(54) УСТРОЙСТВО ДЛЯ ТРАНСПОРТИРОВКИ РАЗЛИВОЧНЫХ КОВШЕЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для транспортировки разливочных ковшей | 1980 |
|
SU929322A2 |
| УСТРОЙСТВО для ЗАЛИВКИ ЛИТЕЙНЫХ ФОРМ | 1973 |
|
SU406637A1 |
| Промежуточное разливочное устройство | 1990 |
|
SU1731415A1 |
| Горизонтальная машина для центробежного литья | 1973 |
|
SU473338A3 |
| Центробежная машина для отливки длинномерных тел вращения | 1979 |
|
SU869948A1 |
| Грейферная породопогрузочная машина для проходки вертикальных стволов шахт | 1958 |
|
SU117244A1 |
| Дозирующее устройство для жидкого металла | 1982 |
|
SU1026956A1 |
| Устройство для заливки литейных форм на конвейере | 1960 |
|
SU138007A1 |
| Дозирующее устройство для заливки металлом литейных форм | 1961 |
|
SU140541A1 |
| Т^СОЮЗНАЯ f | 1973 |
|
SU373926A1 |
f
Изобретение относится к литейному производству и касается заливки металлом литейных форм из ковшей.
Известны различные конструкции разливочных ковшей, передвигаемых по надземным монорельсовым и бирельсовым путям.
Однако ни одна из них не удовлетворяет полностью технологических требований литейного производствпрежде всего, с точки зрения обеспечения точного направления струи расплава в литниковую чашу формы и неизменности положения струи при опорожнении кошва, когда масса его уменьшается. Сказанное относится также к ковшам, подвешенным на тросовой системе к мостовым разливочным кранам, у которых из-за больших масс грузовой тележки и самого моста корректировка положения ковша .йо время заливки затруднена, но возможна, в то время как при разливке с монорельса возможность корректировки в поперечном (по отношению к разливочному конвейеру) направ лении исключается полностью. Известна подвеска для ковша, снабженная рукояткой для наклона «овшаво время заливки Г11.
Однако.ручная заливка требует от рабочих-заливщиков больших физических усилий и является источником повышенной опасности.
