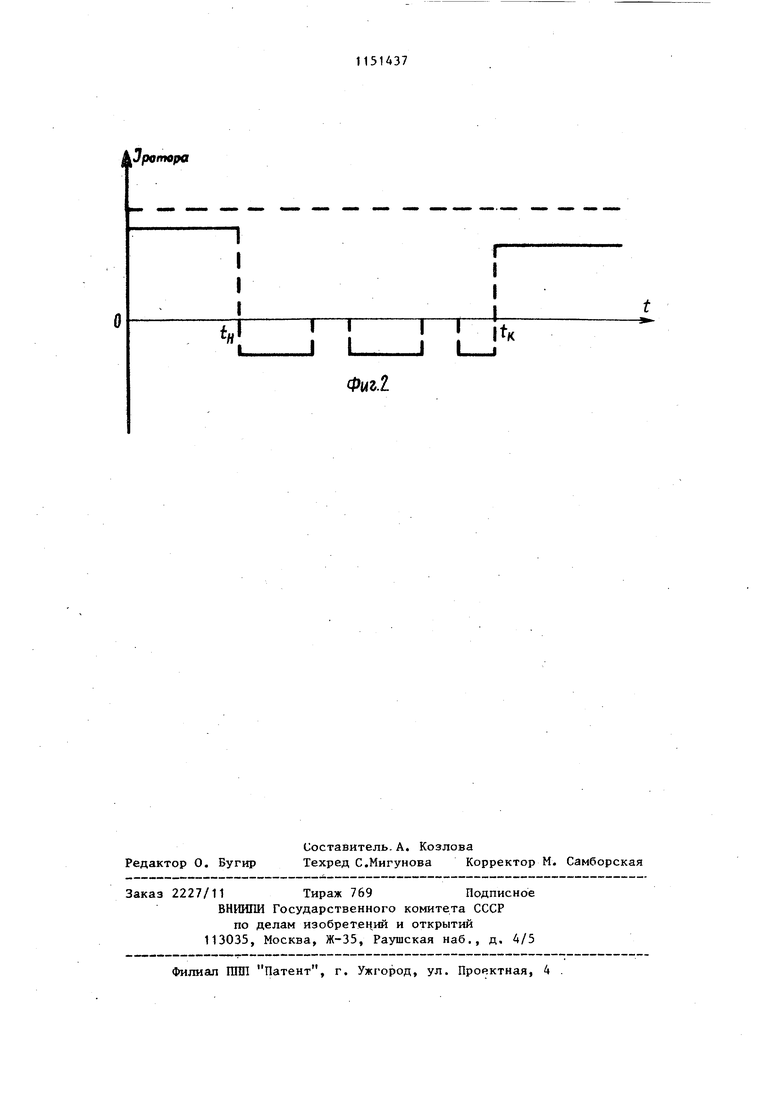
На фиг. 1 показана установка для доводки деталей, реализукнцая предлагаемый способ; на фиг. 2 - диаграмм тока ротора двигателя постоянного тока.
Установка для доводки деталей включает в себя нижний 1 и верхний притиры, между которыми расположены обрабатываеьв е детали 3. Все это установлено на станине 4 станка, в которой смонтированы двигатель привод вращения нижнего притира 1 (не показаны).
На станине 4 станка установлены стойки 5 и 6, на которых расположен платформа 7, имеющая возможность поворачиваться вокруг оси стойки 6 благодаря подшипнику 8. Вторая сторона платформы 7 фиксируется относительно стойки 5 прижимной гайкой На платформе 7 закреплен двигатель 10 верхнего притира, ось которого
кинематически связана с верхним притиром 2 с помощью цилиндра 11.Вдоль паза, цилиндра перемещается в вертикальной плоскости шток.12, фиксируемый пружиной 13 и несущий на конце захват 14, ответная часть которого жестко связана с верхним притиром 2
Способ абразивной доводки осуществляется следунлцим образом.
