Известные шнековые прессы (шприц-машины) для покрытия кабелей и проводов резиновым слоем обычно снабжаются пустотелым шнеком, через полость которого пропускается покрываемый резиной кабель.
Как показала практика, пустотелые шнеки, однако, не свободны от целого ряда существенных недостатков. Так, например, наличие полого шнека требует устройства плотных сальников, препятствующих попаданию резины в полость шнека. При полом шнеке, через который проходит кабель, затрудняется внутреннее его охлаждение, необходимое при работе шприц-машины на ультра-ускорителях, которые в незначительной степени повышают производительность работы нанесения на кабель вулканизованного резинового слоя. Кроме того, прессы с полым шнеком, равно как и применяемые в нашей кабельной промышленности прессы, у которых поток резины направлен под углом 90° к оси шнека, нередко дают явление децентрации резины, вследствие которого на практике получается неравномерное нанесение на кабель резинового слоя.
Настоящее изобретение имеет целью устранить указанные выше недостатки в действии применяемых для нанесения резинового слоя на кабели шприц-машин и дать простую конструкцию головки для этих машин, допускающую непрерывную вулканизацию резинового слоя.
Предлагаемая головка к шприц-машине с горизонтальным шнеком для покрытия резиновым слоем кабелей имеет в теле поперечное окно для помещения ролика, вводящего в центральный канал головки кабельную проволоку строго по центральной оси. Этим обеспечивается центрированное покрытие кабеля слоем резины, подаваемой обычным способом в пространство между выпускным ниппелем головки и ее матрицей.
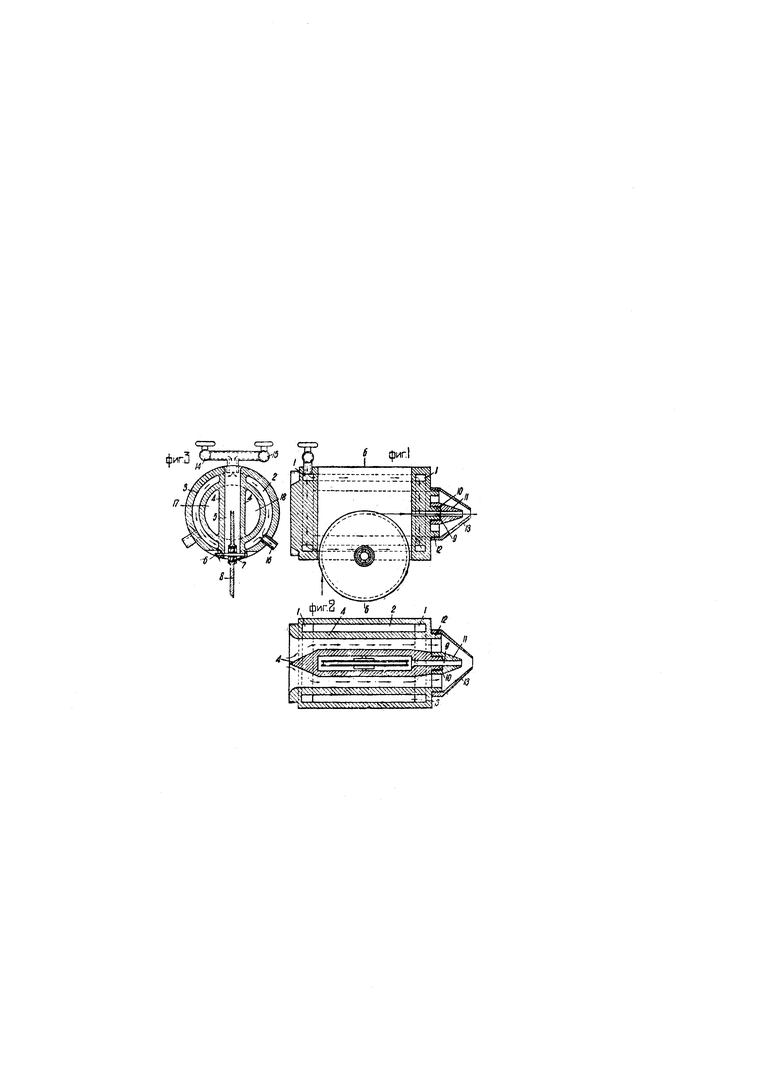
На чертеже фиг. 1 представляет продольный вид головки, частью в разрезе; фиг. 2 - поперечный разрез по линии ББ фиг. 1; фиг. 3 - вид сверху на разрез по фиг. 1 с внутренними каналами для воды иди пара и резины.