Цель изобретения - механизация процесса зашивки форм.
Указанная цель достигается тем, что подвеска выполнена в виде двух стрел, установленных с возможностью поворота относительно оси подвески и связанных друг с другом приводным ходовым винтом, содержащим опору и привод, которые шарнирно закреплены на стрелах.
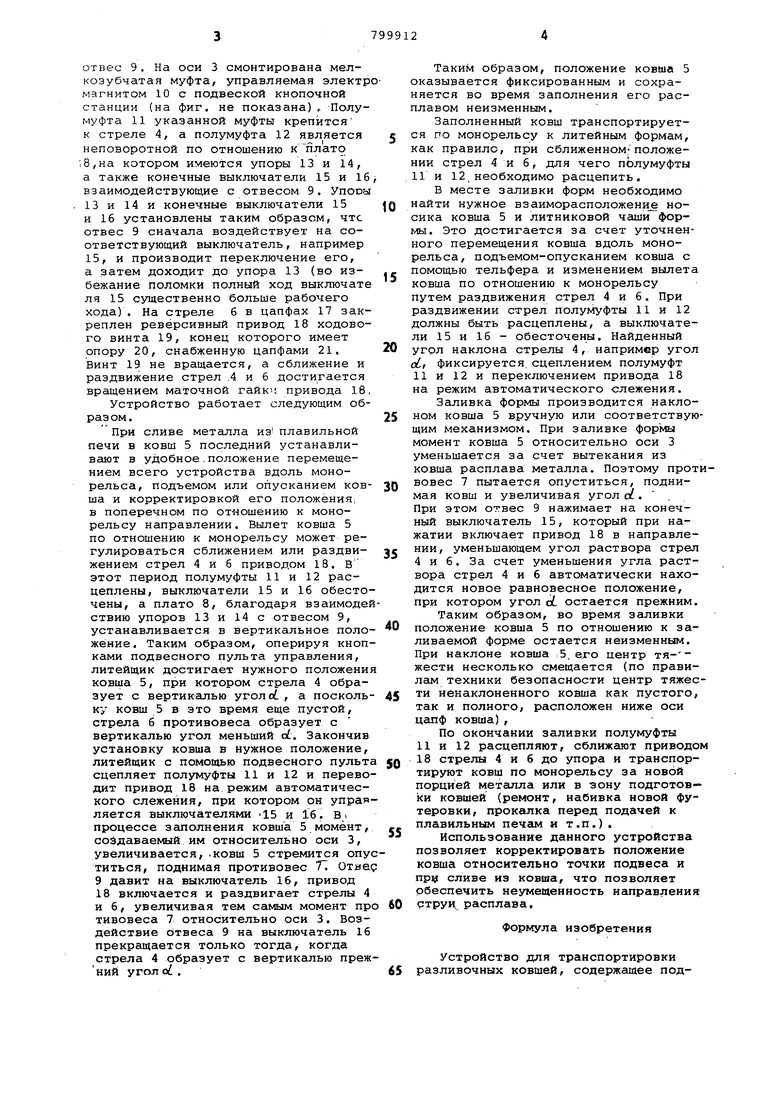
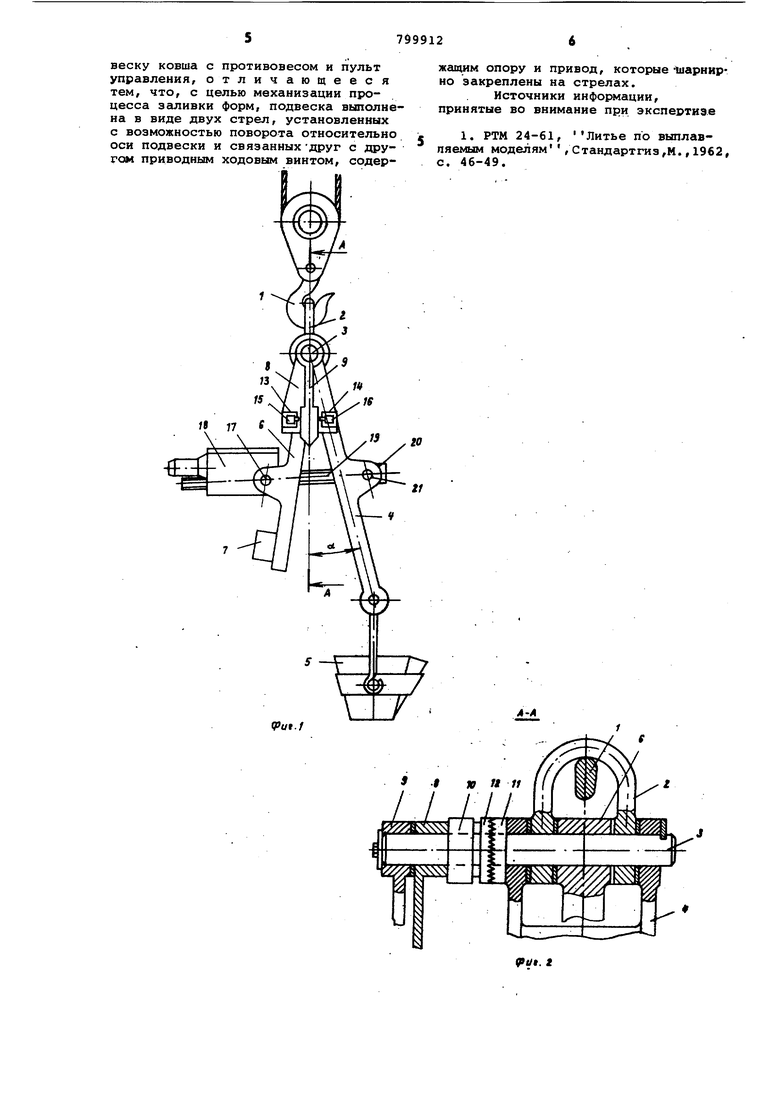
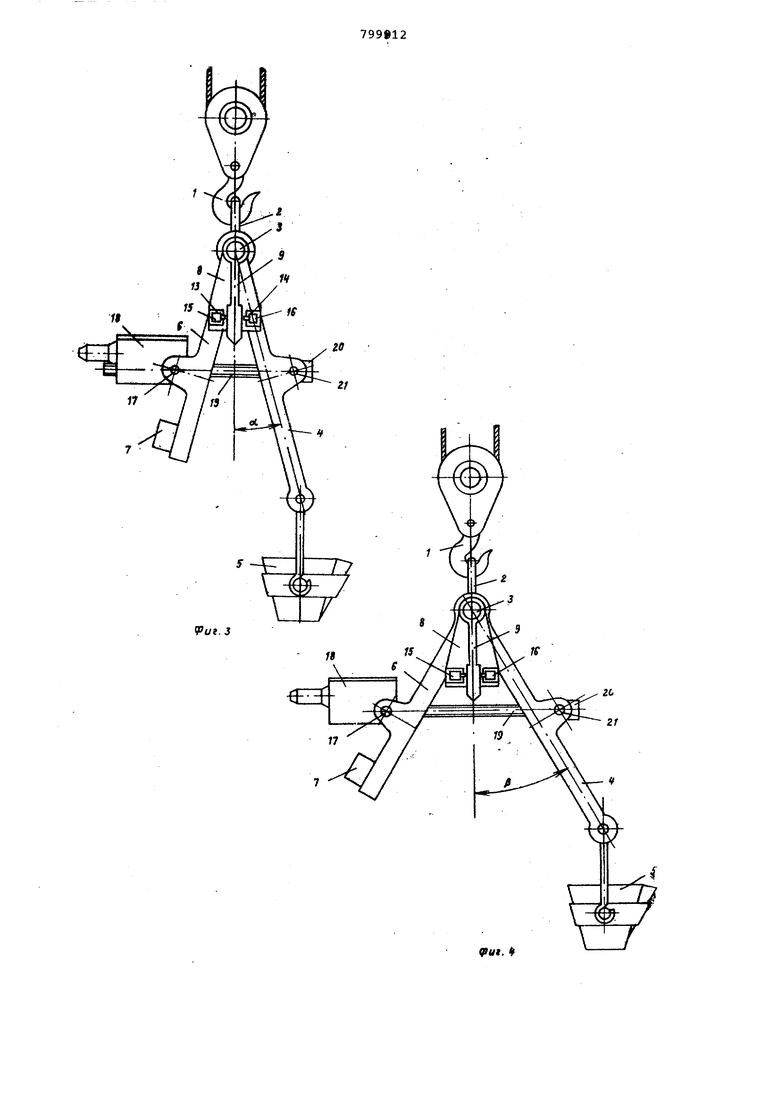
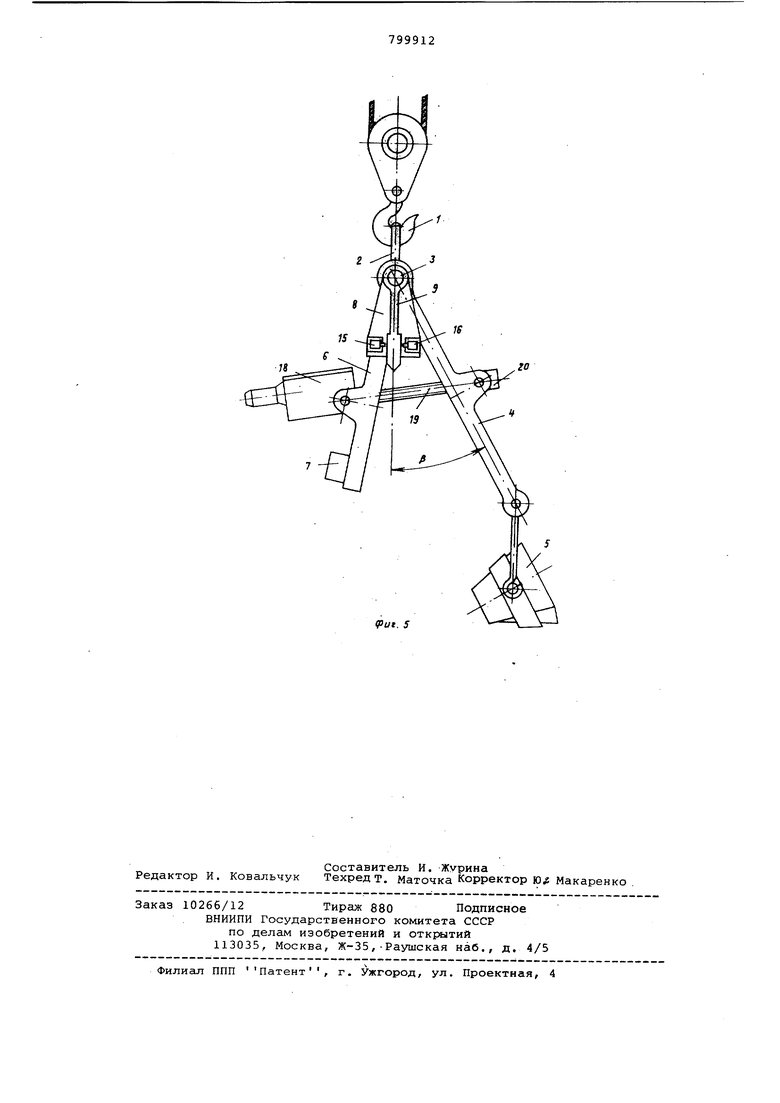
На фиг. 1 показано устройство перед заполнением ковша, общий вид;, на фиг. 2 - разрез А-А на фиг. 1 по оси подвеса; на фиг. 3 - устройство в конце заполнения ковша жидким металлом, общий вид; на фиг. 4 - устройство, перед заливкой металла в форму, общий вид; на фиг. 5 - устроство в конце заливки при опорожненном ковше, общий вид.
На KpsoKe 1 грузоподъемного средства, например тельфера, смонтированного на монорельсе, находится подвес 2, на оси 3 которого размещена свободноповоротно стрела 4 ковша 5, стрела 6 противовеса 7, плато 8
отвес 9. На оси 3 смонтирована мелкозубчатая муфта, управляемая электро магнитом 10 с подвеской кнопочной станции (на фиг. не показана), Полумуфта 11 указанной муфты крепится к стреле 4, а полумуфта 12 является
неповоротной по отношению кплато
;8,на котором имеются упоры 13 и 14, а также конечные выключатели 15 и 16 взаимодействующие с отвесом 9. УПОРЫ 13 и 14 и конечные выключатели 15 и 16 установлены таким образом, чтс отвес 9 сначала воздействует на соответствующий выключатель, например 15, и производит переключение его, а затем доходит до упора 13 {во избежание поломки полный ход выключате ля 15 существенно больше рабочего хода). На стреле 6 в цапфах 17 закреплен реверсивный привод 18 ходового винта 19, конец которого имеет опору 20, снабженную цапфами 21. Винт 19 не вращается, а сближение и раздвижение стрел .4 и 6 достигается вращением маточной гайкч привода 18, Устройство работает следующим образом.
