(54) УСТРОЙСгеО ДЛЯ РАЗЛИВКИ МЕТАЛЛА

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для разливки стали в изложницу | 1983 |
|
SU1125101A1 |
| Устройство для дозирования | 1983 |
|
SU1156848A1 |
| Устройство для автоматического регулирования заполнения литейной формы | 1977 |
|
SU1097186A3 |
| Устройство для управления установкой центробежного литья | 1982 |
|
SU1052321A1 |
| Устройство для заливки расплава в формы | 1984 |
|
SU1225684A1 |
| Весы для заливочного крана | 1986 |
|
SU1377600A2 |
| Устройство для управления процессом непрерывного горизонтального литья заготовок | 1982 |
|
SU1100042A1 |
| Устройство управления процессом плавки в электротермической установке | 1977 |
|
SU737768A1 |
| Способ управления процессом непрерывной разливки металла в неподвижный кристаллизатор и устройство для его осуществления | 1987 |
|
SU1447551A1 |
| Весы для заливочного крана | 1983 |
|
SU1117457A1 |
1
Изобретение относится к литейному производству, в частности к устройствам для разливки металла из новоротных ковшей.
Известно устройство для разгашки металла, содержащее измеритель веса металла в литейной форме, в промежуточной емкости или в разливочном ковше, где выход измерителя веса подключен к блоку управления подачей металла, контролирующему дозу металла и режим заполнения формы.
Наиболее близким по технической сущности к изобретению является уст-, ройство измерения веса и скорости разливки жидкой стали, содержащее измеритель веса металла в ковще, дифференциатор, преобразователь с усилителем и блок коммутирующих элементов 2j .
Недостатком устройства является то, что для контроля расхода металла в процессе заливки оно имеет элемент, измеряющий производную сигнала датчика веса расплава в ковще, В реальных
условиях литейного цеха продифференцированный сигнал содержит помехи (от формовочных машин, тренспортных механизмов и других вибраций), часто превышающие уровень полезной информации. Кроме тогю, измерение производной в цепях переменного тока промышленной частоты, используемых в промьппленных дoзaтopax связано с большим инерционным запаздыванием (не менее 1 с). Это существенно снижает надежность контроля расхода металла в процессе заливки и стабильность режима заполнения форм.
Цель изобретения - повышение надеж ности контроля расхода металла в форму в процессе разливки.
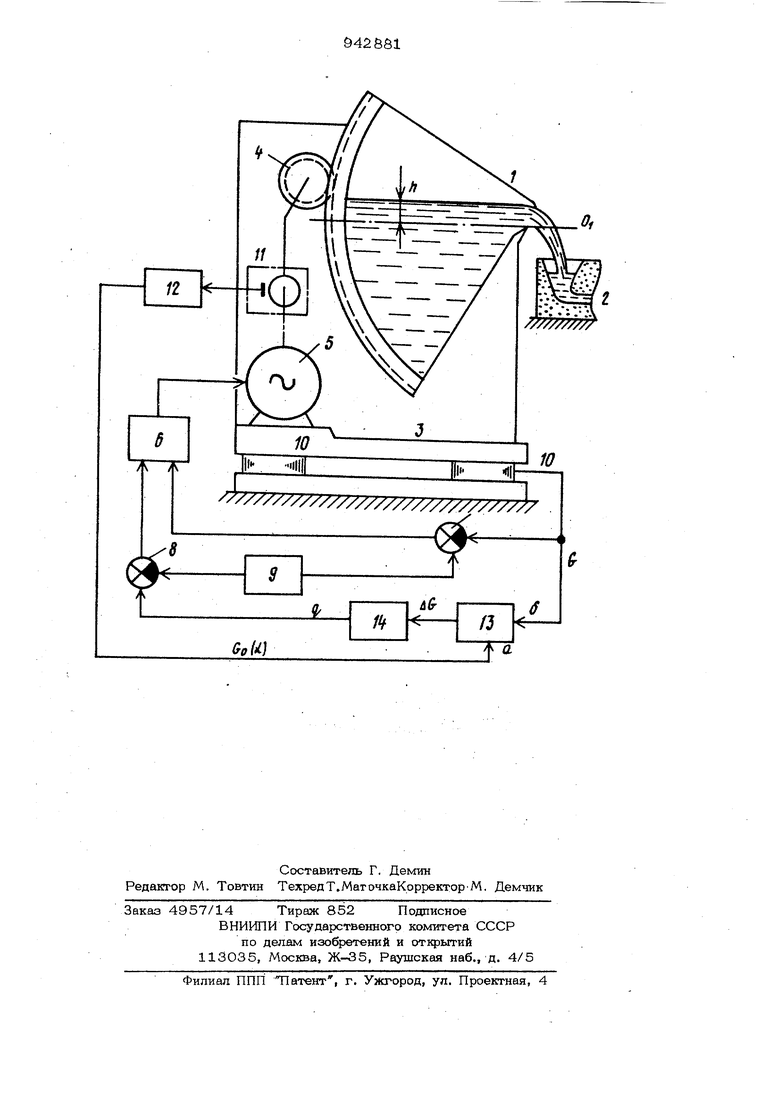
Поставленная цель достигается тем, что в устройство для заливки металла, содержащее разливочный ковш, измеритель веса металла в ковше, привод и блок управления приводом, введены датчик угла наклона ковша, соединенный последовательно с преобразователем угла наклона в сигнал, пропорциональ3&4ный весу металла в ковше ниже начального уровня слива, сумматор, один вход которого подключен к выходу преобразователя угла наклона ковша, а другой к выходу измерителя веса металла в ковше, и функциональный преобразователь, вход которого соединен с выходом сумматора, а выход - с элементом сравнения заданного и фактического значений расхода металла. Введение указанных элементов и связей позволяет существенно уменьшить уровень помех и инерционное