1
Изобретение относится к производству бето1 пых т.руб.
Известна установка для формования полых изделий, например труб, содержащая смеситель, внутренний неподвижно установленный сердечник и эластичную наруж)п-ю опалубку, одним концом прикрепленную к натяжному устройству.
Цель изобретения-повышение качества изделий.
Предлагаемая установка отличается тем, что опалубка выполнена в виде цилиндрической оболочки, нижним концом прикрепленной к сердечнику, а натяжное устройство в влде торовидного барабана установлено на .ролики, с.монтироваННые на подъемно-опускной платформе. В нижней части бункера смонтирована пневматическая камера, опирающаяся на торовидный барабан.
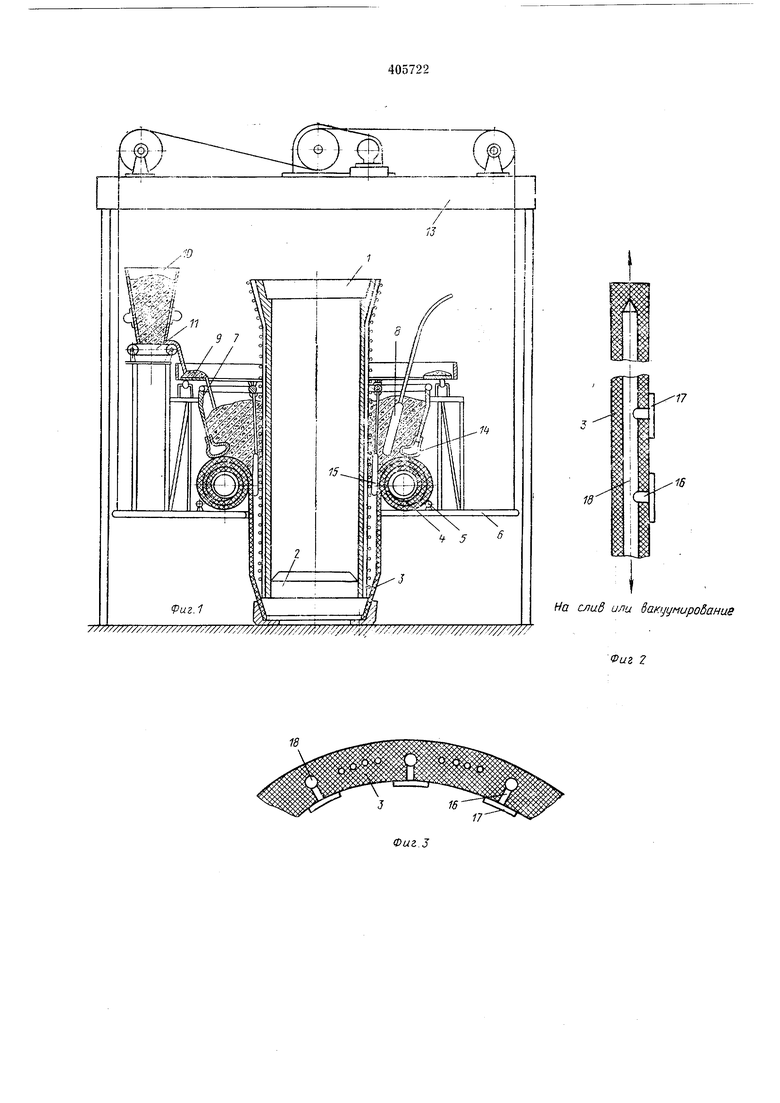
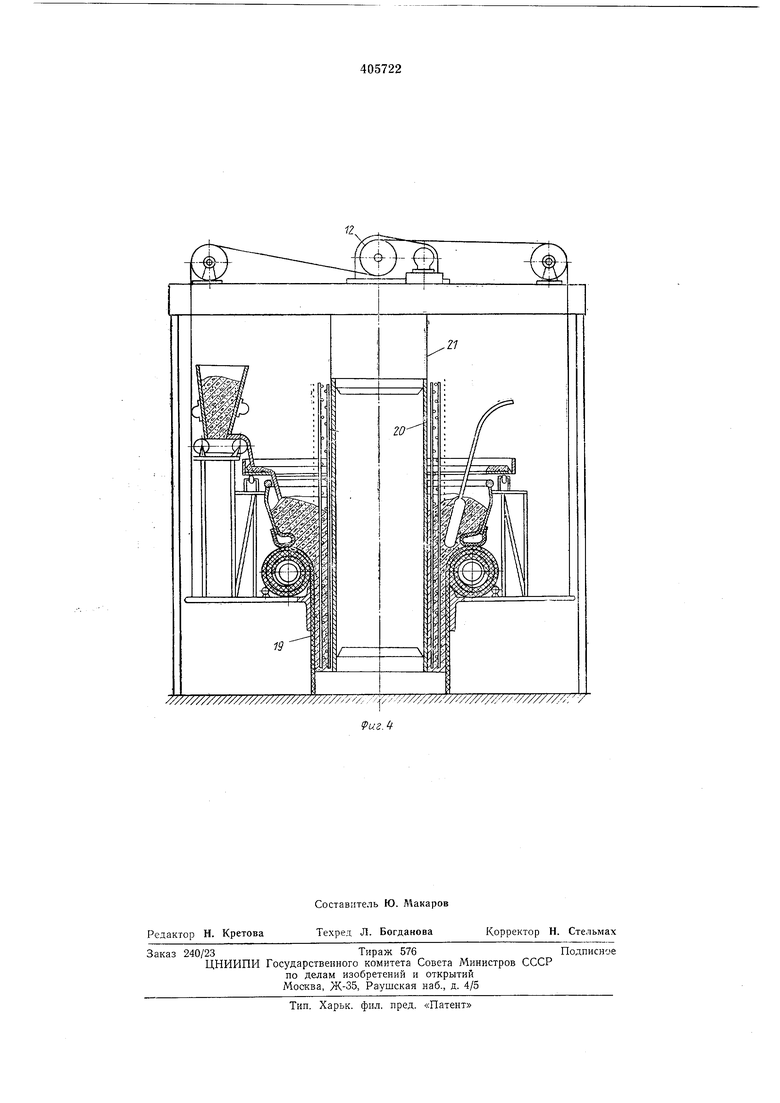
На фиг. 1 изображена установка в разрезе; на фиг. 2 - наружная опалубка в продольном .разрезе; на фиг. 3 - то же в поперечном разрезе; на фиг. 4 - установка с внутренней герметичной оболочкой в разрезе.
Железобетонный сердечник / неподвижно установле на опорном основании 2, к которому нижним концом прикреплена эластичная наружная опалубка 3, верхний конец которой прикреплен к торовидному барабану 4, установленному на ролики 5, смонтированные на
подъемно-опускной платформе 6. На платформе укреплены питающий бункер 7 с глуби)ными вибраторами 8, кольцевой питатель 9, бункер 10 с ленточным питателем //. Платформа приводится в движе)П1е через механизм 12, смонтированный на раме 13 установки.
Разъем между питающим бункером 7 и опалубкой 3 уплотняется пневмо1самерой 14. Распорки 15 регулируют толщину изделия.
В опалубке выполнены отверстия 16 для отвода излишка воды, которые перекрыты фильтра|Ционной тканью 17 и соединены в продольные водоводы J8.
При изготовлении труб в формах с внутренним герметичным сердечнико.м распорки 15 невозможно использовать из-за наличия кольцевой ар.матуры, поэтому для обеспечения наружного диаметра сердечника используют цилиндр 19. Герметичная оболочка 20 сердечника может быть заменена разъем)1сп опалубкой. Верхний торец оболочки центрируется приспособлением 21. Вокруг оболочю) устанавливают каркас из продольной и кольцевой арматуры.
