1
Изобретение отиоснтся к области автоматического управления и предназначено для исиользоваиия в системах автоматического управления нодачей металлорежущих станков.
Известны устройства для автоматического управления продольной нодачей токарных станков, содержащие последовательно соединенные электропривод, систему СПИД и датчик упругих деформаций, схему сравнения, к одному входу которой подключен выход датчика упругих деформаций, а к другому - выход задатчика упругих деформаций, и промежуточный усилитель. Недостатком этих устройств является малая точность обработки.
Отличие описываемого устройства состоит в том, что оио содержит задатчик скорости вращения шпинделя, ограничитель скорости подачи н корректирующую ячейку, причем выход схемы сравнения подключен ко входу промежуточного усилителя через корректирующую ячейку, выход промежуточного усилителя соедииен со входом электропривода через ограиичитсль скорости подачи, а задатчик скорости вращения шпинделя соединен с корректирующей ячейкой н ограничителем скорости подачи.
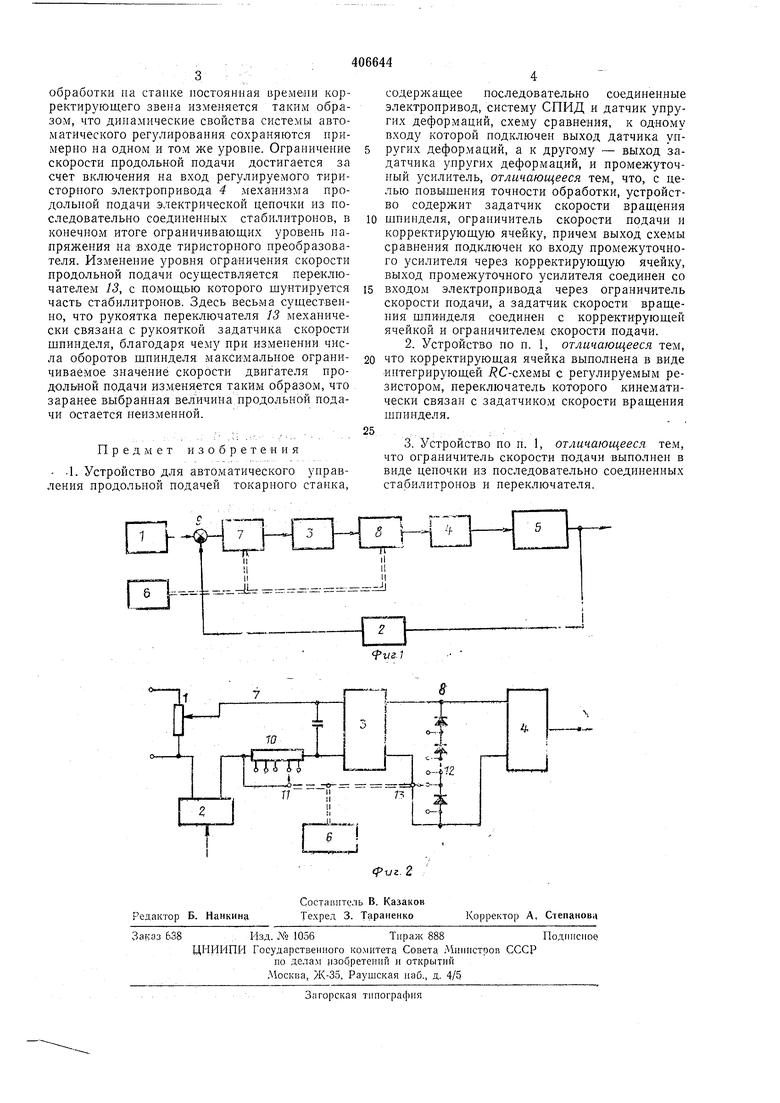
Дополнительные отличия описываемого устройства состоят в том, что корректирующая ячейка выполнена в виде интегрирующей / С-схемы с регулируемы.м резистором, переключатель которого кинематически связан с задатчиком скорости вращения шпинделя, а ограничитель скорости подачи выполнен в виде цепочки из последовательно соедниенны.х
стабилитронов и переключателя.
Это позволяет повысить точпость обработки.
На фиг. 1 приведена функциональная схема описывае.мого устройства; на фиг. 2 дан вариант выполнения корректирующей ячейки н ограничителя скорости подачи.
Устройство содержит задатчик / упруги.х деформаций, датчик 2 упругих деформаций, промежуточный усилитель 5, электропривод 4,
систему СПИД 5, задатчик 6 скорости Bpauieния шпинделя, корректируюшую ячейку 7, ограпнчнтель скорости 8, схе.му сравнения 9, регулнруемый резистор 10, переключатель // резистора, цепочку стабнлнтронов 12 н переключатель 13.
