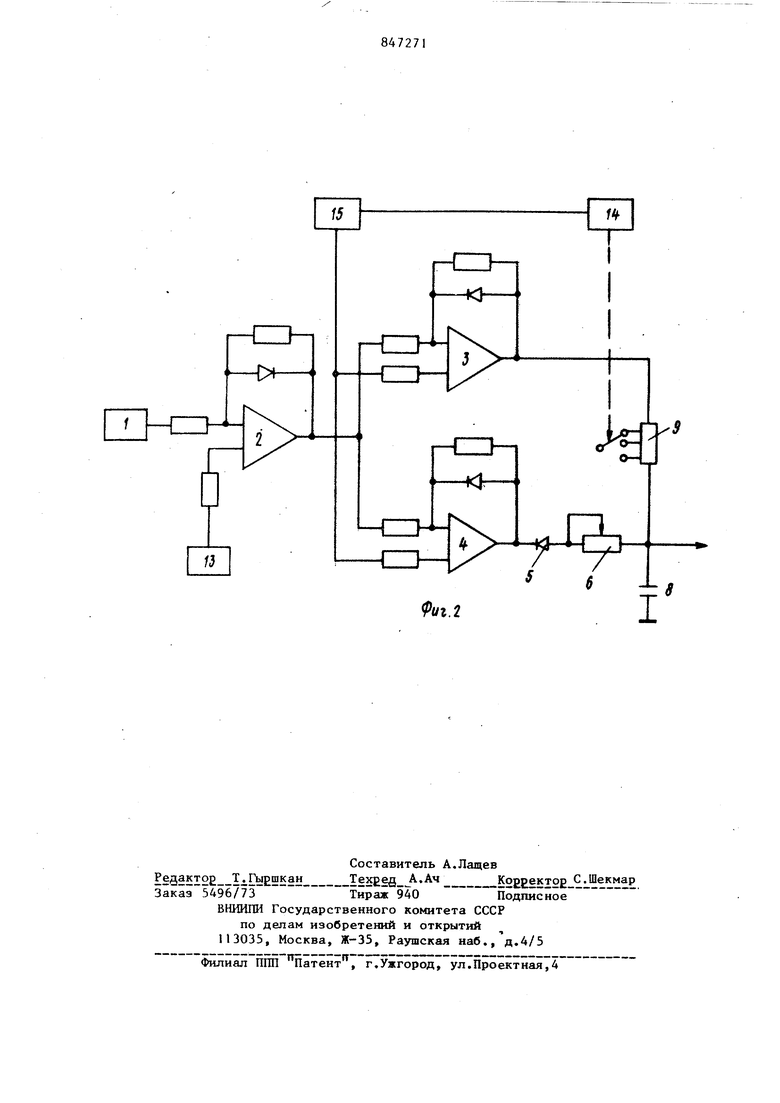
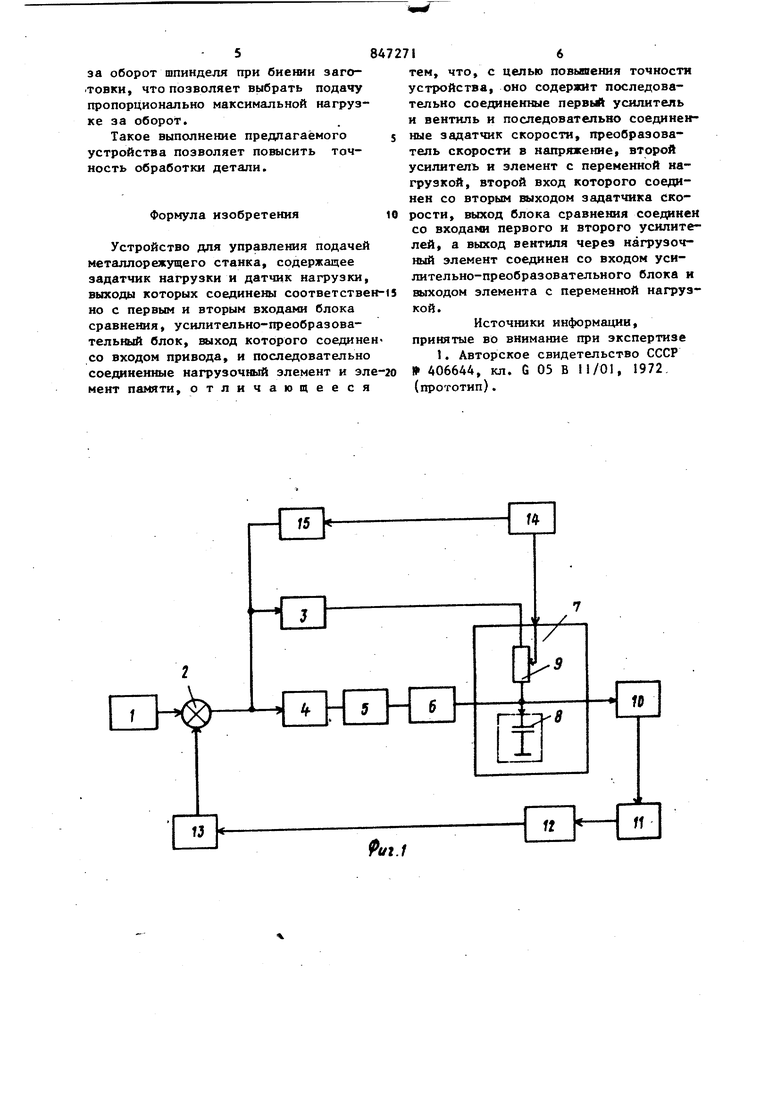
(54) УСТРОЙСТВО ДОЯ УПРАВЛЕНИЯ ПОДАЧЕЙ МЕТАЛЛОРЕЖУЩЕГО Изобретение относится к автоматизации механической обработки металлов при продольном точении на токарных станках, станках глубокого сверления и расточки и может быть исполь зовано в станкостроительной промышленности, в частности в самонастраивающихся системах. Наиболее близким по технической сущности к предлагаемому является устройство для управления, содержащее задатчик нагрузки и датчик нагрузки, выводы которых соединены соответственно с первым и вторым входа tiu блока сравнения, усилительно- пре образовательный блок, выход которого соединен со входом привода, и последовательно соединенные нагрузочный элемент и элемент памяти tO Недостаток известного устройства малая точность управления. Цель изобретения - повышение точности устройства. СТАНКА Поставленная цель достигается тем ЧТО устройство содержит последовательно соединенные первый усилитель и вентиль и последовательно соединенные задачик скорости, преобразователь скоросто в напряжение, второй усилитель и элемент с переменной нагрузкой, второй вход которого соединен со вторым выходом задатчика скорости, выход блока сравнения соединен со входами первого и второго усилителей, а выход вентиля через нагрузочный элемент соединен со входом усилительно-преобразовательного бло ка и выходом элемента с переменной нагрузкой. На фиг.1 изображена функциональная схема предлагаемого устройства; на г.2 - вариант выполнения принципиальной схемы. Устройство содержит задатчик 1 нагрузки, блок 2 сравнения, два усилителя 3 и 4, вентиль 5, иагрузоч в 1Й элемент (резистор) 6, корректируюцее
звено 7, состоящее из элемента 8 памяти и элемента 9 с переменной нагрузкой (резистора), усилительно-преобразовательный блок 10 привод II, систему 12 станок-приспособление-инструмент-деталь (СПИД), датчик 13 нагрузки, задатчик 14 скорости (вращения шпинделя), преобразователь 15 скорости в напряжение.
