Известны резцы, состоящие из укрепленных КЛИНОМ пластинчатых резцов с промежуточными медными или тому подобными прокладками для улучшения теплоотдачи.
Предлагается в подобных резцах режущие кромки пластинчатых резцов располагать ступенчато с тем, чтобы каждый из них срезал отдельную стружку.
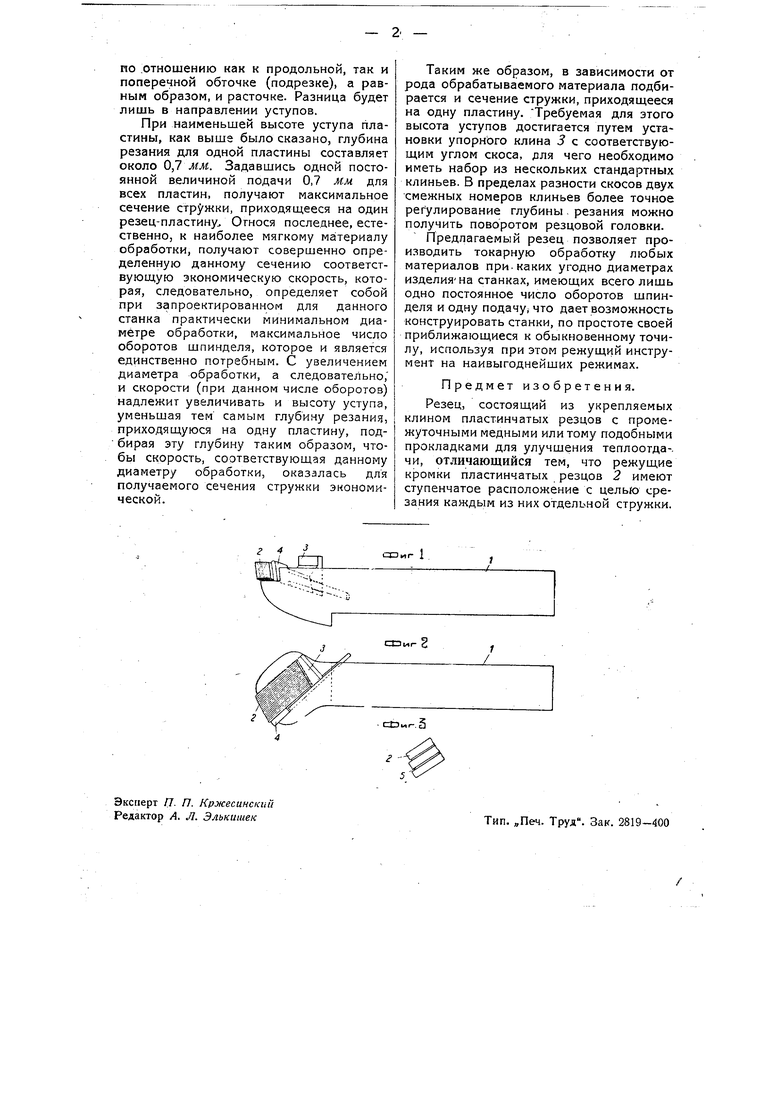
На чертеже фиг. 1 и 2 изображают предлагаемый резец в двух проекциях и фиг. 3-положение пластинчатых резцов и прокладок.
Держатель 7 несет набор тонких (от 0,5-1,0 мм) пластинчатых резцов 2 из обыкновенной быстрорежущей стали, разделенных для лучшей теплоотдачи прокладками 5 из красной меди и т. п. Прокладки могут быть заменены покрытием медью гальваническим способом. Пластинчатые резцы 2 расположены ступенчато. Высота уступов определяется углом скоса заднего упорного клина 3, а потому может меняться по надобности. Весь набор зажимается в соответствующем гнезде держателя / посредством продольного самозатягивающегося клина .
Изображенный на фиг. 1, 2, 3 резец имеет заточку лишь по одной задней грани. По мере стачивания пластин таковые подаются вперед перестановкой клина 3 на один шаг, т. е. на один зуб. Для переточки отдают клин 4, вытягивают его на длину хвостовой части, вхо(508)
дящей в паз упорного клина 3, перемещают кверху КЛИН 3, поворачивают его обратной стороной, не имеющей скоса, и обратно вставляют в держатель, отчего уступы пластин выравниваются и легко затачиваются подобно резцу с цепьной режущей частью. Клин 4 при этом слегка затягивается. По окончании заточки упорный КЛИН 3 ставится обратно в рабочее положение (скосом вперед), и резец готов к работе.
Получение необходимых углов заточки в зависимости от материала производится заточкой фаски по передней грани. Как явствует из фиг. 3 с увеличением уступов уменьшается ширина элементарной стружки, снимаемой каждой пластинкой, и наоборот. При угле в плане, равном 45°, при вышине уступа, равной толщине пластинки (вместе с медной прокладкой), ширина элементарной стружки равна нулю, т. е. резец скользит вхолостую по поверхности изделия. Уменьшение уступов до толщины медной прокладки дает элементарную стружку максимальной ширины, равную толщине пластины, (т. е. глубина резания ДЛЯ каждой пластины составляет около 0,7 ее толщины). Дальнейшее уменьшение уступов недопустимо, так как в этом случае стружка-будет сниматься не только передними, но и боковыми гранями пластин. То же самое будет иметь место и в случае перехода за верхний предел выщины уступа. Сказанное справедливо
| название | год | авторы | номер документа |
|---|---|---|---|
| Приспособление для завинчивания и отвинчивания гаек | 1934 |
|
SU44846A1 |
| Двух рельсовое транспортное устройство | 1934 |
|
SU42572A1 |
| СБОРНЫЙ ОТРЕЗНОЙ РЕЗЕЦ И РЕЖУЩИЕ ПЛАСТИНЫ К НЕМУ | 2007 |
|
RU2366542C2 |
| Сборный прорезной резец | 1991 |
|
SU1780933A1 |
| Резец | 1934 |
|
SU41305A1 |
| ВИНТОВАЯ РЕЗЦОВАЯ ФРЕЗА | 2013 |
|
RU2621544C2 |
| Токарный резец | 1983 |
|
SU1168339A1 |
| ПИЛЬНАЯ ЦЕПЬ | 1970 |
|
SU266191A1 |
| РЕЖУЩАЯ МНОГОГРАННАЯ СМЕННАЯ ПЛАСТИНА | 2008 |
|
RU2377099C1 |
| Буровой резец, корпус бурового резца и твердосплавная пластина бурового резца | 2022 |
|
RU2809269C1 |

