Автоматические заливочные конвейеры с весовой Т1латформой, которая включается весом разливочного устройства и является частью направляющей его движения, уже известны.
Предлагаемый заливочный конвейер относится к конвейерам подобного же типа, но отличается от последних тем, что разливочное устройство в нем выполнено передвижны.м, на которое воздействуют проходящие мимо него на конвейере тележки с формами. Этим достигается возможность заливки последних на ходу.
Ковщ установлен щарнирно на каретке, передвигающейся по двум рельсам. Один рельс расположен смежно с линией конвейера. Второй рельс выполнен повышающимся в направлении движения конвейера. В результате такого расположения ре пьсов коъш на ходу поднимается и опрокидывается, а его заливочный носок одновременно опускается на литниковое отверстие. С передней стороны каретка снабжена шарнирной защелкой, IB которую упирается специальный палец тележки конвейера для сообщения ковшу движения, синхронного с конвейером, каретка поворачивается вокрзт шарнира при
помощи защелки, установленной на конце горизонтального рельса; палец тележки отделяется при этом от каретки в кови.е хода ковша.
Для изменения высоты расположения ковша применительно к высоте заливаемой формы несущая ковш каретка жестко соединена с рычагом, связанным с электродвигателем. Последний управляется фотоэлементом, расположенным против источника света, перекрываемого проходящими мимо формами и тем самым включающими рычаг подъема ковша.
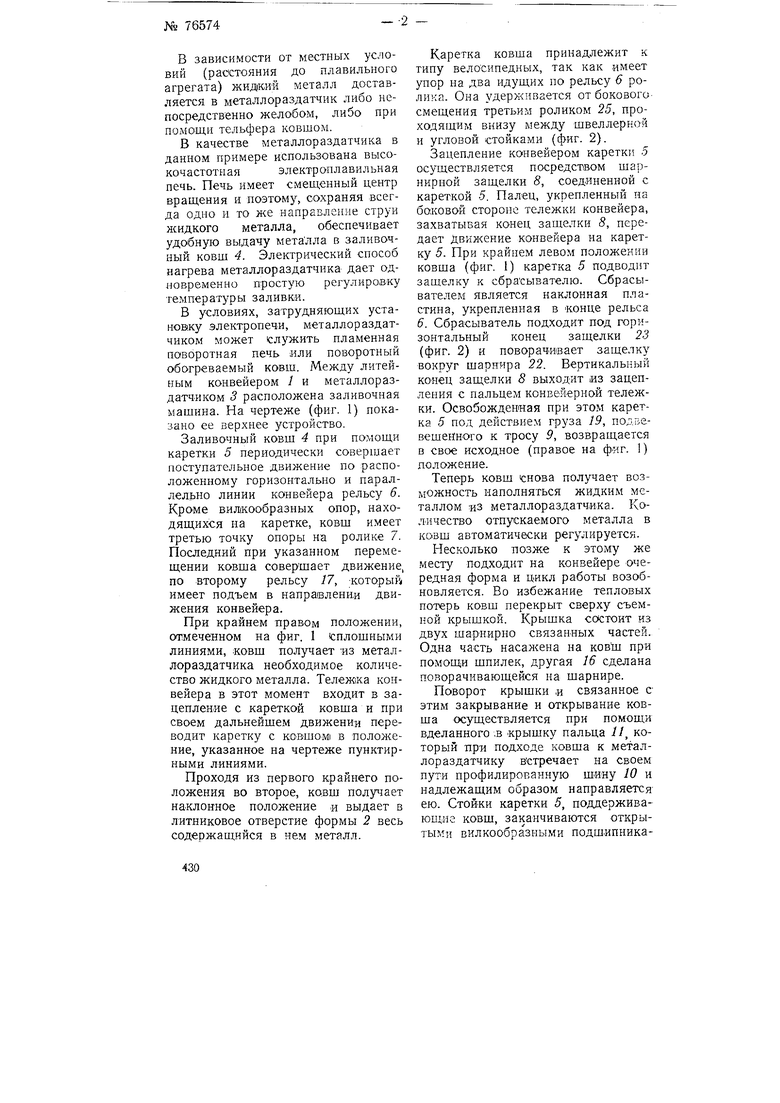
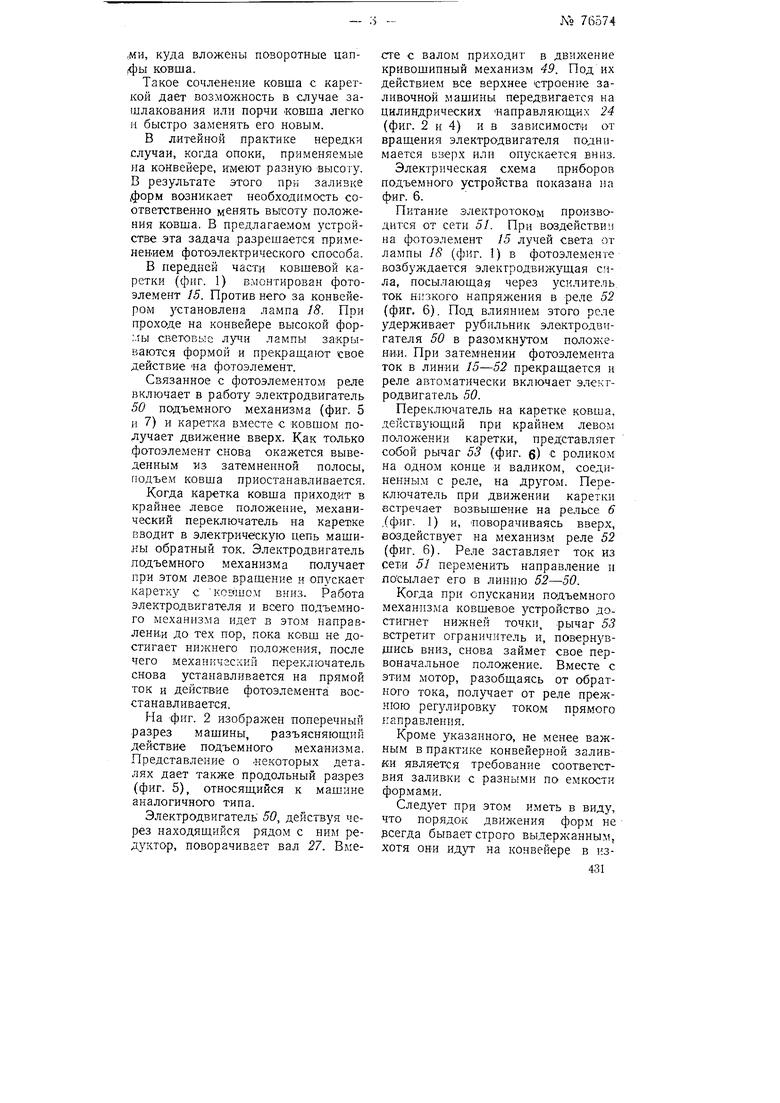
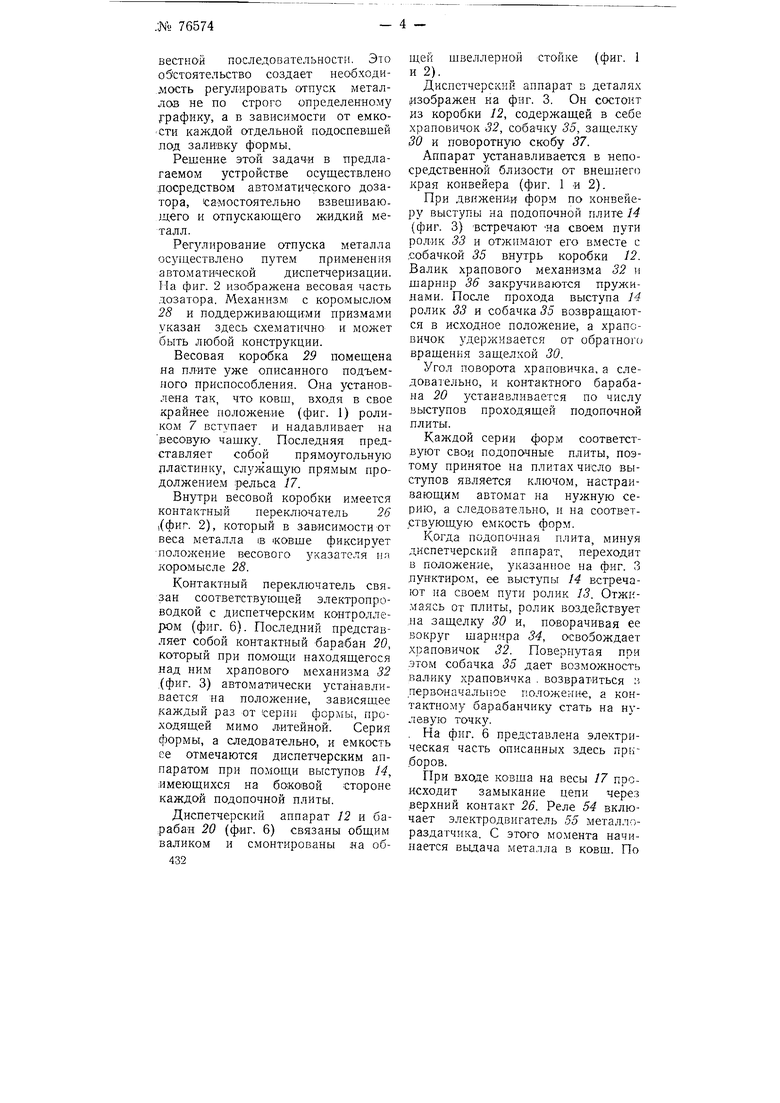
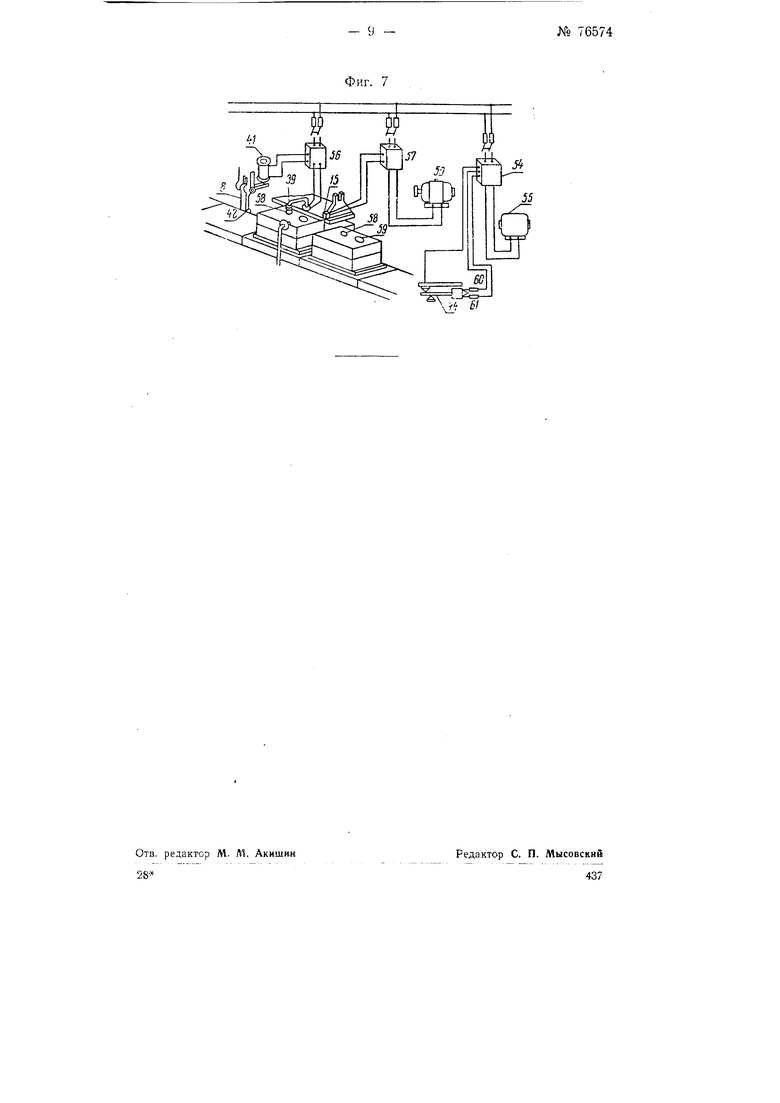
На фиг. I изображен общий вид конвейера; на фиг. 2 - боковой вид на конвейер и каретку с 1ковщом; на фиг. 3 - диспетчерский аппарат взвешивания очередной порции металла; на фиг. 4 - другой вариант заливочной машнпы; на фиг. 5 - схема действия электродвигателя подъема ковша:, на фиг. 6 - электрическая схема приборов подъема ковша; на фиг. 7 - электрическая схема дозаторного устройства.
На переднем плане фиг. 1 виден литейный конвейер 1, непрерывно перемещающий готовые формы . в направлении, указанном стрелкой А. На заднем плане изображен металлораздатчик 3.
429
В зависимости от местных условий (расстояния до плавильного агрегата) жидкий металл доставляется в металлораздатчик либо непосредственно желобом, либо при помощи тельфера ковшом.