Работает установка следующим образом.
Опорное основание 2 и торовидный барабан 4 с намотанной на него эластичной опалубкой 3 помещают на установку. На основание 2 устаггавлнвают железобетонный сердечник 1.
Подъемную площадку 6 опускают, ролики 5 подводят под опалубку.
Впустив воздух в уплотнители 14, загружают раствором бункер 10, включают питатели 11 и 9 ,и виб;рато.ры 8.
Затем включают подъем площадки 6 и начинают размотку олалубки. Скорость размотки опалубки одинакова со скоростью подъема площадки.
Защитный раствор, ставший подвиж 1ым благодаря интенсивному вибрированию, заполняет пространство между железобетонным сердечн-иком и опалубкой.
По мере подъема площадки 6 под имаются дистанционные распорки 15, которые не дают опалубке сжаться больще, чем это необходямо.
Защитный ipacTiBop, находящийся нпже paenoipoK, прижимается опалубкой к железобетонному сердечнику, чем обеспечивается хорощая адгезия защитного слоя с поверхностью сердечника.
Часть зллщней воды из защитюго раствора отжимается и отводится через отверстия 3 опалубке.
После нанесения защитного покрытия опалубка -отделяется от торовидного барабана,
площадка 6 поднимается выще трубы, труба
транспортируется в камеру гидро-прессования.
После гидропрессованмя верхний конец
опалубки присоединяют к барабану 4, барабан приводят во вращение, и опалубка сматывается с трубы. Трубу снимают с основания и отправляют на склад. Основание и торовидный барабан с намотанной на него опалубкой
.переносят на установку.
П р е д .м е т изобретения
1. Установка для формо-вания полых изделий, например труб, содержащая бункер,
внутренний неподвижно установленный сердечник и эластичную наружную опалубку, одним концом прикрепленную к натяжному устройству, отличающаяся тем, что, с целью повыщения качест1ва :издел,ий, опалубка выполнена в виде цилиндрической оболочки, нижним концом прикрепленной к сердечнику, а натяжное устройство в виде торовидного барабала установлено на ролики, смонтированные «а подъемно-опускной платформе. 2. Установка по л. I, отличающаяся тем, что -в нижней части бункера смонтирована пневматическая камера, опирающаяся на торовидный барабан.
Риг.
ll 8
Иа слиВ или 6aKijgMupo5aHus

| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для формования объемных железобетонных элементов | 1984 |
|
SU1270002A1 |
| Установка для изготовления объемных элементов | 1972 |
|
SU436744A1 |
| Установка для формования объемных элементов | 1981 |
|
SU992194A1 |
| УСТАНОВКА ДЛЯ ФОРМОВАНИЯ ОБЪЕМНЫХ ЖЕЛЕЗОБЕТОННЫХ ЭЛЕМЕНТОВ | 1971 |
|
SU322267A1 |
| Установка для изготовления объемных железобетонных блоков | 1980 |
|
SU998121A1 |
| Машина для изготовления железобетонных изделий | 1978 |
|
SU727454A1 |
| Установка для формования объемных железобетонных элементов | 1973 |
|
SU469602A1 |
| Способ возведения трамбованных земляных стен и установка для его осуществления | 1990 |
|
SU1817809A3 |
| Станок для формовки бетонных и железобетонных безнапорных труб | 1948 |
|
SU95700A1 |
| СПОСОБ РЕМОНТА И РЕКОНСТРУКЦИИ ВЫСОТНЫХ ЖЕЛЕЗОБЕТОННЫХ СООРУЖЕНИЙ С ИЗМЕНЯЮЩЕЙСЯ КОНУСНОСТЬЮ, НАПРИМЕР ГРАДИРЕН И ПРОМЫШЛЕННЫХ ТРУБ | 2006 |
|
RU2334068C2 |