1
Известны системы автоматического управления машиной непрерывной разливки стали, содержащие устройства автоматического управления объемной подачей металла в кристаллизатор машины, газорезки с ириводамии систему вторичного охлаждения с электрифицированными задвижками.
Предложенная система позволяет повысить качество слитка и производительность машины. Ее особенность заключается в том, что в системе установлены датчик начала разливки и длины слитка, датчик выхода металла из кристаллизатора, счетно-решаюшее устройство с программными устройствами, к которому подключен датчик начала разливки и длины слитка, релейный блок управления с реле времени и управляемыми клапанами подачи газовой смеси в газорезку, а датчик начала разливки и длины слитка подключен одновременно к программному п решающему устройствам. Прнчем привод газорезки соединен через программное устройство с реле времени релейного блока, который подсоединен к счетнорешающему устройству, а выход программного устройства этого счетно-решаюш,его устройства подсоединен к электрифицированным задвижкам снстемы вторичного охлаждения.
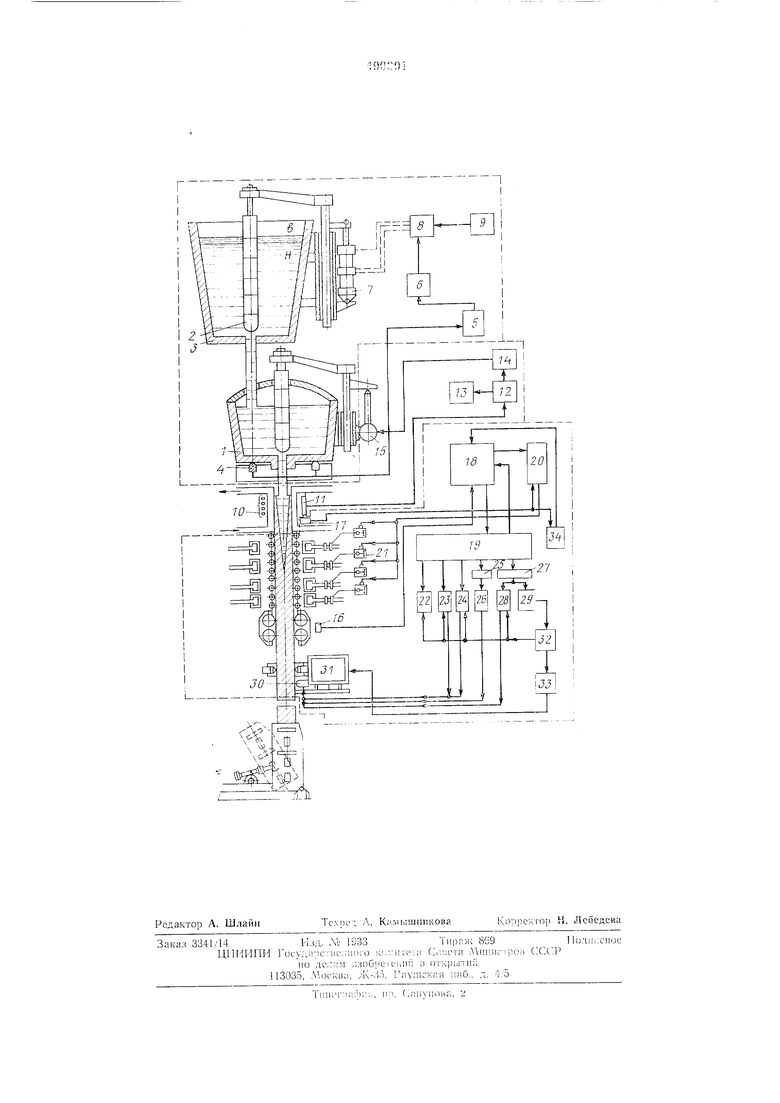
Па чертеже приведена блок-схема описываемой системы.
Система содержит блок, автоматически регулирующий поступление металла из основного сталеразлнвочного ковша в промел уточный, блок, автоматнчески регулирующий поступленне металла из промежуточного ковша в крнсталлизатор, блоки, автоматически управляющие вторичным охлаладением и газовой резкой, которые связаны единым управлением оператора с пульта разливки.
Автоматическое управление вторичным охлалхденнем и резкой иепрерывиого слитка на заготовки требуемой длины выполняется устройством с независимым управлением операций.
Блок для автоматического регулирования уровня металла в промежуточном ковше 1 основан на тензометрнческом методе определения уровня металла но его весу. Стопор 2 основного сталеразлнвочного ковща 3 нспользуется для регул)фовання расхода из ковша жидкого металла.
Устройство состоит из трех тензометрических преобразователей 4; электронного блока 5; указателя 6 уровня металла с двухпозицнонным регулятором, встроенным в указатель уровня, пневмогндравлического псполнительного механизма 7 для управления стонором основного сталеразливочного ковша с системой 8 нитания и компрессором 9.
