Процесс изготовления труб с малым отверстием путем холодной штамповки дает возможность разрешения многих проблем в области сверления мелких отверстий, связанных с большими затруднениями. Приспособление предназначено, главным образом именно, для изготовления труб с малым отверстием. Оно сострит из помещенного в ползуне пресса горизонтального ползуна, получающего после каждого хода ползуна пресса перемещение на величину расстояния между соседними пунсонами.
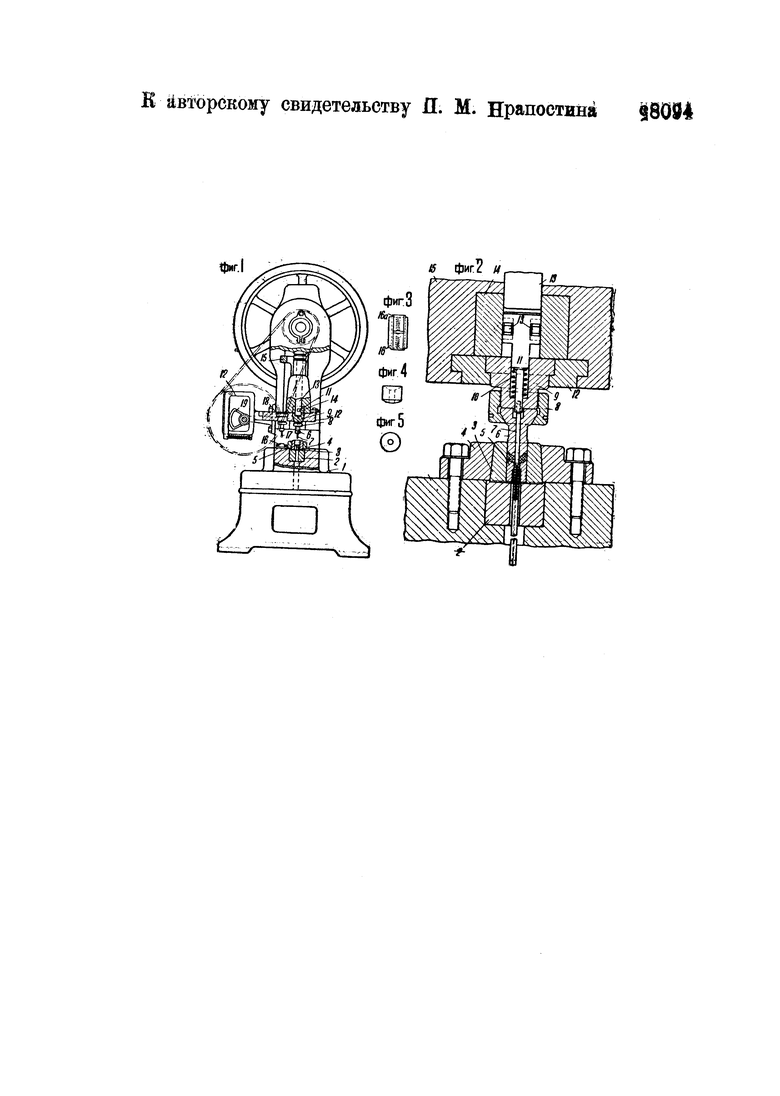
На чертеже фиг. 1 изображает вид спереди пресса с разрезом изобретенного приспособления; фиг. 2 - в увеличенном масштабе разрез пунсона и матрицы; фиг. 3 - вид сверху съемника; фиг. 4 и 5 - вид заготовки в двух проекциях.