Откручивая прижимную гайку 9, освобождают одну сторону платформы 7, вращением которой вокруг оси стойки 6 выводят из зацепления с верхним притиром 2 захват 14. Снимают притир 2 и в сепаратор устанавливают детали 3. Возвращают платформу 7 в исходное положение, захват 14 совмещают с его ответной частью на притире 2 и фиксируют платформу 7 прижимной гайкой 9. Установка готова к работе. На двигатель 10 подают напряжение, причем на статор двигателя подают номинальное напряжение, а на ротор - напряжение, соответствующее 70-95% напряжения трогания верхнего притира 2. После этого включают привод вращения нижнего гфитира 1, начало вращения которого сообщает недостающую энергию для трогания верхнего притира 2, верхний притир .начинает вращаться, причем энергия вращения передается на него Не через обрабатываемые детали 3 от нижнего притира 1, как обычно, а от дви гателя 10, что обеспечивает почти полную разгрузку обрабатываемых деталей в момент трогания и до полного выхода вращающихся звеньев на номинальные обороты в момент времени t (фиг. 2), В дальнейшем вращение верхнего притира 2 поддерживается в основном за счет передачи крутящего момента от нижнего притира 1 через обрабатывае№ 1е детали 3. В дополнение к этому периодически к верхнему притиру 2 прикладывают тормозя1ций момент путем подачи на ротор двигателя 10 напряжения противоположного, относительно моме.н- та пуска, знака (промежуток времени от t до t на фиг. 2). Это обеспечивает активизацию процесса обработки за счет увеличения скорости относительного движения деталей 3 по притирам.
В момент t ц включения привода вращения нижнего притира на ротор двигателя 10 подают напряжение. соответствующее 70-95% напряжения крутящего момента верхнего притира Это обеспечивает плавную остановку всего исполнительного механизма доводочного станка и несколько бол поздний момент останова верхнего притира 2 по сравнению со временем останова нижнего притира 1, что предотвращает прилипание деталей к притирам из-за наличия их проскальзывания относительно притиров при остановке исполнительного механизма доводочного станка. Управление работой двигателя 10 осуществляется от командоаппарата, имеющего общие цепи включения и выключения со схемой управления двигателем нижнего притира. Предлагаемый способ абразивной доводки был осуществлен на экспериментальной установке при окончательной доводке кварцевых кристаллических пластин. Использовалась абразивная суспензия на основе 24АМ5. Средняя величина давления 4,9 кПа. В качестве привода нижнего притира использовался двигатель постоянного тока мощностью 60 Вт, а в качестве источника дополнитель ного момента - двигатель постоянно го тока мощностью 10 Вт, имеющий н минальный ток ротора 200 мА. Экспе римент показал, что для приведения в движение верхнего притира при выключенном двигателе нижнего прит ра и при полной загрузке сепараторов деталями достаточно задать ток ротора нижнего притира 120 мА. Мак симальньой ток ротора нижнего двига теля, при котором верхний притир н приходит в движение при наличии внешней вибрации, составил 105 мА. Минимальный ток ротора двигателя, при котором