1
Предложеп:ный механизм может быть.использован в устройствах огневой зачистки повер.хности нрокатных заготовок.
Известные механизмы нодвода газорежущих головок машины огневой зачистки к поверхности металла, содержащие закренленные на раме иневмоцилиидры пере.ме1цення головок и регулировки нх иоложе пня в начале зачнсткн, сложны по конструкции н не обеспечивают устойчивое пламя.
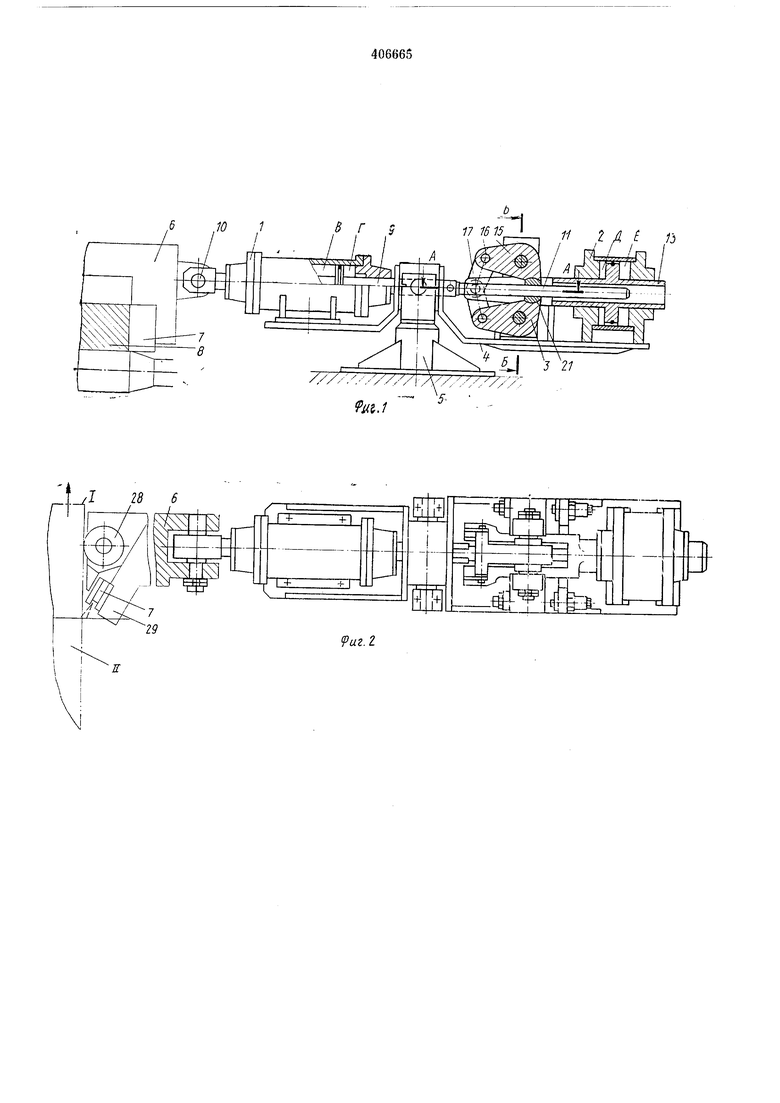
В предложенном механизме указанные недостаткн устраняются за счет того, что иневмоцилиндр перемещения головок и нневмоцилиндр регулировки устаиовлепы еоосно, лневмоцилиндр регулировки снабжен клещевым захватом с подпружиненными рычагами, взаимодействуюиди1ми со щтоко.м нневмоцилиндра неремещения, а рычаги захвата оснащены подвижпымн планками, образующими совместно с размещепнымн на раме смеииыми опорными Н1айбами регулируемый зазор, определяющий величину отвода головок нрн их регулировке. Ыа фиг. 1 ноказаи основной вид механизмов слежения; на фиг. 2 - то же, вид сверху; па фиг, 3 - продольный разрез ио А-А на фиг. 1; на фиг. 4 - нонеречиый разрез по Б-Б на фиг. 1.
Механизм содержит нlleв oцилиидp перемещения /, нневмоцилиндр регулировки 2, клещевой захват 3, устанавливаемые иа подвижиой раме 4, опирающейся
нкчрнирио на стойку 5.
