1
Изобретение относится к области обработки природного камня.
Известен распиловочный станок, содержащий стол, вал с электродвигателем и набором отрезных кругов, гидропривод подач с золотником и гидроцилиндрами продольного и поперечного хода.
В известном станке скорость подачи устанавливается путем предварительной «астройки дросселя и не зависит от изменения нагрузки электродвигателя, что приводит к поломке или быстрому износу отрезных кругов.
Цель изобретения - обеспечить регулирование подачи в зависимости от нагрузки электродвигателя и предохранить отрезные круги ог поломок.
Достигается это тем, что золотник гидропривода подач выполнен с электромагнитом, обмотка которого электрически связана посредством потенциометра и трансформатора с электродвигателем привода отрезных кругов.
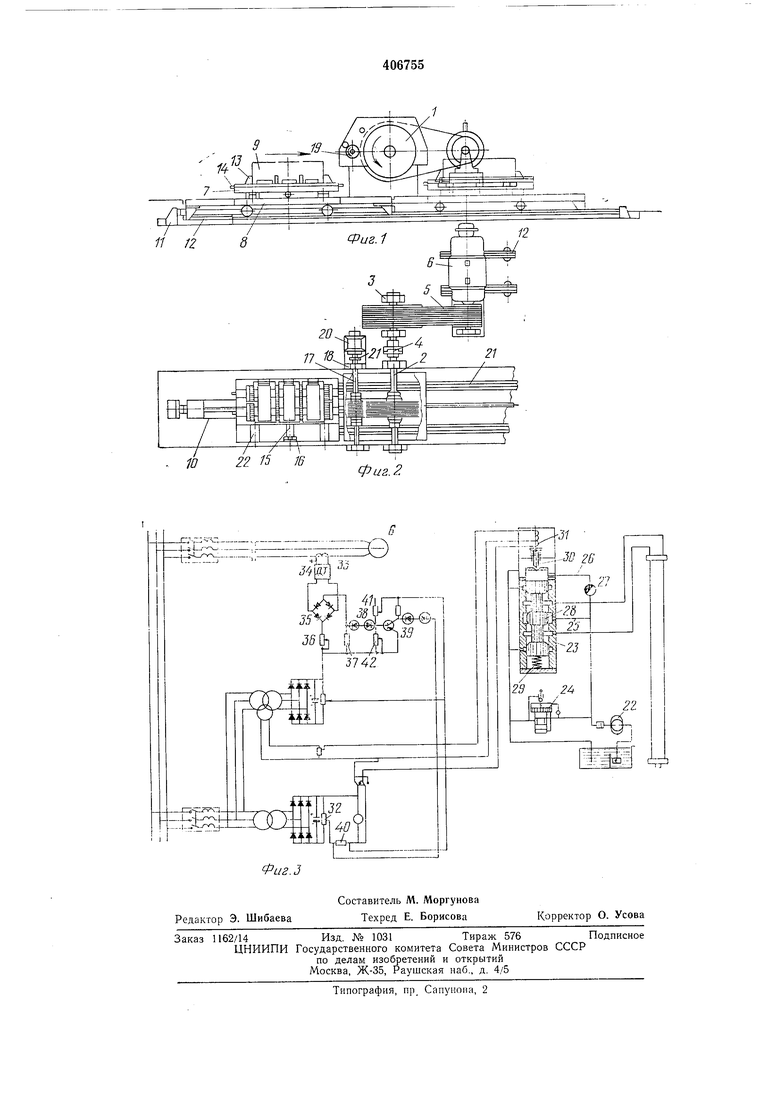
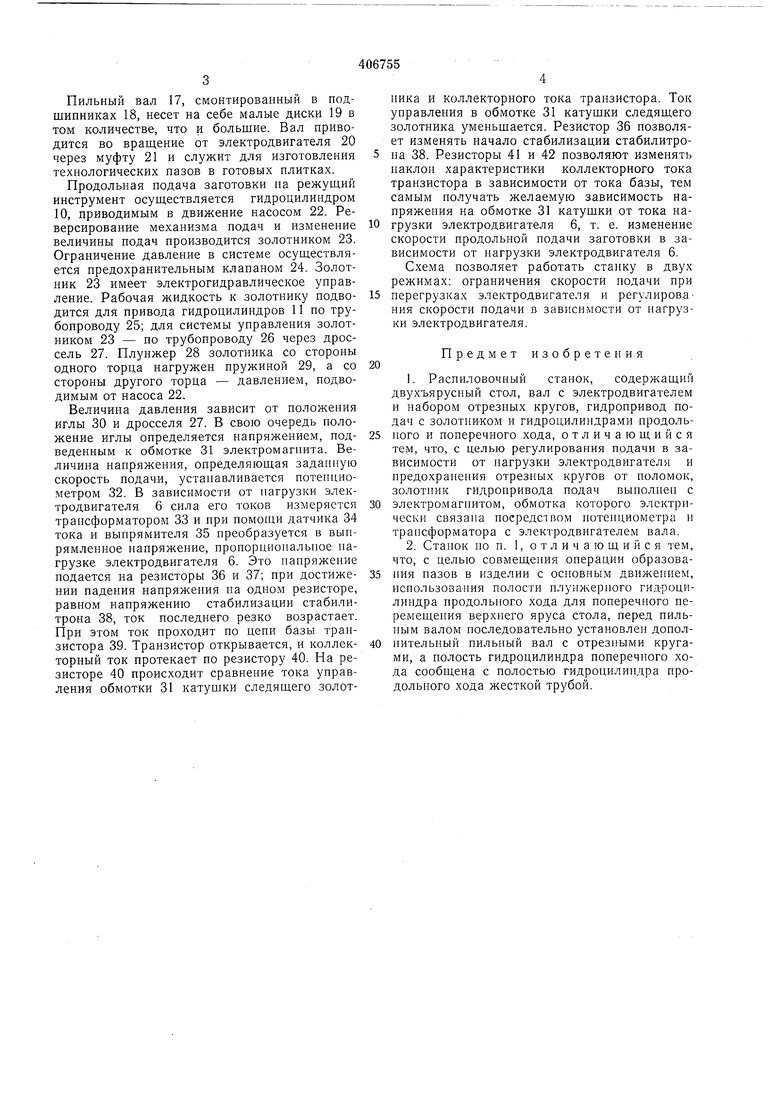
На фиг. 1 схематически изображен описываемый станок, вид сбоку; на фит. 2 - то же, вид сверху; на фиг. 3-электрогидравлическая схема станка.
Распиловочный станок содержит отрезные круги 1, насаженные на вал 2, сидяндий в подшинниках 3 и приводимый во вращение через муфту 4 н ременную передачу 5 электродвигателем 6. Станок оборудован столом, имеющим верхний 7 и нижний 8 - ярусы. На верхнем ярусе крепится блок-заготовка 9. Подача стола осуществляется с помощью
плунжерного гидроцилиндра 10 продольного хода, закрепленного кронштейном 11 на фундаменте станка. Гидропривод подач содержит также гидроцилиндр 12 для ускоренного обратного хода стола.
Блок-заготовку 9, уложенную на деревянный брус, закрепляют на верхнем ярусе 7 стола с помощью двух комплектов зажимных устройств 13 и винтов 14. Наличие двух зажимных устройств дает возможность разгружать первую партию плиток, не нарушая фиксации блока-заготовки относительно отрезных кругов 1.
Поперечная подача верхнего яруса стола вместе с блоком-заготовкой осуществляется
гидроцилиндром 15, проушина 16 которого закреплена на нижнем ярусе стола. Скорость подачи регулируется дросселем.