В нижнюю часть 7 пресса вставлена опорная подушка 2, имеющая небольшое углубление, в котором помещается нижняя часть 3 матрицы. Для прикрепления ее служит держатель 4 (это особенно ясно видно из фиг. 2). В матрицу 3 вставлена втулка 5, имеющая коническое углубление под углом 120° и отверстие согласно требуемому размеру наружного диаметра трубы. Верхняя часть штампа состоит из наружного пунсона 6 и внутреннего 7. Пунсон 6 прикрепляется специальной гайкой 8 к пунсонодержателю 9. В пунсонодержатель вставлена пружина 10, служащая для удерживания внутреннего пунсона в верхнем положении. Пунсон 7 прикреплен к ползуну 11. При передвижении ползуна 12 (при помощи кулачка 19) вперед пунсонодержатель соединяется со вторым ползуном 13 пресса для индивидуального движения (опускания) внутреннего пунсона 7. Упорная подушка 14, вставленная в нижнюю часть ползуна пресса, является упором для пунсонодержателя 9. Съемник 16 служит для снятия отхода с пунсона 17. Последний прикреплен к пунсонодержателю 18 таким же образом, как и пунсон 6. Кулачок 19 служит для перемещения ползуна 12 вперед и назад с тем, чтобы пунсоны 6 и 17 могли по переменно входить в матрицу 3. Изготовление труб с малым отверстием происходит следующим образом. Прежде всего, при помощи вырубного штампа вырубаются соответствующие заготовки, форма которых видна из фиг. 3, 4. Такие заготовки первоначально опускаются в разогретый тавот с примесью от 10% воска, стеарина или парафина и покрываются тонким слоем этого состава; после этого заготовку вкладывают в матрицу 3 и пунсон 7 опускают в нижнее положение, как это показано на фиг. 2. У пунсона 7 нижняя часть имеет коническую форму и кончается срезанным концом, соответствующим требуемому диаметру (0,15 мм) отверстия у изготовляемой трубы; пунсон 6 при опускании ползуна пресса вниз производит давление на заготовку, придавая ей форму трубы; после этого пунсон 6 уходит из матрицы кверху, а ползун 12 при помощи кулачка 19 перемещается вперед, так что при вторичном опускании ползуна 15 вниз пунсон 17 попадает в матрицу 3 и пробивает оставшийся отход от первой заготовки.
У пунсона 17 имеется соответствующее плечо для захвата отхода и удаления его из матрицы 3. При обратном ходе вверх пунсон уносит на себе отход из матрицы, а ползун 12 при помощи кулачка 19 перемещается в свое прежнее положение. При новом опускании ползуна 15 пресса вниз пунсон 6 производит давление на заготовку, вновь вложенную в матрицу 3, а пунсон 17 одновременно опускается в съемник 16 для удаления отхода.
Съемник состоит из корпуса 16 и двух отдельных щечек 16а, которые под действием спиральных пружин находятся обычно в сомкнутом положении, а при опускании пунсона 17 вниз, под действием его раздвигаются в стороны, так что находящийся на пунсоне отход попадает под щечки и при обратном ходе пунсона вверх снимается с пунсона и падает вниз.
Трубы с малым отверстием могут быть широко использованы в промышленности; из таких труб могут изготовляться ниппели для разного рода приборов, начиная от простого примуса и кончая самыми сложными сварочными аппаратами, сопла к газовым печам; хирургические инструменты, решетки к прядильным станкам для искусственного шелка и т.д.
Кроме того, такие трубы, изготовленные путем холодной штамповки, будут чрезвычайно высокого качества.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ЗАКЛЕПОК ИЗ ПРОВОЛОКИ | 1936 |
|
SU52368A1 |
| ШТАМП-АВТОМАТ | 2003 |
|
RU2261153C2 |
| СПОСОБ ВЫТЯЖКИ СЛОЖНОЙ КРУПНОГАБАРИТНОЙ ДЕТАЛИ С ПНЕВМОСЪЕМНИКАМИ В МАТРИЦЕ (ВАРИАНТЫ) | 2011 |
|
RU2479374C2 |
| ШТАМП-АВТОМАТ ДЛЯ ФОРМОВКИ ВЫСТУПОВ В ТРУБЧАТОЙ ДЕТАЛИ | 2004 |
|
RU2262406C1 |
| Способ изготовления деталей и устройство для его осуществления | 1987 |
|
SU1548062A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ СЛОЕВ | 1997 |
|
RU2167018C2 |
| Штамп для изготовления карабинов из проволоки | 1935 |
|
SU48105A1 |
| Штамп для изгибания труб | 1935 |
|
SU47893A1 |
| ШТАМП ДЛЯ ВЫТЯЖКИ СЛОЖНОГО КРУПНОГАБАРИТНОГО ПОЛУФАБРИКАТА ИЗ ЛИСТОВОЙ ЗАГОТОВКИ НА ПРЕССЕ (ВАРИАНТЫ) | 2011 |
|
RU2501618C2 |
| ШТАМП-АВТОМАТ | 2000 |
|
RU2193941C2 |
1. Приспособлений к штамповочный прессам для попеременного введения в работу нескольких пунсонов, отличающееся применением несущего пунсоны ползуна 12, установленного в ползуне 15 пресса, в целях получения помимо вертикального перемещения вместе с ползунам в 15 еще и поперечного по отношению к нему перемещения на величину расстояния между соседними пунсонами.
2. Форма выполнения приспособления по п. 1 в применении к прессам двойного действия, отличающаяся тем, для сцепления внутреннего пунсона 11 с внутренним ползуном 13 пресса на обращенных друг к другу концах обоих помещены сцепные кулаки.
