Изобретение относится к литейному производству, в частности к устройствам для заливки литейных форм, преимущественно на непрерывно движущихся конвейерах.
Известна автоматическая заливочная установка для заливки форм на непрерывно движущемся конвейере, выполненном в виде полуокружности, представляющая собой заливочную систему, состоящую из большого количества тележек, на каждой из которой установлен один ковш. Тележки передвигаются между позициями заливки и приема жидкого металла из раздаточного устройства. Каждая тележка снабжена устройством приведения в соответствие скорости перемещения конвейера и тележки с заливочным ковшом. Привод поворота ковша способен регулировать расход заливаемого металла в форму.
Известна установка для заливки форм на непрерывно движущемся конвейере с небольшой скоростью/выполненном в виде полуокружности, состоящая из раздаточной печи с желобом, снабженным стопорным устройством. Установка имеет тележки перемещающиеся вокруг вертикальной оси и
несущие заливочные ковши, каждый из которых снабжен силовым цилиндром поворота ковша)Срабатывающим от кулачковой следящей системы.
Известна заливочная установка для заливки форм на непрерывно движущемся конвейере выполненном в виде двух полуокружностей образующих две позиции заливки. Ковши транспортируются поочередно от одного раздаточного устройства к формам, внутри полуокружностей, транспортным устройством, линейная скорость которого равна скорости конвейера.
Указанные установки для заливки форм имеют существенные недостатки. Каждая установка содержит большое количество исполнительных механизмов, срабатывание которых по заданному алгоритму обеспечивает дорогостоящая, сложная система управления. Кроме того, указанные установки вообще не обеспечивают заливку форм на прямолинейных участках конвейеров, что значительно ограничивает их применение.
В качестве прототипа взята установка для автоматической заливки литейных форм, которая включает в себя раздаточную емкость с расплавом, замкнутый монорельс
со
с
VI
00
ся
00
о
с прямолинейным участком, по которому могут перемещаться тележки с ковшами, замкнутую тяговую цепь натянутую между ведомой и ведущей звездочками, привод для шагового перемещения тележек, захваты тележек с тяговой цепью и привода поворота ковшей для заливки форм.
Конструкция прототипа имеет ограниченные технологические возможности. Это обусловлено тем, что в ней применяется шаговый привод для перемещения тележек с ковшами. Шаговый привод управляет одной тяговой цепью, имеющей постоянную скорость перемещения тележек. При этом все параметры: возврата ковша, время дозиро- вания металла в ковш и перемещение его на позицию заливки и время заливки форм взаимосвязаны и жестко согласованы со Скоростью движения конвейера. В этом случае прототип обеспечивает заливку на конвейере форм лишь одного наименования, что на практике бывает очень редко. Обычно на конвейер подают формы нескольких наименований, разных по металлоемкости. При этом могут быть формы с одной или двумя литниковыми воронками. Кроме того, прототип полностью непригоден для одновременной подачи металла в формы с двумя литниковыми воронками, и особенно с разным расходом. Данные недостатки снижают эффективность применения прототипа в производстве.
Целью изобретения является расширение технологических возможностей установки заливки форм.
Поставленная цель достигается тем, что в известном устройстве,-включающем раздаточную емкость с расплавом, взвешивающее устройство, станину с направляющими, тележки, на которых установлены ковши с механизмами их поворота, привод перемещения тележек по направляющим, механизм сцепления тележек с формой, для обеспечения заливки форм разного наименования привод перемещения тележек выполнен в виде двух разноскоростных тяговых цепей, каждая из которых оснащена механизмом сцепления с тележками.
При заливке форм с несколькими литниковыми воронками, ковши на тележках расположены так, что расстояние между их сливными носками соответствует расстоянию между литниковыми воронками форм.