Задатчик I нагрузки связан с одним из входов блока 2 сравнения, второй вход которого соединен с выходом датчика 13 нагрузки. Выход блока 2 сравнения связан со входами усилителей 3 и 4, имеющих неравные коэффициенты усиле1Шя. Входы усилителей соединены через преобразователь 15 скорости в напряжение с задатчиком 14 скорости. Выход усилителя 3 с большим коэффициентом усиления соединен с элементом 9 с переменной нагрузкой корректирукицго звена 7, а общая точка элемента 9 и элемента 8 памяти корректирующего звена 7 связана через, нагрузочный элемент 6 и вентиль 5 с выходом усилителя 4 с меньшим коэффициентом усиления. Элемент 8 памяти корректирующего звена 7 через усилительно-преобразовательный блок 10 связан с приводом II системы 12 СПИД. Вход датчика 13 нагрузки связан с системой 12 СПИД
Устройство работает следующим образом.
Сигналы датчика 13 нагрузки Уд и задатчика 1 нагрузки Vij сравниваются блоком 2 сравнения, на выход которого сигнал разности поступает, если VA Если сигнал Уд У„ на выходе блока 2 сравнения сигнал разности отсутствет. На входы усилителей 3 и 4 поступает напряжение с преобразователя 15, пропорциональное выбранным на задатчике 14 обротам шпинделя. К)эффициенты усиления усилителей 3 и 4 выбраны таким образом, что пока Уд Vj, с усилителя 4 с меньшим коэффициентом усиления снимается сигнал, соответствующий напряжению на входе привода II, необходимому для осуществления максимальной оборотной подачи, а с усилителя 3 с большим коэффициентом усилениясигнал, обеспечивающий требуемую линейность при заряде элемента 8 па-мяти через нагрузочный элемент 9, подключенный к выходу усилителя до уровня, ограничиваемого выходным напряжением усилителя 4. Ограничение наступает, когда напряжение заряда
на элементе 8 памяти превьш1ает выходное напряжение усилителя 4 и вентиль 5 открывается. Повышение линейности заряда позволяет повысить производительность обработки за счет быстрого подхода к состоянию равновесия.
