Существующие литейные вертикально-замкнутые конвейеры работают со сбрасыванием в их хвосте установленных на них литейных форм и опок, что требует трудоемкой и тяжелой ручной работы для возврата выбитых опок на конвейер и очистки литья.
Описываемый литейный вертикально-замкнутый конвейер с устройством для выбивки форм без крестовин, состоящим из системы электрически сблокированных толкателей и вибрационного стола, позволяет полностью устранить ручной труд. Достигается это автоматизацией как подъема форм в хвосте конвейера, так и операций перемещения их на вибрационный стол, возврата выбитых опок на конвейер, отбивки литников и очистки литья .
Для обеспечения автоматизации этих процессов конвейер в своем хвосте снабжен механизмом для плоско-параллельного подъема конвейерных плит, с установленными на них формами, а устройство для выбивки форм снабжено решетчатым барабаном и двумя клапанами, предотвращающими смещение опок при выбивке форм на наклонном вибрационном столе.
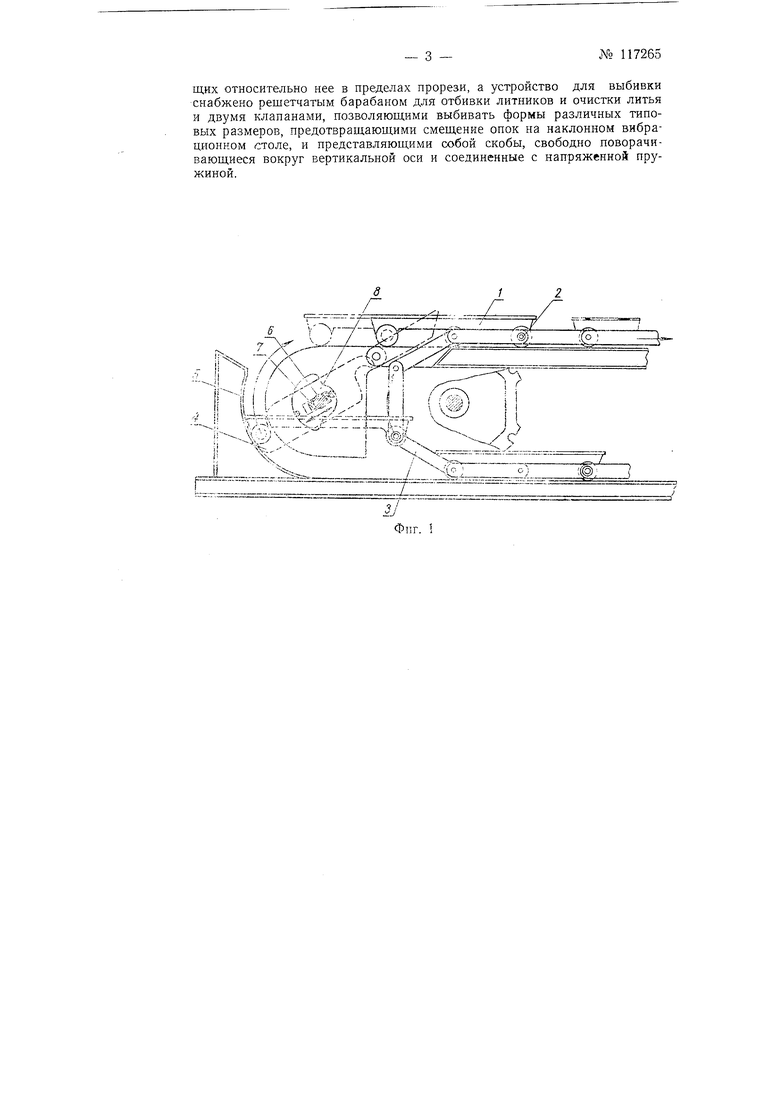
Опоки с формами выставляют на верхнюю ветвь конвейера и в его голове заливают металлом. При дальнейшем движении плиты с формами опускаются и по нижней ветви направляются в хвост конвейера, где формы посредством механизма подъема (см. фиг. 1) поднимаются на плитах, сохраняющих все время горизонтальное положение.