В качестве металлораздатчика в данном примере использована высокочастотнаяэлектроплавильнаяпечь. Печь имеет смещенный центр вращения и поэтому, сохраняя всегда одно и то же направление струи лсидкого металла, обеспечивает удобную выдачу металла в заливочный ковш 4. Электрический способ нагрева металлораздатчика дает одновременно простую регулировку температуры заливки.
В условиях, затрудняющих установку электропечи, металлораздатчиком может служить пламенная поворотная печь или поворотный обогреваемый ковш. Между литейным конвейером 1 и металлораздатчиком 3 расположена заливочная мащина. На чертеже (фиг. 1) показано ее верхнее устройство.
Заливочный ковщ 4 при помощи каретки 5 периодически совершает поступательное движение по расположенному горизонтально и параллельно линии конвейера рельсу 6. Кроме вил(кообразных опор, находящихся на каретке, ковш имеет третью точку опоры на ролике 7. Последний при указанном перемещении ковша совершает движение, по второму рельсу 17, которы имеет подъем в направзлении движения конвейера.
При крайнем правом положении, отмеченном на фиг. 1 «сплошными линиями, ковш получает из металлораздатчика необходимое количество жидкого металла. Тележка конвейера в этот момент входит в зацепление с кареткой ковша и при своем дальнейшем движении переводит каретку с ковшом в положение, указанное на чертеже пунктирными линиями.
Проходя из первого крайнего положения во второе, ковш получает наклонное положение и выдает в литниковое отверстие формы 2 весь содержащийся в нем металл.
Каретка ковша принадлежит к типу велосипедных, так как имеет упор на два идущих по рельсу 6 ролика. Она удерх ивается от бокового смещения третьим роликом 25, проходящим внизу между швеллерно.ч и угловой стойками (фиг. 2).
Зацепление конвейером каретки 5 осуществляется посредством шарнирной защелки 8, соединенной с кареткой 5. Палец, укрепленный на баковой стороне тележки конвейера, захватывая конец защелки S, передает Движение конвейера на каретку 5. При крайнем левом положении ковша (фиг. 1) каретка 5 подводит защелку к сбрасывателю. Сбрасывателем является наклонная пластина, укрепленная в конце рельса 6. Сбрасыватель подходит под горизонтальный конец защелки 23 (фиг. 2) и поворачивает защелку вокруг шарнира 22. Вертикальный кОНец защелки 8 выходит из зацепления с пальцем конвейерной тележки. Освобожденная при этом каретка 5 под действием груза 19, подвевещенного к тросу 9, возвращается в свею исходное (правое на фиг. 1) лолажение.
