Посадкой материала в производстве называют тот технологический процесс, когда приходится изготовлять из листового металла цельные сложные формы.
Существуют три способа изготовления изделий подобной формы. Первый способ - это штамповка прессами; второй способ - токарно-давильный и третий способ - вручную. Первый способ применяется при массовом производстве, когда количество изготовляемых деталей оправдывает изготовление штампов; вторым способом изготовляют исключительно, тела вращения. В остальных случаях приходится применять третий способ. Особенно часто он применяется в автопромышленности, так как постоянное усовершенствование самолетов не дает останавливаться на одной и той же конструкции, почему всякие дорогостоящие штампы не оправдывают себя в производстве.
Ручная посадка производится следующим образом. Берут заготовленный по размеру детали отожженный материал и гофрят его специальной вилкой, а затем стальным или твердым деревянным молотком начинают ударяють по гофре. Таким образом делают посадку краев заготовки и, поскольку при этом происходит уменьшение размера края заготовки, то получается выпуклая форма. Но посадка вручную не проста, так как при малейшей неосторожности получается сплющивание материала, и материал дает трещину. Отсюда получается брак изделия. Второй недостаток - это очень медленный процесс Посадки, так как от ударов складки гофры выпрямляются почти на  и меднику приходится повторять гофрирование до 8 раз. После посадки форму проглаживают механическим или ручным молотком, отжигают и Придают ей нужную форму оправкой, болванкой или дешевым простым деревянным штампом.
и меднику приходится повторять гофрирование до 8 раз. После посадки форму проглаживают механическим или ручным молотком, отжигают и Придают ей нужную форму оправкой, болванкой или дешевым простым деревянным штампом.
Изобретение имеет целью механизировать этот процесс при изготовлении любых деталей. Механизация облегчит труд, ускорит выпуск деталей и улучшит качество продукции.
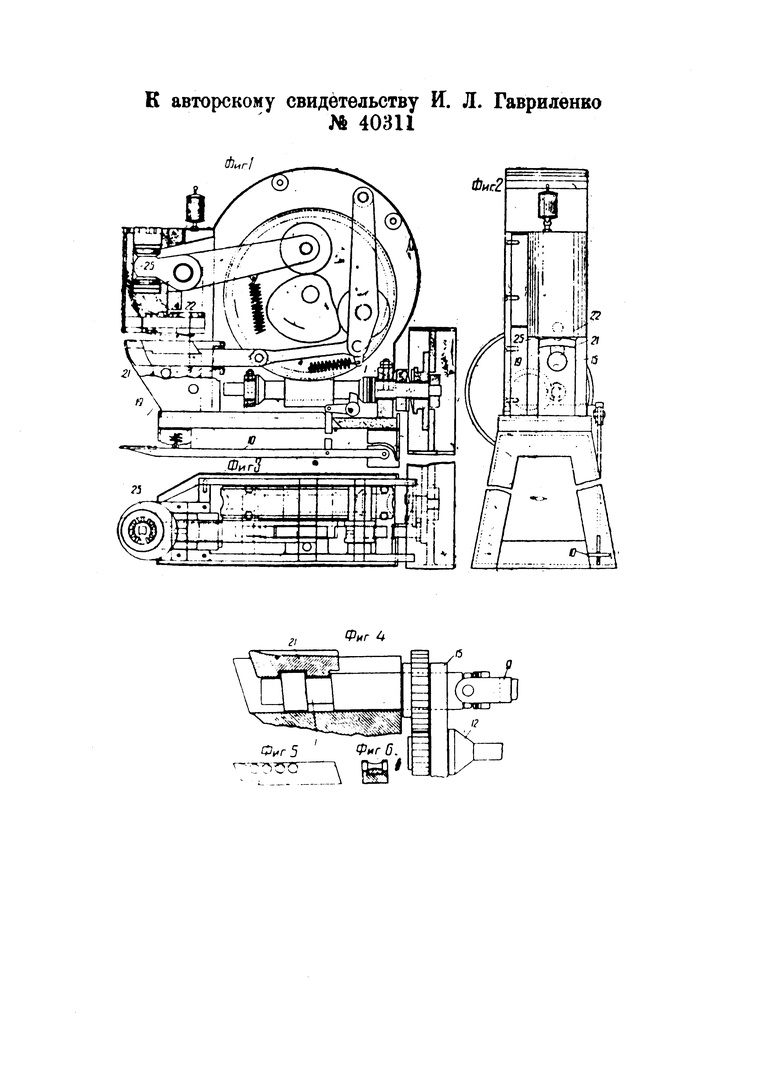
На чертеже фиг. 1 изображает вид станка сбоку с частичным разрезом: фиг. 2 - вид станка спереди; фиг. 3 - вид станка сверху; фиг. 4 - разрез дополнительного механизма станка; фиг. 5 - вид. сбоку роликовой матрицы; фиг. 6 - поперечный разрез ее.
Заготовку из листового металла закладывают тем местом, которое требуется посадить, между матрицей 21 и пунсоном 22. При опускании ползуна 25 вместе с пунсоном 22 последний отштампует гофру. После этого ползун 25 крепко прижимает материал к детали 19 по обе стороны матрицы 21 и пунсона 22; тотчас после этого матрица и пунсон идут назад и во время своего хода разглаживают гофру, а так как материал заготовки с обеих сторон крепко, зажат деталями 25 и 19, то происходит посадка материала, т.е. гофра выпрямляется за счет сжатия материала, но за счет расхождения. Как указывает заявитель, по предварительным опытам за каждый вышеописанный, процесс материал сужается на 4 мм при толщине 1 мм. Этот показатель гарантирует удовлетворительную работу станка. Внизу имеется педаль 10, на которую рабочий нажимает по мере надобности для включения станка. По желанию можно сделать или один ход ползуна или несколько подряд. Чтобы продвижение матрицы 21 и пунсона 22 было легким также и при большой толщине осаживаемого материала, т.е. от 2 до 6 мм, и при большой длине гофры, порядка 150-300 мм, необходимо осуществить движение матрицы 21 назад с одновременным понижением. Это выполняется таким образом, что матрица во время своего движения назад опускается вниз на 2 мм и проходит свободно 5-6 мм, затем поднимается вверх и производит штамповку складки и в момент штамповки задерживается на месте, после чего снова опускается и подымается. Это можно осуществить следующим образом. На конец вала 12 (фиг. 4) надевается шестерня и вращает вторую шестерню, которая надета на деталь 15 на скользящей шпонке. Таким образом, деталь 15 во время своего хода взад и вперед эксцентричными кривыми кулаками 1 поднимает и опускает деталь 21, давая ей в нужных местах останавливаться и подвигаться вперед. В этом случае деталь 21 приводится в движение деталью 9. При станке также можно иметь комплект роликовых матриц (фиг. 5 и 6). Эта роликовая матрица будет легко подвигаться под складки детали.
1. Станок для изготовления из листового металла полых фасонных изделий путем гофрирования и осаживания, отличающийся тем, что пунсон 22 и матрица 21, служащие для выполнения гофрирования, выполнены подвижными в направлении, перпендикулярном к движению штампования, с целью выполнения после гофрирования складки ее осаживанием.
2. Форма выполнения станка по п. 1, отличающаяся тем, что для облегчения осаживания глубокой складки или при толстом материале движение матрицы 21 в направлении, перпендикулярном к штампованию, осуществляется с одновременным постепенным понижением, путем установки матрицы 21 На вращаемом от привода и имеющем возвратно-поступательное движение кулаке 1 (фиг. 4).