VcTpoiicTBO для автоматического регулирования уровня металла в нромежуточном ковше работает следующнм образом.
Поелс уетапозки промежуточного ковша на тгпзометрнческне нреобразователи, которые заделаны о отверетия на подъемно-поворотном столе машины, вынолненные в вершинах треугольника приложения вееа ковша, уетройство автоматически вычитает вес иуетого ковшл. ii:i указг;уе, уровня зяж1Лпется лампа, сигнализирующая об окончании взвешивания ковша, запоминания его веса и готовности устройства к дальнейшей работе. На указателе уровня устанавливается высота уровня, которую необходнмо автоматически поддерживать в ироцессе разливки, и зона колебаний хровня при двухпозиционном регулировании.
Когда основной сталеразливочный ковш будет подан на разливочную плошадку, на него навешивается исиолинтельный механнзм, и над промежуточным ковшом онератор на нульте разлнвки нажимает кнопку для дистанционного открытия стонора основного ковша и переключает устройство на автоматическое управленне.
По мере заполнения промежуточного ковша металлом шторка на указателе уровня иеремсш,ается, показывая на его текущее иолол ение уровня металла в ковше. Когда металл в ковше достигнет верхней границы в зоны регулирования уровня, регулятор устройства посылает электрический сигнал на исиолнитсльный механизм, который опустит стопор оспоБпого Ковша и прекратит поступление металла в промежуточный ковш. После того, Как уровень металла в .промежуточном ковше понизится до нижней границы зоны регулирования, регулятор посылает электрический Сигнал исполнительному механизму на поднятие стопора. Процесс автоматической разливки будет продолжатьея до полного опоражнивания основного ковша. После отвода его от промежуточного ковша исполпительный механизм снимается, и ковш убирается с |)азливочиой и лошадки.
В случае иеобходимости оиератор с пульта )азливки может провести разливку иа диегапциоином управлении, наблюдая за ноложением уровня металла в иромежуточном ловше jia указателе уровня.
Для установок небольшой мощности в уст)ойстве для регулнрования уровня металла в криеталлизаторе может быть применеи регулятор непрерывного регулирования онисаипого типа. Тогда стопор основного .ковша будет постоянно нритормаживать струю вытекаюui,ero метг тя. В этом случае нег;бход ;мо применять универсальный пневмогидравлический леполннтельный механизм.
В блоке для автоматического регулирования уровня металла в кристаллизаторе используется радиоизотопный метод.
Блок состоит из источника 10 гамма-излучения, блока И газоразрядных счетчиков тина Гейгера, преобразователя 12, указателя 13
уровня, электронного регу,1ято)а 14 уровня ;i исполнительного механизма 15 для управления стопором промежуточного ковша.
Работа устройства д.ля автоматического регулировапия уровия металла в кристаллизаторе за.ключается в следующем.
Перед началом разливки иа установленный иромежуточный ковш навешивается исполпительпый механизм и подается питание устроиству. Па указателе уровня устанавливается высота уровня металла в «риеталлизаторе, которую необходимо автоматически поддерживать в процессе разливки.
Когда иромежуточный ковш наполнится металлом до заданного уровня, оператор на пульте разливки нажимает кнопки для дистанционного открытия стонора промежуточного ковша и нереключает устройство на автоматическое унравление.
По мере наполнения криеталлизатора металлом шторка на его указателе уровня перемещаетея, показывая на шкале текущее положение уровня. Когда металл в кристаллизаторе достигнет границы зоны регулирования,
)егулятор уетройетва вступает в работу, поддерживая заданный уровень посылкой электрических сигналов исполнительному механизму, который управляет стопором нромежуточного ковша, непрерывно притормаживая
струю вытекающего на иего металла.
Блок для автоматического унравления вторичным охлаждением и резкой непрерывног() слитка на заготовки требуемой длины вынолiieiibi на основе счетно-ренга1он;его устройства
и обеспечивает автомат1чческую работу всего устройства.
Блок состоит из датчика 16, установленного па валковой тянущей клети; датчика 17, уетановленного в кристаллизаторе; счетно-решающего устройства 18; релейного блока 19.
Устройство обеспечивает выполнение следующих операций (в технологической последовательности) : включение нодачи воды в секции вторичного охлаждения; отсчет длины заготовки; сценлеиие газорезки с ненрерывным слитком или синхронное движение газорезки и слитка; включение подачи горючего газа и киелорода; зажигание резаков; включе ше перемещения резаков, возврат всех устройсгв,
связанных с отсчетом длнны и резкой слитка.
в исходное положение; отключение секций
вторичного охлаждения; резку остатка елитка на наивыгодиейп ие мерные заготовки.
С момента начала разливки от датчика 16.