Теперь ковш снова получает возможность наполняться жидким металлом из металлораздатчика. Количество отпускаемого металла в ковш автоматически регулируется.
Несколько позже к этому же месту подходит на конвейере очередная форма и цикл работы возобновляется. Во избежание тепловых потерь ковш перекрыт сверху съемной крышкой. Крышка состоит из двух шарнирно связан-ных частей. Одна часть насажена на ков1и при помощи шпилек, другая 16 сделана поворачивающейся на шарнире.
Поворот крышки и связанное с этим закрывание и открывание ковша осуществляется при помощи вделанного ,в крышку пальца 11, который при подходе ковша к металлораздатчику встречает на своем пути профилированную шину 10 и надлежащим образом направляется ею. Стойки каретки 5, поддерживающие ковш, заканчиваются открытыми вилкообразными подшипника,ми, куда вложены поворотные цап(фы ковша.
Такое сочленение ковша с кареткой дает возможность в случае зашлакования или порчи «овша легко и быстро заменять его новым.
В литейной практике нередки случаи, когда опоки, применяемые на конвейере, имеют разную высоту. В результате этого при заливке форм возникает необходимость соответственно менять высоту положения ковша. В предлагаемом устройстве эта задача разрешается применением фотоэлектрического способа.
В передней части ковшевой каретки (фиг. 1) вмонтирован фотоэлемент 15. Против него за конвейером з тановлена лампа 18. При проходе на конвейере высокой формы световые лучи лампы закрываются формой и прекраш,ают свое действие «а фотоэлемент.
Связанное с фотоэлементом реле включает в работу электродвигатель 50 подъемного механизма (фиг. 5 и 7) и каретка вместе с ковшом получает движение вверх. Как только фотоэлемент снова окажется выведенным из затемненной полосы, подъем ковша приостанавливается.
Когда каретка ковша приходит в крайнее левое положение, механический переключатель на каретке Езводит в электрическую цепь машины обратный ток. Электродвигатель подъемного механизма получает при этом левое вращение и опускает каретку с коэшом вниз. Работа электродвигателя и всего подъемного механизма идет в этом направлении до тех пор, пока ковш не достигает нижнего положения, после чего механический переключатель снова устанавливается на прямой ток и действие фотоэлемента восстанавливается.
На фиг. 2 изображен поперечный разрез машины, разъясняющий действие подъемного механизма. Представление о .некоторых деталях дает также продольный разрез (фиг. 5), относящийся к машине аналогичного типа.
Электродвигатель 50, действуя через находящийся рядом с ним редуктор, поворачивает вал 27. Вместе с валом приходит в движение кривошипный механизм 49. Под их действием все верхнее строение заливочной машины передвигается на цилиндрических направляющих 24 (фиг. 2 и 4) и в зависимости от вращения электродвигателя поднимается взерх или опускается вниз. Электрическая схема приборов подъемного устройства показана на фиг. 6.
Питание электротоком производится от сети 51. При воздействии на фотоэлемент 15 лучей света от лампы 18 (фиг. 1) в фотоэлементе возбуждается электродвижущая сила, посылающая через усилитель, ток низкого напряжения в реле 52 (фиг. 6). Под влиянием этого реле удерживает рубильник электродвигателя 50 в разомкнутом положении. При затемнении фотоэлемента ток в линии 15-52 прекращается и реле автоматически включает электродвигатель 50.
Переключатель на каретке ковша, действующий при крайнем левом положении каретки, представляет собой рычаг 55 (фиг. б) С роликом на одном конце и валиком, соединенным с реле, на другом. Переключатель при движении каретки встречает возвышение на рельсе 6 ,(фИГ. 1) и, Поворачиваясь вверх, воздействует на механизм реле 52 (фиг. 6). Реле заставляет ток из сети 51 пере.менить направление и посылает его в линию 52-50.