Пиевмоцилнидр перемещения / служит для подвода каретки 6 с резаками 7 к металлу S,
слежения резаками за искривлением зачипл.асмой новерх:ности металла в процессе зачистки и отвода каретки с резаками в исходное положение по окончании зачистки.
Пневмоцилиидр регулировки 2 с клещевы.м
захватом 3 служит для отвода (иа 5-20 мм) каретки с резаками от м-еталла и фиксации резаков в этом положении относительно металла на время начала зачистки заготовки с передней кромки.
Пиевмоцплиндр перемещения / имеет две полости В и Г, шток 9, который соединен с кареткой 6 посредством щарового шарнира 10. С другой стороны на штоке 9 закреплен стержень // осью 12.
Нневмоцилиндр регулнровкн 2 имеет полостн /7 и Е, пустотелый шток /-, который осями 14 соединяется с клещевым захватом. Шарнирно-рычажный клещевой захват состоит из рычагов 15, осей 16, серег У7, стуненчатых
осей 18, закрепленных в подвижных планках 19, опирающихся заплечиками 20 на раму 4.
На рычагах 15 крепятся самоустапавливающиеся губки 21. Впутри подвижных планок 19 находятся пружины 22 предварительного
зажима стержня // губками 21. Величина уснЛИЯ пружины ре1у;1ирустся стержнями 2.7, которые крепятся гайками 24. Пружииы 22 препятствуют иеремещеиию иодпижиьгх илапок 19 до мо гсита зажатия стержня // гуГжами 21 рычагов 15.
«Передаточиое отиошеиие шариирно-рычажной системы клещевого захвата в момеит зажатия стержия // губками 21 выбрано таким, чтобы сила трения от усилия зажатия стерл ия и губкам.и 21 всегда была больи1е суммы сил сонротнвлеиия, действуюии1х иа шток 9, что исключает ироскальзываиие стержня 11 между губками 21 при отводе каретки 6 с резаками 7 от металла ниевмоцилнндром регулировки 2.
Для ограничения хода иодвижных планок 19, а вместе с ними и всей рычажной системы 15-18-16-17-14-21 имеются регулируемые опоры 25 с контргайка1мп 26 н смежными опорными шайбами 27. Величина регулируемого зазора между подвижными иланкамн 19 и опорными шайбами 27 определяет величииу-отвода резаков 7 от металла 8 ири зачистке металла с передней кромки.
Мехаиизл работает следующим образом.
В исходиом (иерабочем) положеиии шток 9 пневмоцилиидра перемещения / 1 аходится в крайнем нравом иоложеиии, ири этом рычаги 15 с губками 21 клещевого захвата разведены, т. е. щток 13 пиев.моцилиидра регулировки 2 занимает крайнее левое ноложение. Как только металл 8, поданный в машину огневой зачистки, остановится в положении I (фиг. 2) так, чтобы ролик 28 газорежущей головки 29 мог опереться на металл, в иолость Г ииевмоцнлиндра / подается воздух под давлением 4-6 кг/см. Шток 9 подводит каретку 6 с газорежущимп головками 29 к металлу, иричем давление воздуха после этого в полости Г не снимается. После подвода резаков к металлу подается воздух (4-6 кг/см) в полость Д ниевмоцилиидра регулировки 2, диаметр которого больше диаметра иневмоцплнндра /. Шток 13 иневмоцилиндра регулировки иачииает перемещаться вправо, и через оси М, серьги 77 и осп 16 поворачивает рычаги 15 вокруг осей 18, осуществляя зажим стержня /У губками 21.
Прулсииы 22 в этот момеит нреиятствуют перемещению подвижных планок 19, так как предварительное усилие поджатия пружнн 22 больше, чем усилие от трения во всех шарнирах рычажной системы, приведенное к штоку 13 пиевмоцилиндра отвода 2. После зажима губками 21 стержня 11 вращение рычагов 15 прекращается, и рычажная система вместе с зажатым стержнем 11, щтоком 9 и кареткой 6 начинает перемещаться штоком 13 ииевмоци.шндра 1)сгулнр01 К11 2 до те.х пор, иока иОЛвил ные планки 19 не упрутся в oHopiibie шайбы 27. Все элементы перемеп1;а1он ейся системы - И1ТОК 13, рычажная система )Г()
захвата 3, HITOK 9, каретки 6 с резаками 7 останавливаются и фиксируются в тако.м положеиии давлеиием в полости Д пиевмоцилиидра регулировки 2. В итоге газорежущая головка с резака.ми выходит из контакта с металлом, резаки как бы повисают в воздухе, но иаходятся в неносредственной близости от поверхности металла.
