Известно устройство для автоматического , дозирования металла при разливке, включающее датчики нижиего и верхнего уровня металла, установленные в емкости, соединенные каждый со своим реле и подключенные через программный блок к схеме управления подачей металла.
Предложенное устройство отличается тем, что программный блок выполнен в виде последовательной цепочки, состоящей из резисторов максимальной и минимальной скорости разливки зашунтированных реле нижнего и верхнего уровня соответственно.
Предлагаемое устройство изображено на чертеже.
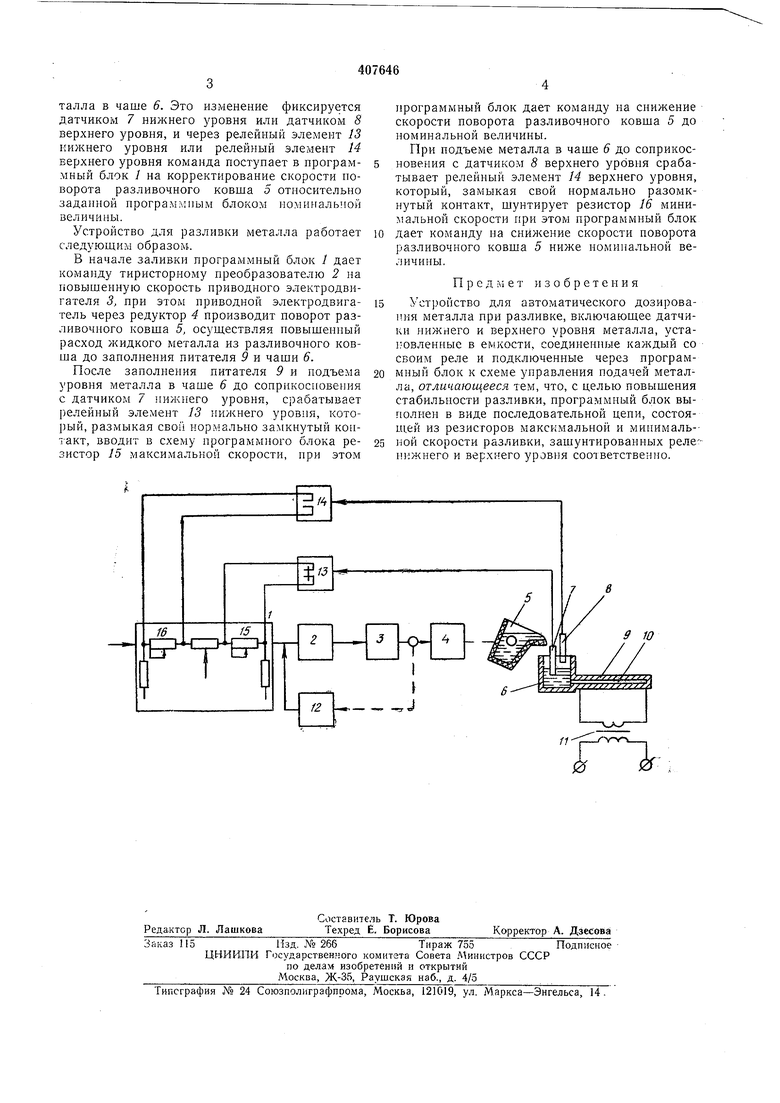
Устройство имеет программный блок 1, тиристорный преобразователь 2, приводной электродвигатель 3, редуктор 4, разливочный ковш 5, чашу 6, датчик 7 нижнего уровня, датчик 8 верхнего уровня, питатель 9, калиброванные отверстия 10, понижающий трансформатор 11, тахогенератор 12, релейный элемент 13 нижнего уровня, релейный элемент 14 верхнего уровня, резистор 15 максимальной скорости, резистор 16 минимальной скорости.
Выход программного блока 1 включен на вход тиристорного преобразователя 2. К выходу тиристорного преобразователя подключен приводной электродвигатель 3. Вал приводного электродвигателя с одной стороны
соединен с валом редуктора 4, а с. другой cTOj роны с валом тахогенератора 12. Выходной вал редуктора соединен с валом разливочного ковша 5. Выход тахогенератора 12 включен на вход тиристорного преобразователя 2. В чаше 6 установлены датчик 7 нижнего уровня и датчик 8 верхнего уровня. Датчик нижнего уровня подключен к релейному элементу 13 нижнего уровня, а датчик верхнего уровня подключен к релейному элементу 14 верхнего уровня. Выход релейного элемента 13 нижнего уровня включен параллельно резистору 15 максимальной скорости, а выход релейного элемента 14 верхнего уровня включен параллельно резистору 16 минимальной скорости.