Когда при опускании подъемного механизма ковшевое устройство достигнет нижней точки, рычаг 53 встретит ограничитель и, повернувшись вниз, снова займет свое первоначальное положение. Вместе с этим мотор, разобщаясь от обратного тока, получает от реле прежнюю регулировку током прямого направления.
Кроме указанного, не менее важным в практике конвейерной заливки является требование соответствия заливки с разными по емкости формами.
Следует при этом иметь в виду, что порядок движения форм не рсегда бывает строго выдержанным, хотя они ид}Т на конвейере в из431
вестной последовательности. Это обстоятельство создает необходимость регулировать отпуск металлов не по строго определенному трафику, а в зависимости от емкости каждой отдельной подоспевшей .под заливку формы.
Решение этой задачи в предлагаемом устройстве осуществлено .посредством автоматического дозатора, самостоятельно взвешивающего и отпускающего жидкий металл.
Регулирование отпуска металла осуществлено путем применения автоматической диспетчеризации. На фиг. 2 изображена весовая часть дозатора. Механизм с коромыслом 28 и поддерживающими призмами указан здесь схематично и может быть любой конструкции.
Весовая коробка 29 помещена на пл-ите уже описанного подъемного приспособления. Она установлена так, что ковш, входя в свое крайнее положение (фиг. 1) роликом 7 вступает и надавливает на ресовую чашку. Последняя представляет собой прямоугольную лластинку, слу кащую прямым продолжением рельса 17.
Внутри весовой коробки имеется контактный переключатель 26 ,(фиг. 2), который в зависимости от веса металла IB «овше фиксирует полол ение весового указателя па коромысле 28.
Контактный переключатель связан соответствующей электропроводкой с диспетчерским контроллером (фиг. 6). Последний представляет собой контактный барабан 20, который при помощи находящегося над ним храпового механизма 32 .(фиг. 3) автоматически устанавливается на положение, зависящее каждый раз от серии формы, проходящей мимо литейной. Серия формы, а следовательно, и емкость ее отмечаются диспетчерским аппаратом при помощи выступов М, имеющихся на баковой стороне каждой подопочной плиты.
Диспетчерский аппарат 12 и барабан 20 (фиг. 6) связаны общим валиком и смонтированы яа об432
щей швеллерной стойке (фиг. 1 и 2).
Диспетчерский аппарат в деталях изображен на фиг. 3. Он состоит из коробки 12, содержащей в себе храповичок 32, собачку 35, защелку 30 и поворотную скобу 37.
Аппарат устанавливается в непосредственной близости от внешнего края конвейера (фиг. 1 и 2).
При движении форм по конвейеру выступы на подопочной плите 14 (фиг. 3) встречают яа своем пути роЛИк 33 и отжимают его вместе с собачкой 35 внутрь коробки 12. Валик храпового механизма 32 и шарнир 36 закручиваются пружинами. После прохода выступа 14 ролик 33 и собачка 35 возвращаются в исходное положение, а храповичок удерживается от обратного вращения защелкой 30.
Угол поворота храпоеичка, а следовательно, и контактного барабана 20 устанавливается по числу выступов проходящей подопочной плиты.
Каждой серии форм соответствуют свои подоночные плиты, поэтому принятое на плитах число выступов является ключом, настраивающим автомат на нужную серию, а следовательно, и на соответствующую емкость форм.
Когда подопочная плита, минуя диспетчерский аппарат, переходит в положение, указанное на фиг. 3 дунктиром, ее выступы 14 встречают на своем пути ролик 13. Отжимаясь от плиты, ролик воздействует на защелку 30 и, поворачивая ее вокруг шарнира 34, освобождает храповичок 32. Повернутая при этом собачка 35 дает возможность валику храповичка . возвратиться :i первоначальное положение, а контактному барабанчику стать на нулевую точку.
