1
Изобретение относится к области непрерывной разливки металлов.
Известен способ непрерывной разливки металлов, включающий вытягивание слитка из кристаллизатора, снабженного двумя затравками, расположенными с противоположных сторон кристаллизатора, попеременно в противоположные стороны.
Однако этот способ при разливке металлов в желобчатый кристаллизатор не устраняет источник зависания корочки слитка.
Это достигается тем, что струю металла перемещают в направлении больщей скорости вытягивания со скоростью, равной разности скоростей вытягивания противоположных концов слитка, и на расстояние, не превышающее длину кристаллизатора. Происходит совмещение наиболее тонкого места корочек слитка с перемещаемой струей заливаемого металла и устранение зависания корочки слитка за счет размывающего действия струи.
На фиг. 1 представлена схема перемещения наиболее утоненного сечения оболочки слитка и действие струи на оболочку при отсутствии ее перемещения; на фиг. 2, 3 - схема совмещенного перемещения места наиболее утоненной оболочки слитка и струи заливаемого металла.
Перед началом разливки в желобчатый кристаллизатор 1 с противоположных сторон
вводят затравки (на чертеже не показаны) и располагают их друг против друга так, чтобы они образовали пространство, ограниченное стенками кристаллизатора и затравками. Поеле сцепления затравок с металлом начинают вытягивание концов слитка. Одновременно со скоростью, равной разности скоростей вытягивания противоположных концов слитка, перемещают струю заливаемого металла 2 в направлении большей скорости вытягивания со скоростью, равной разности скоростей вытягивания противоположных концов слитка.
Предмет изобретения
Способ горизонтальной непрерывной и полунепрерывной разливки металлов в желобчатый кристаллизатор, включающий одновременное вытягивание слитка в противоположные стороны от торцов кристаллизатора и привод металла сверху, отличающийся тем, что, с целью повышения эффективности
процесса и повышения качества слитка, струю металла перемещают в направлении большей скорости вытягивания со скоростью, равной разности скоростей вытягивания противоположных концов слитка, и на расстояние, не
превышающее длины кристаллизатора.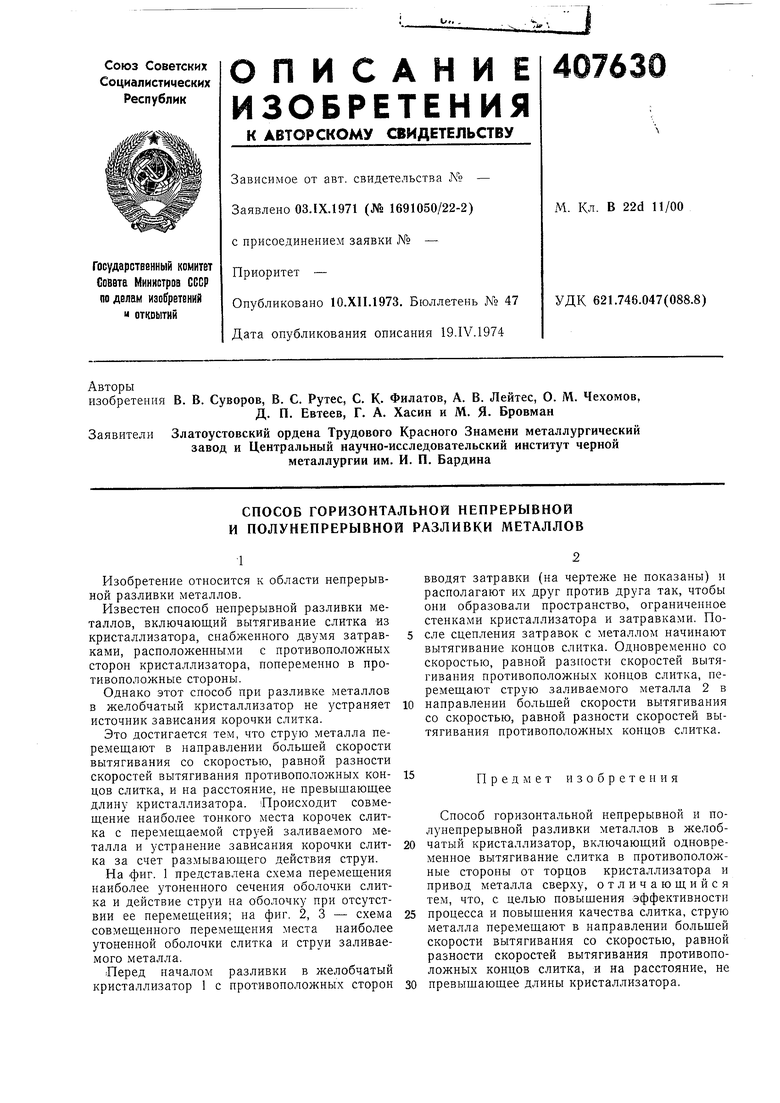
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1972 |
|
SU359901A1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ | 1991 |
|
RU2025196C1 |
| Способ непрерывного горизонтального литья металлов | 1982 |
|
SU1088206A1 |
| Способ непрерывной разливки алюминия | 1978 |
|
SU899239A1 |
| Способ непрерывной разливки металла | 1977 |
|
SU627907A1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ КУСКОВОГО ФЕРРОСПЛАВА | 2000 |
|
RU2169637C1 |
| Способ отливки полых заготовок | 1968 |
|
SU260105A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ПРОИЗВОДСТВА ЗАГОТОВОК ПОСТОЯННОГО ПОПЕРЕЧНОГО СЕЧЕНИЯ НЕОГРАНИЧЕННОЙ ДЛИНЫ | 2022 |
|
RU2796558C1 |
| СПОСОБ РАЗЛИВКИ РЕЛЬСОВОЙ СТАЛИ НА УСТАНОВКЕ НЕПРЕРЫВНОЙ РАЗЛИВКИ С КРИВОЛИНЕЙНОЙ ТЕХНОЛОГИЧЕСКОЙ ОСЬЮ | 2008 |
|
RU2384385C2 |
| Способ автоматического управления процессом непрерывного литья слябов на машине непрерывного литья заготовок горизонтального типа с двусторонним вытягиванием | 1987 |
|
SU1496916A1 |
fut.Z
/