Питатель 9 изготовлен из графитошамота. В питателе имеются калиброванные отверстия 10, через которые протекает жидкий металл. Для предотвращения намораживания металлом калиброванных отверстий питатель нагревают от понил ающего трансформатора //.
В программный блок / введена программа изменения скорости приводного электродвигателя 3, обеспечивающая заданный постоянный секундный расход жидкого металла, выливаемого из разливочного ковша 5, в зависимости от его конструктивных параметров.
Отклонение фактических параметров разливочного ковша от заданных, например разгар футеровки, приводит к изменению уровня металла в чаше 6. Это изменение фиксируется датчиком 7 нижнего уровня или датчиком 8 верхнего уровня, и через релейный элемент 13 нижнего уровня или релейный элемент 14 верхнего уровня команда постунает в программный блок 1 на корректирование скорости новорота разливочного ковша 5 относительно заданной нрограммпым блоком номиналь ой величины.
Устройство для разливки металла работает следуюидим образом..
В начале заливки программный блок / дает команду тиристорному преобразователю 2 на повышенную скорость приводного электродвигателя 3, при этом приводной электродвигатель через редуктор 4 производит поворот разливочного ковша 5, осушествляя повышенный расход жидкого металла из разливочного ковша до заполнения питателя 9 и чаши 6.
После заполнения питателя 9 и подъема уровня металла в чаше 6 до соприкосновения с датчиком 7 нижнего уровня, срабатывает релейный элемент 13 нижнего уровня, который, размыкая свои нормально замкнутый контакт, вводит в схему программного блока резистор 15 максимальной скорости, при этом
программный блок дает команду на снижение скорости поворота разливочного ковша 5 до номинальной величины.
При подъеме металла в чаше 6 до соприкосновения с датчиком 8 верхнего уровня срабатывает релейный элемент 14 верхнего уровня, который, замыкая свой нормально разомкнутый контакт, шунтирует резистор 16 минимальной скорости при этом программный блок
дает команду на снижение скорости поворота разливочного ковша 5 ниже номинальной величнны.
Предмет изобретения
Устройство для автоматического дозирования металла при разливке, включающее датчики нижнего и верхнего уровня металла, уста ювленные в емкости, соединен1нле каждый со своим реле и подключенные через программный блок к схеме унравления подачей металла, отличающееся тем, что, с целью повышения стабильности разливки, программный блок выполнен в виде последовательной цепи, состоящей из резисторов максимальной и мннималь-ной скорости разливки, зашунтированных реле-нижнего и верхнего уровня соо1ветственно.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для заливки расплава в формы | 1984 |
|
SU1225684A1 |
| УСТАНОВКА ДЛЯ ПРЕДКРИСТАЛЛИЗАЦИОННОЙ ПОДГОТОВКИ МЕТАЛЛА ДЛЯ ПРОЦЕССА ФОРМООБРАЗОВАНИЯ И СПОСОБ УПРАВЛЕНИЯ ЭТОЙ УСТАНОВКОЙ | 1991 |
|
RU2060860C1 |
| Система автоматического управления машиной непрерывной разливки стали | 1962 |
|
SU490091A1 |
| УСТРОЙСТВО ДЛЯ РАЗЛИВКИ ЖИДКОГО МЕТАЛЛА | 2020 |
|
RU2736951C1 |
| Устройство для разливки металла | 1980 |
|
SU942881A1 |
| УСТРОЙСТВО для РЕГУЛИРОВАНИЯ ЗАГРУЗКИ ЩЕКОВОЙДРОБИЛКИ | 1972 |
|
SU335001A1 |
| Устройство управления электроприводом | 1983 |
|
SU1161920A1 |
| УСТАНОВКА ДЛЯ РАЗЛИВКИ И ПРОКАТКИ ЛЕНТ НЕПРЕРЫВНОГО ДЕЙСТВИЯ | 2013 |
|
RU2603419C2 |
| ЖЕЛОБ ДЛЯ РАЗЛИВКИ ЖИДКОГО МЕТАЛЛА | 2008 |
|
RU2373289C1 |
| Установка для фасонной обточки пуговиц | 1987 |
|
SU1613354A1 |