. На фиг. 6 представлена электрическая часть описанных здесь прн.боров.
При входе ковша на весы 17 происходит замыкание цепи через верхний контакт 26. Реле 54 включает электродвигатель 55 металлораздатчика. С этого момента начинается выдача металла в ковш. По
мере увеличения веса в ковше, весовой указатель опускается и доходит до той пластинки 26 контакта, которая связана соответствующим проводником с включенной в это эремя щеткой контроллерного барабана 20. Замкнутая в данном цепь 17-20-54 посылает через реле 54 ток обратного направления. Электродвигатель 55 переключается при этом на задний ход, а металлораздатчик, выравниваясь, прекращает выдачу металла.
Правильное действие заливочной мащины обусловлено надлежащим соотношением между скоростью конвейера и скоростью заливки.
При этом необходимо, чтобы суммарное время на заливку формы и на наполнение ковша не превышало времени прохождения конвейером расстояния между литниками двух смежных форм.
В подавляющем большинстве случаев это условие может быть выдержано. Та.м, где соблюдение такого правила вызывает какие-либо затруднения, задачу всего удобнее решить простым дублированием установки. Металлораздатчик при этом может быть один, т. е. общим для обеих заливочных машин.
Когда малая емкость форм требует особо частых и незначительных по весу наполнений ковша, предусматривается специальное устройство машины. Заливочная машина в соответствуюшей видоизмененной конструкции изображена в разрезе на фиг. 4.
Отличительным здесь является устройство самого ковша 4. Он .имеет удлиненную по оси вращения ,форму и установлен н-а четырехко.лесной тележке 47 (фиг. 5). Наклон ковша осуществляется посредством балансирного рычага 45, скрепленного одним концом с ковшом и опирающегося другим концом на профилированный рельс 46.
Тележка ковша установлена на рельсы 48, заложенные на весовой платформе. Тележка совершает периодическое движение рядом с конвейером так же, как это указано для первого типа мя:п;н. При пе28 Сво.ч. Вьпусх 11, 1949 г.
ремещенИИ тележки балансирный рычаг скользит по рельсу 46 и, изменяя свое положение, соответствующим образом наклоняет носок ,ковша к форме. В ковще благодаря действию весового механизма 44 всегда поддерживается постоянное количество металла. Металлараздатчик установлен так, что при любом положении тележки 47 он имеет возможность пополнять ковш металлом.
Во избежан.ие тепловых потерь род ковшом по всей длине его пути установлено сводчатое перекрытие. Перекрытие имеет отверстие, достаточное для передачи металла из металлораздатчика в ковш. Перекрытие поддерживается на стойках, укрепленных на весовой коробке 29, и потому всегда находится в непосредственной близости от ковша.
Регулирование подачи металла в .форму производится пр.и помоши термопары 39, укрепленной на кронштейне .и прочно связанной с тележкой 47. Наклоняясь к форме, ковш выдает металл в литниковую воронку.
Эта операция продолжается до тех пор, пока металл заполнит форму и выйдет в выпор. Над выпоро.м в этот момент будет находиться термопара 39. Тепловые лучи горячего металла, проникшего п выпор, тотчас окажут на термопару свое действие. Под влиянием этого связанное с термопарой реле пошлет ток в электромагнит 41. Последний вмонтирован в те-пежку н расположен над горизонтальной полкой защелки 23. Под действием электромагнита 41 защелка поворачивается и, отклоняя свой конец в сторону, расцепляется с пальцем конвейера 42. Тележка быстро отводится тросом 9 в .исходное положение, а ковш выравнивается и прекращает подачу металла.
Электрическая схема описанного дозаторного устройства представлена в левой части фиг. 7. Указанные здесь литниковая воронка 59 формы, выпор 58, термопара 39, реле 56 и электромагнит 41 вполне уясняют взаимную связь приборов и не требуют объяснений.
