1
Изобретение относится к области литейного производства.
Известны устройства для заливки металла в литейные формы, включающие мон-орельоовую тележку с разливочным ковшом и приводом его поворота, которые используются, главным обр-азом, для питания ручных и подвесных дозирующих ковшей. Недостатком техиологии разливки металла с применением известных устройств является потеря времени на прохождение пути от места зали1Вки до дозирующих ковшей и обратно.
Цель изоб|ретения - сократить время разЛИВКИ.
Дост1игается это тем, что тележка снабжена рамой, на которой установлена лента с поворотными дозирующими ковшами и привод ее вертикального перемещения с траверсой, а траверса через шарнирные рычаги соединена с дозирующими ковша-ми.
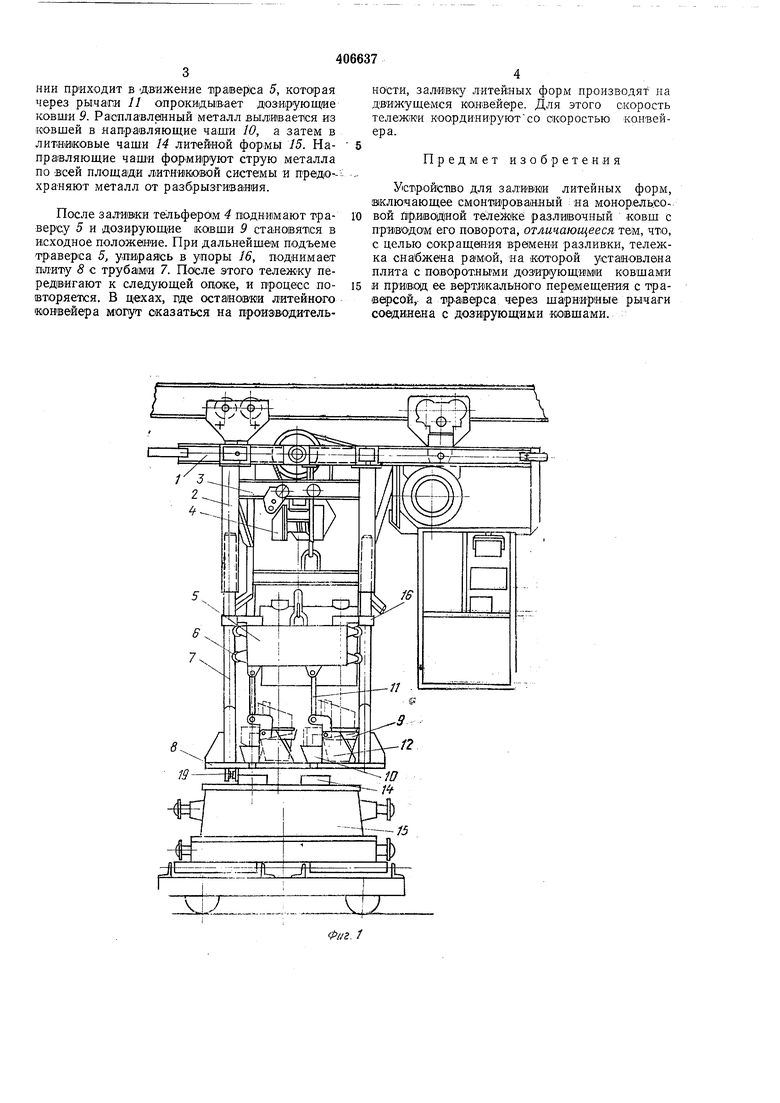
На фиг. 1 представлено предложевное устройство, вид сбоку; на фиг. 2 - то же, вид спереди.
Устройство для заливки литейных форм состоит из монорельсо-вой тележки /, с которой жестко соединена бо;ковая ра-ма, состоящая из связанных 1между со:бой труб 2 и балки 5, на которой подвешен тельфер 4. На крюке тельфера подвешивается траверса 5 с направляющими роликами 6, имеюшими воз.мож1ность передвигаться по трубам 7, телескопически соединенным с трубами 2.