При изменении оборотов шпинделя задатчиком 14 с преобразователя 15 поступает на усилители 3 и 4 напряжение, пропорциональное оборотам, и соответственно, на выходе усилителя 4, элемента 8 памяти и на входе при- вода П напряжение, а следовательно, и минутная подача станка пропорциональна оборотам шпинделя, т.е. происходит автоматический пересчет минутной подачи станка, выраженной в мм/мин в оборотную подачу, выраженную в мм/об. При переключении оборотов шпинделя максимальное значение скорости двигателя продольной подачи изменяется, ограничивается таким об разом, что заранее выбранная величина оборотной продольной подачи останется неизменной.
Такое выполнение не требует кинематической связи с задатчиком 14 и устраняет зону нечувствительности, так как сигнал датчика 13 превышает сигнал задатчика I, на выходе блока 2 сргшнения появляется сигнал Уд -У который вычитывается из напряжения преобразователя 15 на входах усилителей 3 и 4, что приводит к открыванию вентиля 5 и разряду емкости элемента 8 памяти до уровня напряжения усилителя А и соответственно к снижению напряжения иа входе привода II и снижению подачи станка.
Скорость торможения определится скоростью разряда емкости элемента 8 памяти через элемент 6 и выходное сопротивление усилителя и вентиля. Ее величина выбирается регулировкой элемента (резистора) 6.
Таким образом, цепи разряда (резистор 6) и заряда (резистор 9) элемеита 8 памяти оказываются разделенными, что позволяет раздельно выбрать скорость торможения и разгона двигателя привода подач станка. Осуществление быстрого торможения и плавного разгоиа позволяет избежать перегрузок тфи врезании инструмента в заготовку или ступенчатый припуск и в то же время на вентиле 5 и элементе 8 паМяти наделить максимальный сигнал за оборот шпинделя при биении заготовки, что позволяет выбрать подачу пропорционально максимальной нагрузке за оборот. Такое выполнение предлагаемого устройства позволяет повысить точность обработки детали. Формула изобретения Устройство для управления подачей металлорежущего станка, содержащее задатчик нагрузки и датчик нагрузки, выходы которых соединены соответстве но с первым и вторым входами блока сравнения, усилительно-преобразовательный блок, выход которого соединен со входом привода, и последовательно соединенные нагрузочный элемент и эле мент памяти, отличающееся 16 тем, что, с целью повышения точности устройства, оно содержит последовательно соединенные первый усилитель н вентиль и последовательно соединенные задатчик скорости, преобразователь скорости в напряжение, второй усилитель и элемент с переменной нагрузкой, второй вход которого соединен со вторым выходом задатчика скорости, выход блока сравнения соеданен со входами первого н второго усилителей, а выход вентиля через нагрузочный элемент соедннен со входом усилительно-преобразовательного блока и выходом элемента с переменной нагрузкой. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР 406644, кл. G 05 В И/01, 1972. (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для поддержания постоянной скорости резания при торцевой обработке изделий на станках | 1975 |
|
SU540720A1 |
| Устройство для адаптивного управления металлорежущим станком | 1977 |
|
SU622055A1 |
| Стенд для испытания двигателя внутреннего сгорания | 1986 |
|
SU1455258A1 |
| САМОНАСТРАИВАЮЩАЯСЯ СИСТЕМА УПРАВЛЕНИЯ ПРОДОЛЬНОЙ ПОДАЧЕЙ ТОКАРНОГО СТАНКА | 1971 |
|
SU419847A1 |
| Система управления автоматической трансмиссией транспортного средства | 1989 |
|
SU1731661A1 |
| Система экстремального регулирования амплитуды вибраций на металлорежущем станке с выдвижным шпинделем | 1985 |
|
SU1352453A1 |
| Устройство для программного управления бандажировочным станком | 1989 |
|
SU1725187A1 |
| Устройство для автоматического позиционирования поперечины | 1978 |
|
SU747695A1 |
| Устройство для адаптивного управления станком | 1987 |
|
SU1618584A1 |
| Устройство для программного управления намоточным станком | 1990 |
|
SU1784942A1 |