В гидроцилиндр 15 поперечной подачи подается жидкость по жесткой трубе из плунжерного гидроцилиндра 10. Это возможно благодаря тому, что плунжерный гидроцилиндр 15 во время осуществления поперечной подачи не работает и может служить резервуаром, заполненным жидкостью под давлением.
Пильный вал 17, смонтированный в подшипниках 18, несет на себе малые диски 19 в том количестве, что и большие. Вал приводится во вращ,ение от электродвигателя 20 через муфту 21 и служит для изготовления технологических пазов в готовых плитках.
Продольная подача заготовки на режуш,ий инструмент осуш,ествляется гидроцилиндром 10, приводимым в движение насосом 22. Реверсирование механизма подач и изменение величины подач производится золотником 23. Ограничение давление в системе осуществляется предохранительным клапаном 24. Золотник 23 имеет электрогидравлическое управление. Рабочая жидкость к золотнику подводится для привода гидроцилиндров 11 по трубопроводу 25; для системы управления золотником 23 - по трубопроводу 26 через дроссель 27. Плунжер 28 золотника со стороны одного торца нагружен пружиной 29, а со стороны другого торца - давлением, подводимым от насоса 22.
Величина давления зависит от положения иглы 30 и дросселя 27. В свою очередь положение иглы определяется напряжением, подведенным к обмотке 31 электромагнита. Величина напряжения, определяюшая заданную скорость подачи, устанавливается потенциометром 32. В зависимости от нагрузки электродвигателя 6 сила его токов измеряется трансформатором 33 и при помощи датчика 34 тока и выпрямителя 35 преобразуется в выпрямленное напряжение, пропорциональное нагрузке электродвигателя 6. Это напряжение подается на резисторы 36 и 37; при достижении падения напряжения на одном резисторе, равном напряжению стабилизации стабилитрона 38, ток последнего резко возрастает. При этом ток проходит по цепи базы трапзистора 39. Транзистор открывается, и коллекторный ток протекает по резистору 40. На резисторе 40 происходит сравнение тока управления обмотки 31 катушки следящего золотника и коллекторного тока транзистора. Ток управления в обмотке 31 катушки следящего золотника уменьшается. Резистор 36 позволяет изменять начало стабилизации стабилитрона 38. Резисторы 41 и 42 позволяют изменять наклон характеристики коллекторного тока транзистора в зависимости от тока базы, тем самым получать желаемую зависимость напряжения на обмотке 31 катушки от тока нагрузки электродвигателя 6, т. е. изменение скорости продольной подачи заготовки в зависимости от нагрузки электродвигателя 6.
Схема позволяет работать станку в двух режимах; ограничения скорости подачи при
перегрузках электродвигателя н регулирования скорости подачи в зависимости от нагрузки электродвигателя.
Предмет изобретения
1.Распиловочный станок, содержащий двухъярусный стол, вал с электродвигателем и набором отрезных кругов, гидропривод подач с золотником и гидроцилиндрами продольного и поперечного хода, отличающийся тем, что, с целью регулирования подачи в зависимости от нагрузки электродвигателя и нредохранения отрезных кругов от поломок, золотник гидропривода подач выполне 1 с
электромагнитом, обмотка которого электрически связана носредством нотенциометра н трансформатора с электродвигателем вала.