4.3
.. Весовые контакты 60 ,и 61 вылолнены так, что нулевому пбложению их, соответствует среднее заполнение ковша металлом. При недостатке металла в ковше коро.мысло весов 44 опускается и через нижний контакт 60 включает реле 54. Электродвигатель 55 металлораздатчика получает при этом ток прямого направления и металлораздатчик выдает металл в ковш.
При избытке металла в ковше .коромысло весов 44 замыкает ток через верхний контакт 60. Электродвигатель и металлораздатчик в этом случае работают в обратном направлении и выдача металла в ковш прекращается.
Устройство подъемного механизма и электрическая схема для регулирования высоты залнпю не отличается от уже указанных для первого типа машины {фиг. 4, 5 и 7).
Для регулирования температуры заливки предусматривается применение радиационного пирометра, установлен ного в перекрытиях ковша. Пирометр соединен с рекордером, находяш,1имся на пульте. Рекордер, переклк)чая в нужный момент ток высокочастотной печи, регулирует ее температуру обычным способом.
Предмет изобретения
1. Автоматический заливочный конвейер со взвешиванием металла, подаваемого в ковш, отличающийся тем, что ковш 4 выполнен
передвижным под воздействием проходяш.их мимо него на конвейере тележек форм 2, с целью осуществления заливки последних на ходу.
2.Форма выполнения конвейера по п. 1, от л и ч а ю щ а я с я тем, что ковш 4 шарнирно установлен на каретке 5 передвижной по рельсу 6, смежно.му с линией коявейера, и по второму рельсу 17, выполненному повышающимся в направлении движения конвейера, с целью подъема, опрокид. ковша и опускания его заливочного носка на литниковое отверстие формы 2.
3.Форма выполнения конвейера по п.п. 1 и 2, отличающаяся тем, что каретка 5 снабжена с передней стороны шарнирной защелкой 8, предназначенной для упора .в нее пальца тележки конвейера, с .целью сообщения ковшу 4 движения, синхронного с конвейером для поворота ее вокруг шарнира.. црн помощи заш,елк:И 23, установленной на .конце горизонтального рельса 6, с целью отделения ее от пальца тележки в конце хода ковща.
4.Форма выполнения конвейера .по п. 2, отличающаяся те.м, что, с целью изменения высоты распололсения ковща 4 примени.тельно к высоте заливаемой формы, несущая ковш каретка 5 жестко .соединена с рычагом 49, связанным ,с электродвигателем 50, управляемым фотоэлементом 15, расположенным против света 18, перекрываемого проходящими формами.
Wy
Фиг. 


| название | год | авторы | номер документа |
|---|---|---|---|
| Транспортер | 1926 |
|
SU5134A1 |
| Вертикально замкнутый литейный конвейер | 1940 |
|
SU62571A1 |
| УСТАНОВКА ДЛЯ ЗАЛИВКИ МЕТАЛЛА В ЛИТЕЙНЫЕ ФОРМЫ | 1989 |
|
RU2033895C1 |
| Установка для выбивки литейных форм | 1980 |
|
SU899265A1 |
| Устройство для синхронной заливки форм на литейных конвейерах | 1982 |
|
SU1071362A1 |
| Центробежная машина для отливки длинномерных тел вращения | 1979 |
|
SU869948A1 |
| Устройство для заливки литейных форм установленных на тележках пульсирующего конвейера | 1983 |
|
SU1131595A1 |
| Установка для заливки форм на конвейере | 1990 |
|
SU1785801A1 |
| Заливочный ковш | 1986 |
|
SU1405961A1 |
| Устройство для заливки жидкого металла | 1975 |
|
SU546432A1 |

}, i -Ч,-
А i I 1„...%-.-,-- i/- 7 СЬ j:-7-| -..,.ч ki ,,.)
--4-
i
I p
H t ) li/ ;;
:Г1t & /.; , . i i
Фиг. 2
( Lgj .J
Ь
2Й1
Ш- .
///////// //// ////77//////////////////////// //////////////////////////
Фиг. 5
0