при сливе металла из плавильной печи в ковш 5 последний устанавливают в удобное.положение перемещением всего устройства вдоль монорельса, подъемом или опусканием ковша и корректировкой его положения, в поперечном по отношению к монорельсу направлении. Вылет ковша 5 по отношению к монорельсу может регулироваться сближением или раздвижением стрел 4 и 6 приводом 13. В этот период полумуфты 11 и 12 расцеплены, выключатели 15 и 16 обесточены, а плато 8, благодаря взаимодействию упоров 13 и 14 с отвесом 9, устанавливается в вертикальное положение. Таким образом, оперируя кнопками подвесного пульта управления, литейщик достигает нужного положения ковша 5, при котором стрела 4 образует с вертикалью уголо. , а поскольку ковш 5 в это время еще пустой, стрела 6 противовеса образует с вертикалью угол меньший о. Закончив установку ковша в нужное положение, литейщик с помощью подвесного пульта сцепляет полумуфты 11 и 12 и переводит привод 18 на.режим автоматического слежения, при котором он упраяляется выключателями 15 и 16. В процессе заполнения ковша 5 момент, создаваемый им относительно оси 3, увеличивается, .ковш 5 стремится опуститься, поднимая противовес Т. Отнер 9 давит на выключатель 16, привод 18 включается и раздвигает стрелы 4 и 6, увеличивая тем самым момент про тивовеса 7 относительно оси 3. Воздействие отвеса 9 на выключатель 16 прекращается только тогда, когда стрела 4 образует с вертикалью прежний угол oi .
Таким образом, положение ковша 5 оказывается фиксированным и сохраняется во время заполнения его расплавом неизменным.
Заполненный ковш транспортируется по монорельсу к литейным формам, как правило, при сближенном-положении стрел 4 и 6, для чего пЬлумуфты 11 и 12 необходимо расцепить,
В месте заливки форм необходимо найти нужное взаиморасположение носика ковша 5 и литниковой чаши формы. Это достигается за счет уточненного перемещения ковша вдоль монорельса, подъемом-опусканием ковша с помощью тельфера и изменением вылета ковша по отношению к монорельсу путем раздвижения стрел 4 и 6. При раздвижении стрел полумуфты 11 и 12 должны быть расцеплены, а выключатели 15 и 16 - обесточены. Найденный угол наклона стрелы 4, например угол cLt фиксируется, сцеплением полумуфт 11 и 12 и переключением привода 18 на режим автоматического слежения.
Заливка формы производится наклоном ковша 5 вручную или соответствующим механизмом. При заливке формы момент ковша 5 относительно оси 3 уменьшается за счет вытекания из ковша расплава металла. Поэтому протвовес 7 пытается опуститься, поднимая ковш и увеличивая угол о. При этом отвес 9 нажимает на конечный выключатель 15, который при нажатии включает привод 18 в направлении, уменьшающем угол раствора стрел 4 и 6. За счет уменьшения угла раствора стрел 4 и 6 автоматически находится новое равновесное положение, при котором угол cL остается прежним.
Таким образом, во время заливки положение ковша 5 по отношению к заливаемой форме остается неизменным. При наклоне ковша .5. его центр тя-жести несколько смещается (по правилаш техники безопасности центр тяжести ненаклоненного ковша как пустого, так и полного, расположен ниже оси цапф ковша),
По окончании заливки полумуфты 11 и 12 расцепляют, сближают приводо 18 стрелы 4 и 6 до упора и транспортируют ковш по монорельсу за новой порцией металла или в зону подготовки ковшей (ремонт, набивка новой футеровки, прокалка перед подачей к плавильным печам и т.п.).
Использование данного устройства позволяет корректировать положение ковша относительно точки подвеса и сливе из ковша, что позволяет Обеспечить неумещенность направления струи, расплава.
формула изобретения
Устройство для транспортировки разливочных ковшей, содержащее подвеску ковша с противовесом и пульт управления, отличающееся тем, что, с целью механизации процесса заливки форм, подвеска выполнена в виде двух стрел, установленных с возможностью поворота относительно оси подвески и связанных друг с дру- гом приводным ходовым винтом, содерIPut.r
жащим опору и привод, которые -шарнирно закреплены на стрелах.
Источники информации, принятые во внимание при экспертизе
20
2t
ист
А-А
t К II 11
LL III
LU
.
го
Put. 5