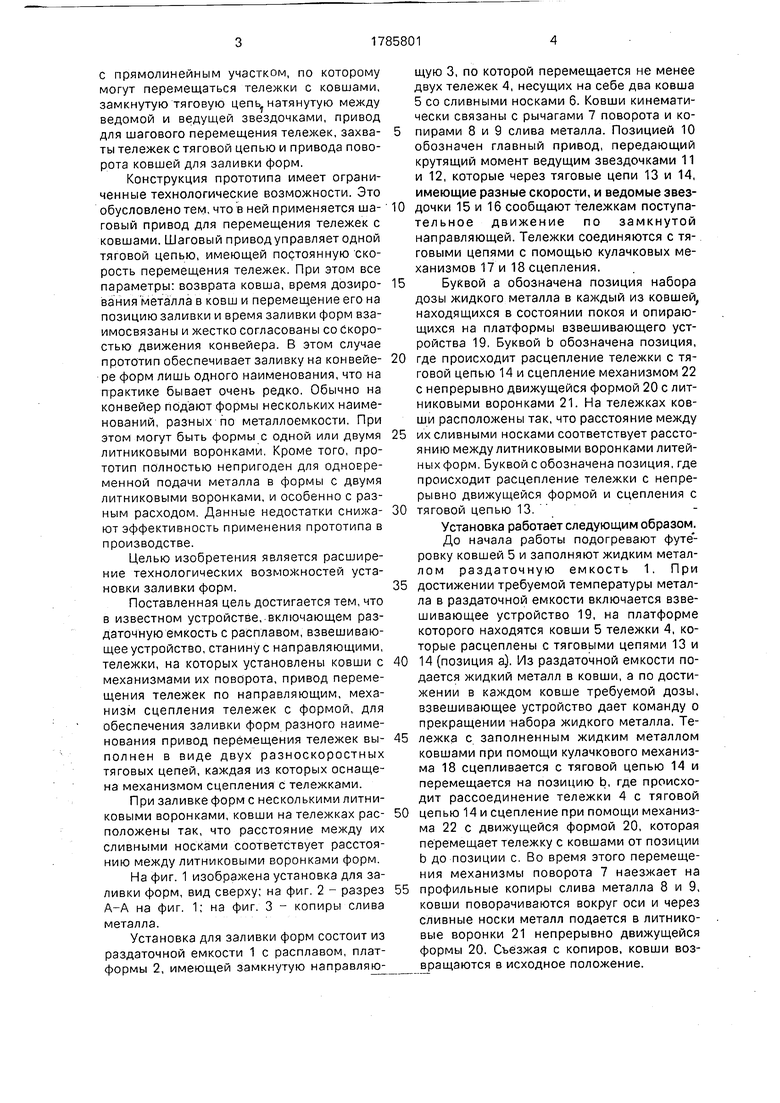
На фиг. 1 изображена установка для заливки форм, вид сверху; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - копиры слива металла.
Установка для заливки форм состоит из раздаточной емкости 1 с расплавом, платформы 2, имеющей замкнутую направляю
щую 3, по которой перемещается не менее двух тележек 4, несущих на себе два ковша 5 со сливными носками 6. Ковши кинематически связаны с рычагами 7 поворота и копирами 8 и 9 слива металла. Позицией 10 обозначен главный привод, передающий крутящий момент ведущим звездочками 11 и 12, которые через тяговые цепи 13 и 14, имеющие разные скорости, и ведомые звез0 дочки 15 и 16 сообщают тележкам поступательное движение по замкнутой направляющей. Тележки соединяются с тяговыми цепями с помощью кулачковых механизмов 17 и 18 сцепления.
5 Буквой а обозначена позиция набора дозы жидкого металла в каждый из ковшей, находящихся в состоянии покоя и опирающихся на платформы взвешивающего устройства 19. Буквой b обозначена позиция,
0 где происходит расцепление тележки с тяговой цепью 14 и сцепление механизмом 22 с непрерывно движущейся формой 20 с литниковыми воронками 21. На тележках ковши расположены так, что расстояние между
5 их сливными носками соответствует расстоянию между литниковыми воронками литейных форм. Буквой с обозначена позиция, где происходит расцепление тележки с непрерывно движущейся формой и сцепления с
0 тяговой цепью 13.