В теле головки имеются по краям два кольцеобразных канала 1, соединенных двумя продольными каналами 2 и 3. В теле головки имеется также поперечное вертикально расположенное окно 5, ограниченное стенками 4. В окне 5, на оси 6, в шарикоподшипниках 7 укреплен ролик 8. В передней стенке окна 5 просверлено отверстие для ввода кабельной проволоки.
Головка на правом конце (фиг. 1) имеет снабженный резьбой выступ 10, в котором просверлено отверстие 9, выпускающее проволоку. На резьбе выступа 10 навернут ниппель 11. На наружном пояске 12 головки при помощи нарезки укреплена матрица 13, помещенная, так же как и ниппель, по центральной оси головки. В кольцеобразный канал 1 подведена трубка для пара и воды, имеющая два ответвления с клапанами 14 и 15; в другом канале 1 имеется одна общая отводная трубка 16.
Головка работает следующим образом. Резина, подаваемая обычный для шприц-машин шнеком, проходит по каналам 17 и 18 в полость между ниппелем 11 и матрицей 13 с одинаковым со всех сторон давлением. Проволока, огибающая ролик 8, заправляется в отверстие 9 и проходит в дальнейшем по каналу, расположенному по оси симметрии шнека. Слой резины при перемещении проволоки покрывает ее вполне равномерно и притом автоматически. Толщина слоя резины будет зависеть от скорости подачи проволоки и резины и частично также от расстояния между матрицей 13 и ниппелем 11.
Предлагаемая головка, имея центрированное и постоянное во время работы положение ниппеля и матрицы, при одинаковом давлении резины со всех сторон, исключает децентрацию резинового слоя даже и при изменениях режима работы. Отсутствие полого шнека дает возможность работать с ультра-ускорителями, применяя водяное охлаждение; головка, не требуя постоянной регулировки, дает ряд преимуществ в смысле бесперебойности и возможности применения непрерывной вулканизации наносимого резинового слоя.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ герметизации кабеля (варианты) и герметичный кабель | 2023 |
|
RU2795264C1 |
| Двухручьевая экструзионная головка | 1986 |
|
SU1643167A1 |
| ГИБКАЯ ПРОТЯЖЕННАЯ ГИДРОАКУСТИЧЕСКАЯ АНТЕННА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2011 |
|
RU2475774C1 |
| Устройство для изготовления кабельных изделий с резиновыми оболочками | 1984 |
|
SU1277220A1 |
| Способ изготовления теплозащитного покрытия передней крышки корпуса ракетного двигателя твердого топлива | 2016 |
|
RU2620481C1 |
| ЭЛЕКТРИЧЕСКИЙ КАБЕЛЬ | 1980 |
|
RU1090170C |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКОГО ЭЛЕКТРИЧЕСКОГО КАБЕЛЯ | 1991 |
|
RU2028681C1 |
| Огнестойкий провод и огнестойкий кабель для пожарной сигнализации (варианты) | 2018 |
|
RU2696769C1 |
| Устройство для изготовления и маркировки кабелей с резиновыми оболочками | 1980 |
|
SU943860A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКОГО ЭЛЕКТРИЧЕСКОГО КАБЕЛЯ | 1992 |
|
RU2024974C1 |
Головка к шприц-машине с горизонтальным шнеком для покрытия резиновым слоем кабелей, отличающаяся применением в теле головки поперечного окна 5, служащего для помещения ролика 8, предназначенного для ввода в центральный канал 9 кабельной проволоки с целью центрированного покрытия ее слоем резины, подаваемой известным образом шнеком по каналам 17 и 18 в полость, образованную между выпускающим проволоку ниппелем 11 головки и матрицей 13 ее.