Плиты 1 одним концом свободно соединены с пальцами 2 цепи конвейера и могут свободно вокруг них поворачиваться. Второй конец плит не закреплен и свободно лежит на конвейере. В тот момент, когда звено 3 цепи конвейера, дойдя до конца нижней ветви, начинает подниматься, увлекая заднюю часть плиты, передняя часть последней выдвигается
Ns 117265
вперед, захватывается поводком 4 и в процессе вращения последнего поднимается вверх, скользя по криволинейной направляющей 5 и сохраняя все время горизонтальное положение плиты, пока наконец плита не выводиТ|СЯ на верхнюю ветвь конвейера. Поводок 4 принудительно вращается вокруг оси 6 редуктора, на которой закреплен прямоугольной формы башмак 7, входящий в прорезь поводка, имеющую также прямоугольное сечение. Поводок в пределах прорези скользит по башмаку вперед и назад, побуждаемый к этому при вращении вокруг оси копирным приспособлением 8.
Такое сложное вращательно-поступательное движение поводка обеспечивает плите конвейера строго горизонтальное положение при ее подъеме.
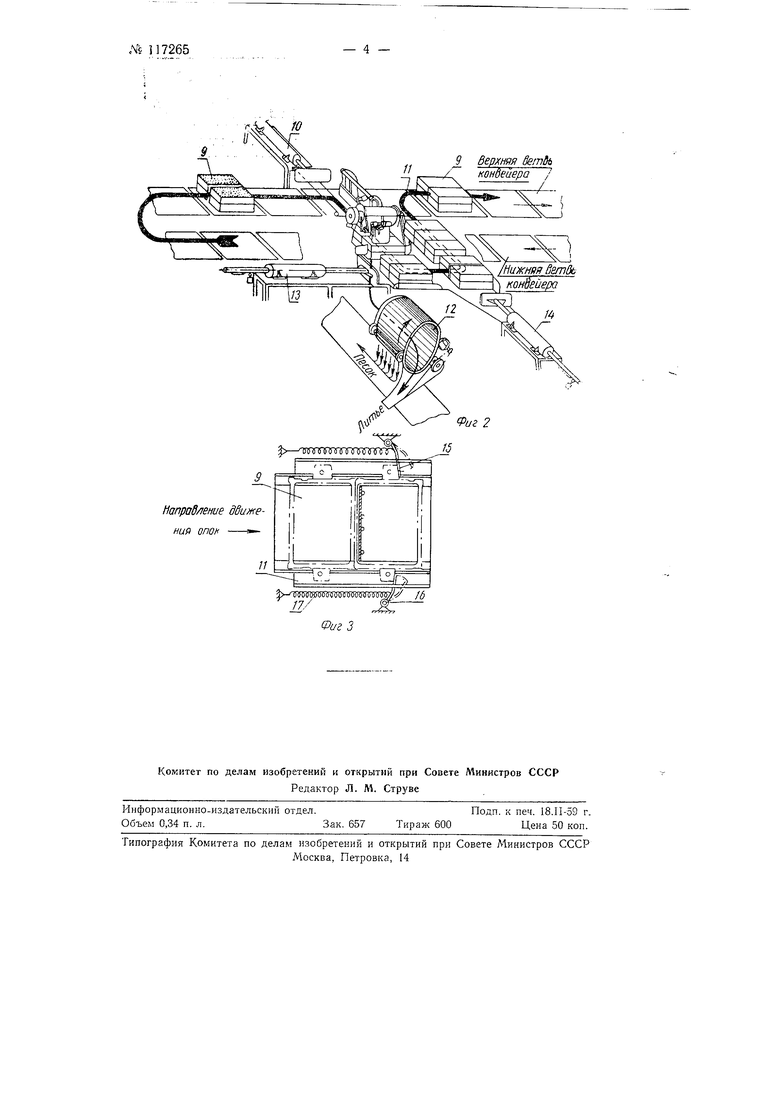
После того, как формы 9 выведены на верхнюю ветвь конвейера (см фиг. 2) они автоматически толкателем 0 сдвигаются с конвейера на вибрационный стол //, на котором литье и земля выбиваются из опок и, проваливаясь вниз по течке, попадают в рещетчатый барабан 12, на котором отбиваются литники, литье очищается и отделяется от песка (земли). При передвижении толкателем 10 новых опок, последние продвигают уже выбитые опоки, где посредством толкателей 13 и 14 они, последовательно передвигаясь в двух взаимно-перпендикулярных направлениях, вновь автоматически устанавливают,ся на литейный конвейер. Весь цикл набивки форм, заливки металла, выбивки и очистки литья повторяется.