Установка работает следующим образом. До начала работы подогревают футеровку ковшей 5 и заполняют жидким метал- лом раздаточную емкость 1. При
5 достижении требуемой температуры металла в раздаточной емкости включается взвешивающее устройство 19, на платформе которого находятся ковши 5 тележки 4, которые расцеплены с тяговыми цепями 13 и
0 14 (позиция а). Из раздаточной емкости подается жидкий металл в ковши, а по достижении в каждом ковше требуемой дозы, взвешивающее устройство дает команду о прекращении набора жидкого металла. Те5 лежка с заполненным жидким металлом ковшами при помощи кулачкового механизма 18 сцепливается с тяговой цепью 14 и перемещается на позицию Ь, где происходит рассоединение тележки 4 с тяговой
0 цепью 14 и сцепление при помощи механизма 22 с движущейся формой 20, которая перемещает тележку с ковшами от позиции b до позиции с. Во время этого перемещения механизмы поворота 7 наезжает на
5 профильные копиры слива металла 8 и 9, ковши поворачиваются вокруг оси и через сливные носки металл подается в литниковые воронки 21 непрерывно движущейся формы 20. Съезжая с копиров, ковши возвращаются в исходное положение.
На позиции с тележка 4 сцепляется кулачковым механизмом 17 с тяговой цепью 13, одновременно освобождаясь от формы 20, и перемещается до позиции а. Цикл набора дозы и перемещения тележек по замк- нутой траектории повторяется.
Таким образом, использование в заявляемой конструкции установки двух разно- скоростных тяговых цепей позволяет перемещать тележки на участках ab и са с разными скоростями, максимально сократить и сэкономить время перемещения тележек на холостом участке са. За счет этого можно увеличить время набора доз и расши- рить развес и номенклатуру изготавливаемых отливок. Размещение на тележках ковшей с индивидуальными рычагами и копирами поворота дает возможность с помощью данной установки изготавливать отливки разной металлоемкости без каких- либо конструктивных ее изменений. Соответствие расстояний между сливными носками ковшей и литниковыми воронками формы исключает возможность недолива форм, по причине непопадания жидкого металла в форму.
Таким образом, приведенная совокупность конструктивных признаков обеспечивает расширение технологических возможностей установки для заливки форм.
Формула изобретения
1. Установка для заливки форм на конвейере, содержащем раздаточную емкость с расплавом, взвешивающее устройство, станину с направляющими, тележки, на ко- торыхустановлены ковши с механизмами их поворота, привод перемещения тележек по направляющим, механизм сцепления тележек с формой, отличающаяся тем, что, с целью расширения технологических возможностей за счет обеспечения заливки форм разного наименования, привод перемещения тележек выполнен в виде двух раз- носкоростных тяговых цепей, каждая из которых оснащена механизмом сцепления с тележками.
2. Установка по п. 1,отличающаяся тем, что, с целью обеспечения возможности заливки форм с несколькими литниковыми воронками, расстояние между сливными носками ковшей, установленных на тележках, равно расстоянию между литниковыми воронками формы. А
лоВерму/ло
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для синхронной заливки форм на литейных конвейерах | 1982 |
|
SU1071362A1 |
| Устройство для заливки литейных форм установленных на тележках пульсирующего конвейера | 1983 |
|
SU1131595A1 |
| Заливочный ковш | 1986 |
|
SU1405961A1 |
| Установка для автоматической заливки литейных форм | 1974 |
|
SU685432A1 |
| Автоматический заливочный конвейер | 1940 |
|
SU76574A1 |
| Устройство для заливки жидкого металла | 1975 |
|
SU546432A1 |
| УСТАНОВКА ДЛЯ ЗАЛИВКИ МЕТАЛЛА В ЛИТЕЙНЫЕ ФОРМЫ | 1989 |
|
RU2033895C1 |
| Центробежная машина для отливки длинномерных тел вращения | 1979 |
|
SU869948A1 |
| Линия для изготовления биметаллических заготовок втулок | 1979 |
|
SU899262A1 |
| Литейная линия | 1989 |
|
SU1620209A1 |

Использование: для разливки металла на непрерывно движущихся конвейерах. Сущность изобретения: установка оснащена приводом перемещения тележек,выполненным в виде двух разноскоростных тяговых цепей, каждая из которых оснащена механизмом сцепления с тележками. При заливке форм с несколькими литниковыми воронками ковши на тележках расположены так, что расстояние между их сливными носками соответствует расстоянию между литниковыми воронками. 1 з. п. ф-лы, 3 ил.
фигЗ
| Установка для автоматической заливки литейных форм | 1974 |
|
SU685432A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