После этого металл 8 отводится назад в положеиие П, устаиавливается кромкой на лииию огия резаков, и начинается зачистка металла с передней кромки.
Металл при зачистке двигается в иаправлеиии, указанном стрелкой иа фиг. 2, а как только заготовка займет виовь положеиие I, в иолость Е пневмоцилиидра регулировки 2 подается давление, иолость Д соединяется с атмосферой. Шток 13, иеремещаясь влево, дает возможность двигаться влево штоку 9, так как в иолости Г пиевмоцплнидра перемещеиня /
давление составляет 4-6 кг/см-.
Резаки 7 прнблил аются к металлу 8, и слел ;епие за искривлением поверхиости металла происходит за счет иаличия сл атого воздуха в иолости Г иневмоцилиидра нере.мещения /.
Шток 13 зани.мает крайнее левое нолол.ение, рычаги 15, нодвижные планки 19 возвращаются в исходиое иолол е}1не. При окончании зачистки подается давление в иолость В пневмоцилиндра перемещения /, и шток 9 отводит
каретку 6 с резаками 7 в исходиое пололсеиие. Механизм снова готов к работе.
Пред м с т изобретен н я
Механизм подвода газорелищих головок маи1ииы огневой зачистки к иоверхиости металла, содерл ащий закрепленные иа раме ниевмоцилнидры иеремещения головок и регулировки их иолол ения в иачале зачистки, отличающийся тем, ч1о, с целью уирощеиия конструкции и новьйиения устойчнвостн пламелн при зачистке металла с передией кромки, ииевмоцилиидр иеремещеиия головок и пиевмоцилиндр регулировки установлены соосно,
ииевмоцилиндр регулнровки снабл еи клещевым захватом с иодиружинениы.ми рычагами, взаимодействующими со HITOKOM пиевмоцилиндра иеремещения, а рычаги захвата оснащены подвил иыми плаиками, образующими
совместно с размещенными на раме смеииыми опорными шайбами регулируемый зазор, определяющий величину отвода головок ири их регулнровке. ii г ft i /Г7) / /, ; j 

| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для огневой зачистки металла | 1976 |
|
SU599875A1 |
| МАШИНА ДЛЯ ОГНЕВОЙ ЗАЧИСТКИ ГОРЯЧЕГО МЕТАЛЛА В ПОТОКЕ ОБЖИМНОГО СТАНА | 1973 |
|
SU405617A1 |
| МАШИНА ДЛЯ ОГНЕВОЙ ЗАЧИСТКИ ГОРЯЧЕГО РАСКАТА | 1966 |
|
SU224292A1 |
| Машина для огневой зачистки холодных слябов | 1980 |
|
SU903008A1 |
| МАШИНА ДЛЯ ОГНЕВОЙ ЗАЧИСТКИ БЛЮМОВ И СЛЯБОВ | 1966 |
|
SU182659A1 |
| Машина для огневой зачистки горячего металла в потоке обжимного стана | 1961 |
|
SU143364A1 |
| УСТАНОВКА ДЛЯ НАТЯЖЕНИЯ АРМАТУРНЫХ СТЕРЖНЕЙ С АНКЕРНЫМИ ПРИСПОСОБЛЕНИЯМИ | 1971 |
|
SU314873A1 |
| Машина для огневой зачистки металла | 1975 |
|
SU603518A1 |
| Машина огневой зачистки горячих блумов и слябов | 1961 |
|
SU140402A1 |
| АВТОМАТ ДЛЯ ОТРЕЗКИ И ЗЕНКОВАНИЯ ТРУБОК | 1973 |
|
SU366035A1 |

гч 25 22 27 26 25 I I I
U9иг.5
19 5-5 18 Q
I iiri/V