Для того, чтобы опоки в момент их выбивки на наклонном вибрационном столе не смещались бы относительно друг друга, выбивное устройство снабжено двумя клапанами (см. фиг. 3).
Клапаны выполнены в виде двух скоб 15, свободно посаженных на вертикальных осях 16, вокруг которых они могут поворачиваться.
Опоки 9, находясь на наклонном вибрационном столе //, прижимаются под действием собственной тяжести к скобам, которые под воздействием прикрепленных к ним пружин 17 не дают им передвигаться далее и смещать,ся относительно друг друга. При подаче новых опок сила толкателя преодолевает упругость пружин, клапаны-скобы раздвигаются и опоки продвигаются дальше. После того, как толкатель примет исходное положение, пружины возвращают клапаны в исходное положение, в котором они удерживают от смещения новую стопку опок.
Клапаны позволяют производить выбивку форм с опоками различных типоразмеров.
Применение литейного конвейера описанной конструкции позволяет полно стью автоматизировать операцию выбивки форм и устранить на этом участке ручной труд.
Производительность труда рабочих, обслуживающих конвейер на всей его длине, увеличивается на 39Vo.
Предмет изобретения
Литейный вертикально-замкнутый конвейер с устройством для выбивки форм без крестовин ,состоящий из системы электрически сблокированных толкателей и вибрационного стола, отличающийся тем, что, с целью полного устранения ручного труда и автоматизации процесса выбивки форм, конвейер снабжен механизмом для плоско-параллельного подъема конвейерных плит с формами, со(Стоящим из двух редукторов, двух криволинейных направляющих и двух поводков, принудительно вращающихся вокруг горизонтальной оси и одновременно под воздействием копирного приспособления возвратно-поступательно скользящих относительно нее в пределах прорези, а устройство для выбивки снабжено решетчатым барабаном для отбивки литников и очистки литья и двумя клапанами, позволяющими выбивать формы различных типовых размеров, предотвращающими смещение опок на наклонном вибрационном столе, и представляющими собой скобы, свободно поворачивающиеся вокруг вертикальной оси и соединенные с напряженной пружиной.

| название | год | авторы | номер документа |
|---|---|---|---|
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ВЫБИВКИ ЛИТЕЙНЫХ ФОРМ И УСТАНОВКА ДЛЯ ВЫБИВКИ ЛИТЕЙНЫХ ФОРМ | 1990 |
|
RU2015836C1 |
| Устройство для выбивки литейных форм | 1979 |
|
SU863173A1 |
| Линия отбивки литников и выбивки стержней из отливок | 1980 |
|
SU908519A1 |
| УСТАНОВКА ДЛЯ ВЫБИВКИ ЛИТЕЙНЫХ ФОРМ И ВИБРАЦИОННОЕ ВЫБИВНОЕ УСТРОЙСТВО | 1990 |
|
RU2015840C1 |
| АВТОМАТИЧЕСКАЯ ПОТОЧНАЯ ЛИНИЯ | 1961 |
|
SU152728A1 |
| Линия для изготовления отливок | 1978 |
|
SU753532A1 |
| Автоматическая установка для изготовления литейных форм пескодувным способом | 1957 |
|
SU119318A1 |
| УСТАНОВКА ДЛЯ ВЫБИВКИ ЛИТЬЯ ИЗ ОПОК, ПЕРЕМЕЩАЕМЫХ ФОРМОВОЧНЫМ КОНВЕЙЕРОМ | 1952 |
|
SU100921A1 |
| Установка для выбивки стопочных форм | 1989 |
|
SU1699707A1 |
| Автоматическая литейная линия | 1954 |
|
SU114429A1 |
J -тпггпягулгг гшпг т ч
3 1гшдаш1жгатекяшшу-/ /6
12/Ж,
Фиг 3
Верхняя BemSti конбейера /
иг 2
/J