установленного на валковой тянущей клети, па вход ечетного уетройетва 18 v. нрограммного устройства 20 поступают электрические нмнульсы, соответствующие определенной д. с.титка. В :качестве датчиков могут
быть использованы, нанример, концевые выключатели илн иные устройства. Программное устройство включает электрифицированные задвижки 21 для подачи воды в секцгп вторичного охлаждения по мере входа слитка в зону вторичного охлаждения. (-.чспюс CTi)oi icTBO, отсчитав задаваемую длину заготоЕки, дает импульс па включение релейного блока. Релейный блок обеепечивает еледующие онерации: (в технологической последовательности), сброс на нуль счетного устройетва; включение электромагнит юго клапана 22 захватов газорезки со слитком; включение электромаг штных клапанов 23 и 24 на подачу соответственно горючего газа и подогревающего кислорода; включение реле 25 времени и носледующее зажигание горючей смеси резаков с помощью электрозапала 26; включение реле 27 времени и лоследующее включение электромагнитного клапана 28 на подачу режущего .кислорода и устройства 29 для перемещения резаков 30 газорезки 31. Программное устройство 32 обеспечивает перемещение резаков по определенной программе и возврат их в исходное положение и дает импульс на за.крытие электромагнитных клапанов 23, 24, 28, расцепление захватов газорезки н включение устройства 33 для возврата газорезки 31 в исходное положение. По окончании разливки металла, когда слиток выходит из кристаллизатора, датчик 17, фиксирующий выход слитка из кристаллизатора, включает программное устройство 32 и рещающее устройство 34. Программное устройство 20, согласно заданной нрограмме, будет отключать секции вторичного охлаждения но мере выхода слитка из зоны вторичного охлаждения, воздействуя на электрозадвнжки. Решающее устройство 34 определяет наивыгодиейшую длипу заготовки и соответственно этому перестраивает задание счетному устройству 18 для резки остатка слитка на наивыгоднейшие длины заготовки. Счетно-решающее устройство может быть выполнено на электромеханических шаговых искателях или шаговых реле, декатронах, электронных лампах, траизисторах, ферритовых кольцах и других элементах. Счетно-решающее устройство размещается на пульте управления резкой слитка. Длина заготовки устанавливается оператором газовой резки н быть изменена в процессе разливки. Как видно, в зоне вторичного охлажде;1ия и газовой резки датчики отсутствуют, что обеспечивает надежность работы устройства, а автоматическое управление секциями вторнчного охлалсдения устраняет возможность переохлаждения слитка, что особенно важно для машин, предназначенных для разливки слитков больших сечений. Предмет изобретения Система автоматического управления машиной непрерывной разливки стали, содержащая устройство автоматического управления объемной подачей металла в кристаллизатор мащины, газорезку с приводом и систему вторичного охлаждения с электрифицированными задвижками, отличающаяся тем, что, с целью повыщения качества слитка и повышения производительности машины, в ней установлены датчик начала разливк и длины слитка, датчик выхода металла из кристаллизатора, счетно-решающее устройство с решающим и нрограл1мными устройствами, к которому нодключен датчик начала разливки и длины слитка, релейный блок унравления с реле времени и управляемыми клапанами подачи газовой смеси в газорезку, а датчнк начала разливки и длины слитка подключен одновременно к программному и решаюн1ему устройстгзам, причем привод газорезки соединен через программное устройство с реле времени релейного блока, который подсоединен к счетно-решающему устройству, а выход программного устройства этого счетно-решающего устройства подсоединен к электрифицированным задвижкам системы вторичного охлалсдення.


| название | год | авторы | номер документа |
|---|---|---|---|
| Система для автоматического управления машиной непрерывной разливки стали | 1963 |
|
SU512467A1 |
| ДВУХКАНАЛЬНОЕ УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО | 1969 |
|
SU250252A1 |
| СПОСОБ РАСПРЕДЕЛЕНИЯ РАСПЛАВЛЕННОГО МЕТАЛЛА | 1972 |
|
SU356039A1 |
| Устройство автоматического управления порезом слитка на установке непрерывной разливки металла | 1980 |
|
SU942870A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ УРОВНЯ | 1969 |
|
SU243163A1 |
| Устройство для автоматического управления секциями вторичного охлаждения в машине непрерывного литья заготовок | 1982 |
|
SU1066732A1 |
| ТРЕНАЖЕР ОПЕРАТОРА СИСТЕМЫ УПРАВЛЕНИЯ НЕПРЕРЫВНОЙ РАЗЛИВКОЙ СТАЛИ | 2001 |
|
RU2226006C2 |
| Устройство для автоматического управления объемной подачей металла в кристаллизатор машины непрерывной разливки стали | 1962 |
|
SU486303A1 |
| Способ горизонтального непрерывного литья заготовок и установка для его осуществления | 1983 |
|
SU1168319A1 |
| Устройство для автоматического управления машиной непрерывного литья заготовок | 1983 |
|
SU1110541A1 |