Устройство работает следующим образо.м. Корректирующая ячейка 7 последовательного тина включается на вход промежуточного уснлнтеля 3. Постоянная вре.мени этого корректирующего звена из.меняется за счет велнчнны активного сопротивления с помощью ступенчатого переключателя //. Рукоятка переключателя // механически связана с задатчнком 6 скорости вращения шпинделя, благодаря чему одновременно с изменением режима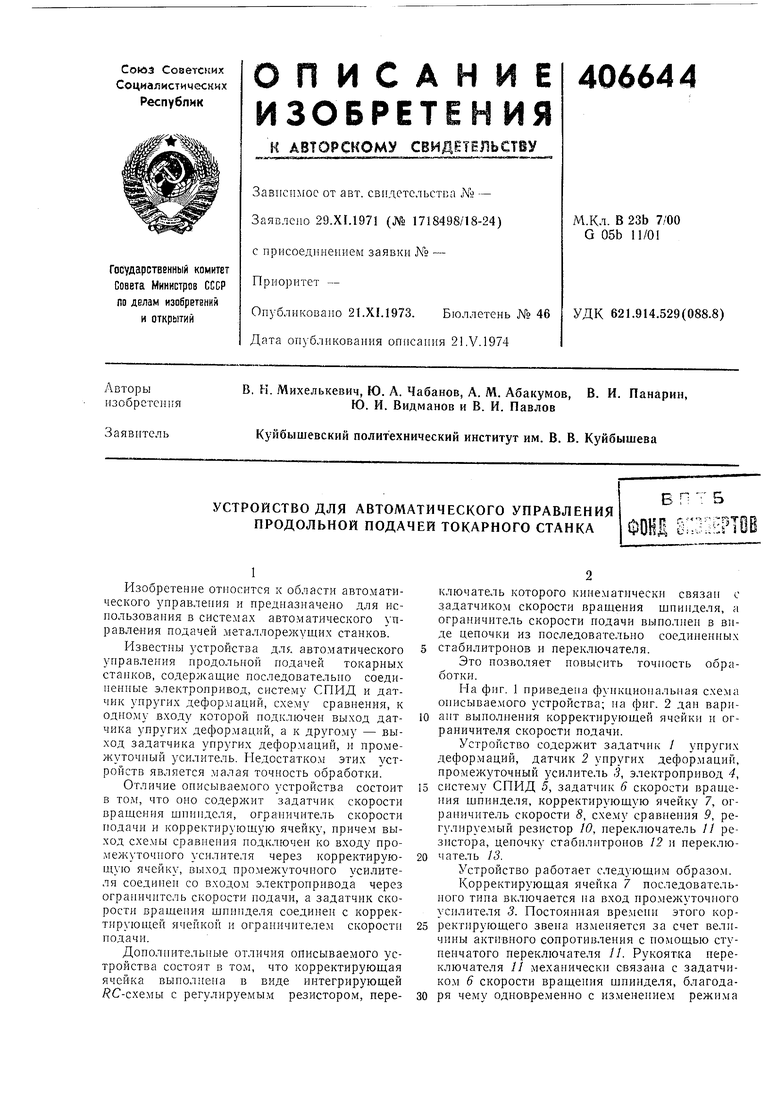
| название | год | авторы | номер документа |
|---|---|---|---|
| САМОНАСТРАИВАЮЩАЯСЯ СИСТЕМА АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ УПРУГИМИ ПЕРЕМЕЩЕНИЯМИ ТОКАРНОГОСТАНКА | 1971 |
|
SU419848A1 |
| САМОНАСТРАИВАЮЩАЯСЯ СИСТЕМА УПРАВЛЕНИЯ ПРОДОЛЬНОЙ ПОДАЧЕЙ ТОКАРНОГО СТАНКА | 1971 |
|
SU419847A1 |
| Устройство для управления подачейМЕТАллОРЕжущЕгО CTAHKA | 1977 |
|
SU847271A1 |
| ЭЛЕКТРОННОЛУЧЕВАЯ ТЕРМИЧЕСКАЯ УСТАНОВКА | 1973 |
|
SU373903A1 |
| Устройство для подгонки величиныСОпРОТиВлЕНия РЕзиСТОРОВ | 1979 |
|
SU828223A1 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ВЕНТИЛЬНЫМ ПРЕОБРАЗОВАТЕЛЕМ РЕВЕРСИВНОГО ЭЛЕКТРОПРИВОДА | 1970 |
|
SU276218A1 |
| Электропривод постоянного тока с двухзонным регулированием частоты вращения | 1982 |
|
SU1096745A1 |
| Устройство для регулирования скорости электродвигателя постоянного тока | 1976 |
|
SU655049A2 |
| Реверсивный электропривод с двухзонным регулированием частоты вращения | 1978 |
|
SU780135A1 |
| Адаптивная система управления токарным станком | 1973 |
|
SU475220A1 |