На концах труб 7 закреплена плита 8 с дозирующими ковшами 9 и направляющими чашами 10. Траверса 5 через шарнирные рычаги // соединена с дозирующими ковшами 9, которые подвешены при помощи цаиф на опорах 12. Разливочный КОвш 13 и дозирующие ковши 9 размещены так, что оси носков р-азливочиого ковша совпадают с осями дозирующих ковшей. В то же время оси направляющих чащ 10 сов-падают с ося1ми литниковых чаш 14 литейной формы 15. Для ограничения подъема траверсы 5 и снятия нагрузок с шарстирной системы дозирующих ковшей на трубах 7 имеются упоры 16. В верхней части рамы установлен ролик 17, который, опираясь на второй рельс 18, уравновешивает телелс1ку, предохраняя ее от раскачивания и смещения прн движении.
Работает устройство следующим образом.
Заполнив у вагранки разливочный коощ 13 расплавленным металлом, тележку перемещают на линию заливки литейных фор.м и ставят над литейной формой 15. Точность устано вки контролируют электрическим датчиком /9, который прн соприкосновении с литниковой чашей 14 включает контрольную лампу в кабине тележки. Затем включают тельфер 4, и плита 8 с дозирующими ковшами 9 опускается на литниковые чаши 14. При дальнейшем опускаНИИ приходит в движение праверса 5, которая через рычании 11 апрокидьшает дозирующие ковши 9. Расплавленный металл выливается из ковшей в направляющие чаши 10, а затем в литйиковые чаши 14 литейной формы 15. Направляющие чашИ формируют струю металла по всей площади ЛЙТНЯКОБОЙ системы и предо-храняют металл от разбрызгивания.
После за.тиики тельфером 4 поднимают траверсу 5 и дозирующие ковши 9 становятся в И1сходное положение. При дальн ейшем подъеме траверса 5, упираясь в упоры 16, поднимает плиту 8 с трубами 7. После этого тележку передвигают к следующей , и процесс повторяется. В цехах, оде остановюи лчггейного конвейера могут оказаться на проиэводительности, залийку литейиых форм производят иа движущемся конвейере. Для этого скорость тележии координируют со скоростью колвейера.
Предмет изобретения
Устройсиво для зал ВК1и литейных форм, включающее смонтированный : на монор|ельсо-. БОЙ Прив01цной тёЛежкё разливочный ковш с при)водом его поворота, отличающееся тем, что, с целью сокращвпия времени разливки, тележка снабжена рамой, на которой установлена плита с поворотными дозирующими ковшами и привод ее вертикального перемещения с траве1рсой, а тр аверса через шарнирные рычаги соединена с дозирующими койщами.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для транспортировкиРАзлиВОчНыХ КОВшЕй | 1974 |
|
SU799912A1 |
| УСТРОЙСТВО ДЛЯ РАЗЛИВКИ ЖИДКОГО МЕТАЛЛА | 2020 |
|
RU2736951C1 |
| Автоматический заливочный конвейер | 1940 |
|
SU76574A1 |
| УСТРОЙСТВО для ЦЕНТРИРОВАНИЯ ПРОМЕЖУТО^ТШГ"' | 1973 |
|
SU377192A1 |
| ЖЕЛОБ ДЛЯ РАЗЛИВКИ ЖИДКОГО МЕТАЛЛА | 2008 |
|
RU2373289C1 |
| Кокильная карусельная машина для изготовления крупногабаритных отливок | 1987 |
|
SU1637947A1 |
| УСТАНОВКА ДЛЯ ЗАЛИВКИ МЕТАЛЛА В ЛИТЕЙНЫЕ ФОРМЫ | 1989 |
|
RU2033895C1 |
| Т^СОЮЗНАЯ f | 1973 |
|
SU373926A1 |
| Установка для заливки форм на конвейере | 1990 |
|
SU1785801A1 |
| УСТАНОВКА ДЛЯ ЗАБОРА И ТРАНСПОРТИРОВАНИЯ ЖИДКОГО АЛЮМИНИЯ | 2001 |
|
RU2207406C2 |