2.Станок но п. I, о т л и ч а ю щ и и с я тем, что, с целью совмещения операции образования назов в изделии с основным движением, использования полости плунжерного гидроцилиндра продольного хода для поперечного перемещения верхнего яруса стола, перед пильным валом последовательно установлен дополнительный нильный вал с отрезными кругами, а полость гидроцилиндра поперечного хода сообщена с полостью гидроцилиндра продольного хода жесткой трубой.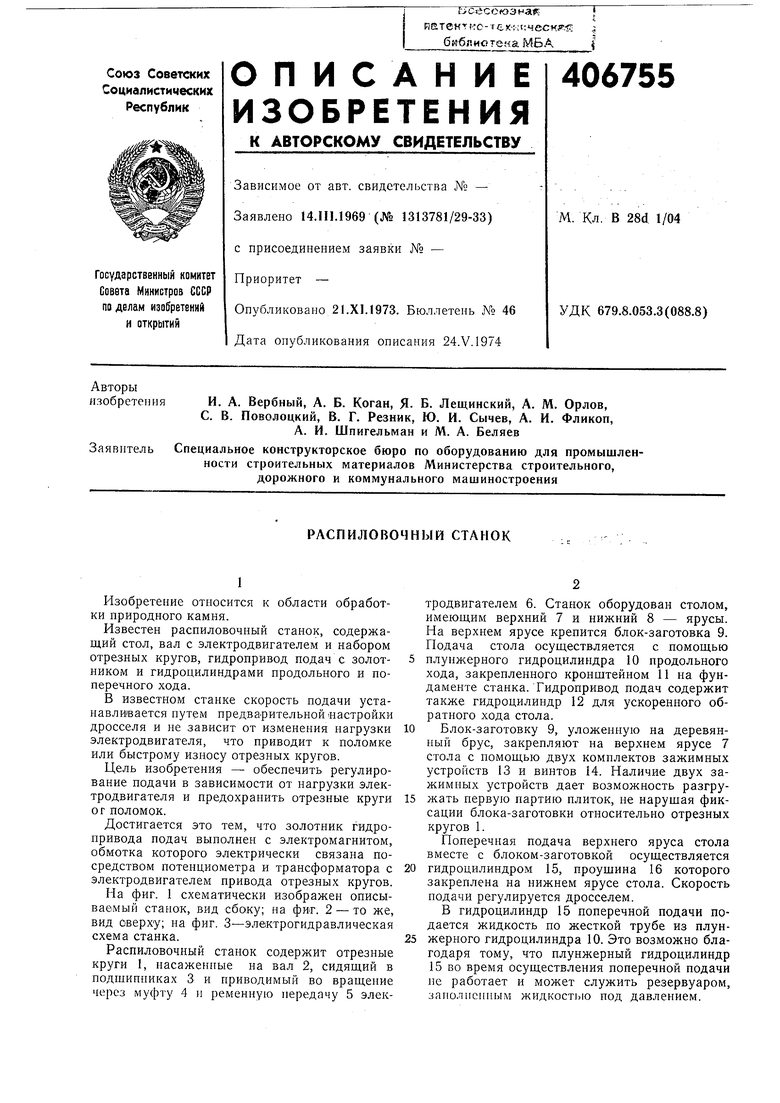
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТРИПСОВЫЙ ВЕРТИКАЛЬНЫЙ СТАНОК | 1971 |
|
SU309837A1 |
| Ленточно-отрезной станок | 1972 |
|
SU440234A1 |
| Камнераспиловочный станок | 1978 |
|
SU732140A1 |
| МНОГОДИСКОВЫЙ СТАНОК для РАСПИЛОВКИ КАМЕННОГО БЛОКА НА ПЛИТЫ | 1971 |
|
SU315762A1 |
| ШЛИФОВАНИЯ НАПРАВЛЯЮЩИХ | 1972 |
|
SU358137A1 |
| ЛЕНТОЧНО-ОТРЕЗНОЙ СТАНОК | 1999 |
|
RU2151032C1 |
| ЛЕНТОЧНО-ОТРГ.ЗНОЙ СТАНОК | 1972 |
|
SU327974A1 |
| ШЛИФОВАЛЬНО-ПОЛИРОВАЛЬНЫЙ СТАНОК для ОБРАБОТКИ КАМНЯ | 1972 |
|
SU334040A1 |
| СТАНОК ДЛЯ БЕСКОПИРНОЙ ОБРАБОТКИ КРИВОЛИНЕЙНЫХ | 1973 |
|
SU381486A1 |
| Многодисковый распиловочный станокдля ОбРАбОТКи КАМНя | 1978 |
|
SU814770A1 |