практически отсутствую бракованные детали со сколами, сое тавил 80 мА. Полученные значения тока ротора при пересчете на значения крутящего момента на валу двигателя соответствуют диапазону 70-95% от момента трогания верхнего притира. При остановке кинематики доводочного станка при полной загрузке сепараторов деталями были получены следующие значения тока ротора двигателя: IKP 93 мА, 78 мА, MflKC -ллин 3 значения токов ротора соответствуют диапазону крутящего момента 70-95%. В процессе эксперимента было установлено, что, если дополнительный вращающий момент будет составлять менее 70% момента трогания верхнего притира, то существенного изменения, приводящего к уменьшению количества бракованных деталей, не произойдет. Если вращающий дополнительный момент на верхний притир будет более 95%, то возможно начало вращения его без пуска нижнего притира, что нежелательно, так как нижний притир в этом случае становится ведомым и происходит передача энергии через обрабатываемые детали. Аналогичные вьюоды были получены для значений дополнительного вращающего момента при останове станка, однако эти значения устанавливались от величины крутящего момента верхнего притира. Крутящий момент на 20-30% меньше момента пуска. Применение предлагаемого способа абразивной доводки позволит повысить параметры качества обработки тонких деталей из хрупких материалов в 1,1- 1,3 раза и увеличить производительность процесса в среднем на 50% за счет увеличения скорости съема материала детали, а также увеличить процент выхода годных деталей.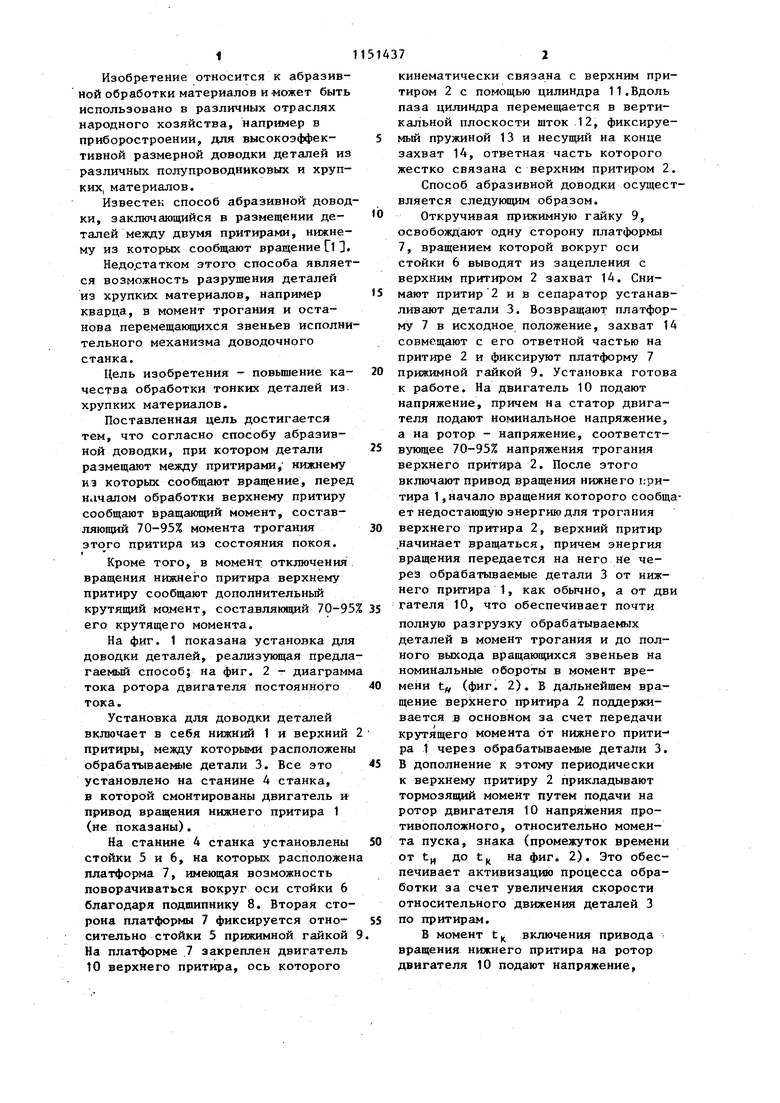
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для доводки поверхностей вращения | 1982 |
|
SU1039700A1 |
| СПОСОБ И СТАНОК ДЛЯ ОБРАБОТКИ КОЛЬЦЕВЫХ ПОВЕРХНОСТЕЙ | 2000 |
|
RU2215634C2 |
| Способ двусторонней доводки | 1989 |
|
SU1683998A1 |
| Способ управления процессом доводки | 1978 |
|
SU804406A1 |
| Устройство для нагружения притира доводочного станка | 1989 |
|
SU1696281A1 |
| Способ обработки многогранных деталей | 1990 |
|
SU1834786A3 |
| Плоскодоводочный станок | 1981 |
|
SU990481A2 |
| Станок для доводки плоскостей | 1989 |
|
SU1685693A1 |
| СПОСОБ ПРАВКИ ПРИТИРОВ НА ДВУХДИСКОВЫХ ДОВОДОЧНЫХ СТАНКАХ | 2001 |
|
RU2202462C2 |
| Система управления процессом доводки | 1978 |
|
SU751604A1 |
1, СПОСОБ АБРАЗИВНОЙ ДОВОДКИ, при котором детали размещают между притирами, нижнему из которых сообщают вращение, отличающийся тем, что, с целью повышения качества доводки, перед началом обработки верхнему притиру сообщают вращающий момент, составляющий 70-95% момента трогания этого притира из состояния покоя. 2. Способ ПОП.1, отличающийся тем, что в момент отключения вращения нижнего притира верхнему притиру сообщают дополнительный крутящий момент,составляющий 70-95% его крутящего момента.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Высокопроизводительные доводочные станки для обработки пластин от 0,5 до 0,04 мм | |||
| Экономичность и точность абразивноалмазной обработки | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Дзержинского, 1971, с | |||
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
