Изобретение относится к черной металлургии, точнее, к непрерывной разливке металлов.
Известен способ непрерывной разливки металлов в горизонтально расположенный кристашлизатор, при котором вытягивание слитка ведут попеременно в противоположные стороны от тор.цов кристаллизатора. При этом способе, как и при любом способе горизонтального литья с вытягиванием слитка в одну сторону возникает зависание корочки слитка.
При вытягивании слитка попеременно в противоположные стороны, возникший в начале процесса разрыв оболоЧки слитка совершает возвратно-поступательное движение вдоль стенки кристаллизатора, при этом струя металла разрушает сформировавшуюся корочку слитка и нарушает стабильность процесса.
iB предлагаемом способе этот недостаток устраняется, так как место подвода металла перемендают вдоль кристаллизатора в направлении вытягивания слитка с той же скоростью, что и скорость вытягивания.
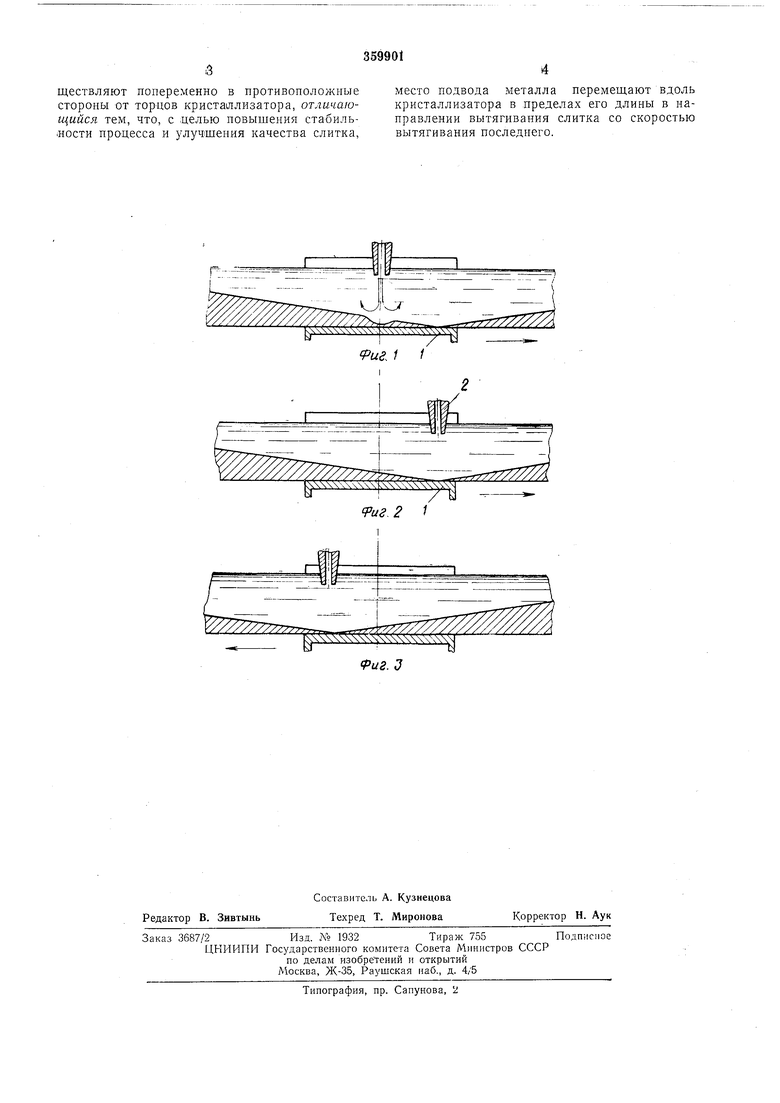
Па фиг. 1 изображена схема перемешения наиболее утоненного сечения оболочки слитка и действие струи металла при неподвижном месте подвода металла в кристаллизатор;
на 1ФИГ. 2 и 3 - схемы совмеш;енного перемещения .наиболее утоненного сечения оболочки слитка и струи металла.
Перед началом разливки в кристаллизаггор У с противоположных сторон вводят затравки. После сцепления их с металлом начинают вытягивание одной из затравок. Одновременно с той же скоростью в том же направлении перемеш,ают место подвода металла: 2
(фиг.2). Вытягивание и перемеш,ение струи металла ведут на длину, не превЫ|шаюш,ую расстояния от первоначального разрыва оболочки слитка до тор:ца кристаллизатора, в направлении которого вытягивают конец
слитка. Затем начинают вытягивание второго
конца слитка в дротивоположную сторону и
соответственно меняют направление перемеп eния струи металла (фиг. 3).
Предлагаемый способ стабилизирует процесс разливки и улучшает качество слитка, уменьшая при этом степень неравномерности роста корочки.
25Предмет изобретения
ществляют попеременно в противоположпые стороны от торцов кристаллизатора, отличающийся тем, что, с .целью повышения стабильности процесса и улучшения качества слитка.
место подвода металла перемещают вдоль кристаллизатора в пределах его длины в направлении вытягивания слитка со скоростью вытягивания последнего.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ГОРИЗОНТАЛЬНОЙ НЕПРЕРЫВНОЙ И ПОЛУНЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1973 |
|
SU407630A1 |
| Способ автоматического управления процессом непрерывного литья слябов на машине непрерывного литья заготовок горизонтального типа с двусторонним вытягиванием | 1987 |
|
SU1496916A1 |
| ПРОМЕЖУТОЧНАЯ ЕМКОСТЬ | 1972 |
|
SU422531A1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ | 1991 |
|
RU2025196C1 |
| СПОСОБ РАЗЛИВКИ МЕТАЛЛОВ И СПЛАВОВВ П 1" G(^ПЧП 0'-'i'^i'!iC ФииД ^siSii^ | 1972 |
|
SU419309A1 |
| Способ непрерывной разливки тонких слябов | 1991 |
|
SU1787670A1 |
| УСТРОЙСТВО ДЛЯ ВТОРИЧНОГО ОХЛАЖДЕНИЯ СЛИТКА | 1969 |
|
SU238731A1 |
| Кристаллизатор для непрерывного горизонтального литья слитков | 1978 |
|
SU864667A1 |
| Способ непрерывной разливки алюминия | 1978 |
|
SU899239A1 |
| Способ непрерывного литья слитков прямоугольного сечения и устройство для его осуществления | 1983 |
|
SU1315114A1 |
ЧучХЧуУОАЛ
(риг. 1 /