запаздывание при определении расхода расплава в процессе разливки, и, следовательно, повысить надежность контроля режима заполнения форм. Конструкция предлагаемого устройства приведена на чертеже. Секторный ковш 1, заливакший расплав в форму 2, установлен на весоизмерительной платформе 3. На платформе 3 размещены также механизм 4 поворота и приводной двигатель 5. Ко входам блока 6 управления приводом подключены выходы элементов 7 и 8 сравнения. Вхо ды элемента 7 сравнения соединены с выходом программного блока 9 и выходо датчиков 10 веса. На приводном механиа установлен датчик 11 угла наклона ковШй. Ьыход датчика 11 через преобразова тель 12 сигнала подключен ко входу сум матора 13. Второй вход сумматора соединен с датчиками 10 веса. Вход функционального преобразователя 14 подюпомен к выходу сумматора 13, а выход к элементу 8 сравнения. Второй вход элемента 8 сравнения соединен с прот раммным блоком 9, а выход - с блоком 6 управления приводом-поворота ковша, Устройство работает следующим образом. При подаче команды на заливку формы КЗ программнозто блока 9 в элементы 7 и 8 сравнения поступают сигналы, определяющие, соответственно, вес. дозы и расход металла. Включаются приводной двигатель 5, механизм 4 поворота и металл сливается из ковша. На входе элемента 7 сравнения и входе б сумматора 13 сигнал уменьшается пропорционально весу слитого расплава. Как толь ко вес металла в ковше уменьшится на величину дозы, с выхода элемента 7 сравнения в блок 6 управления поступает сигнал, реверсирующий двигатель, 5, и заливка формы прекрашается. 14 В процессе слива металла в форму его ес G в ковше состоит из двух слагаеых: веса GO металла ншке начального ровня слива 00 и веса дС металла ад начальным уровнем слива G-QQi-AG ,а; Вес GCJ однозначно зависит от угла аклона об ковша, конструктивные параетры которого определяют в числоых значениях функнию Оо (. Эту ункиню (найденную расчетом или эксериментально) реализует преобрб1зователь 12. Таким образом, при любом угле накона ковша на вход а сумматора 13 оступает сигнал, пропорциональный веу Go(oC)металла в ковше ниже начального уровня слива OQ, . Навход б сумматора 13 поступает сигнал, пропорциональный Весу G металла в ковше. На выходе сумматора формируется разностный сигнал, пропорциональный весу д6 металла над начальным уровнем слива. Вес дО однозначно зависит от высоты зеркала металла над начальным уровнем слива 00 И, следовательно, определяет расход ( сливаемого металла. Так, например, при прямоугольном сечении сливного носка ° q CAGh- bVsiJVi - Щ - коэффициент расхода; Ь - ширина сливного носка; О, - ускорение силы тяжести; J- - удельный вес расплава; . 5 - площадь зеркала металла в ков. ше. Функциональной зависимости QCAQj соответствует передаточная характеристика преобразователя 14. Поэтому на его выходе формируется сигнал, пропорциональный весовому расходует металла. Секторный ковш, имеющий радиус внутренней полости ,45 м, поворачивается с постоянной скоростью оС 2 град/с. Тогда угол поворота ковша oi.(-fe) f вес расплава в ковше GoC-fcJ ниже начального уровня слива и общий вес Qt-fc) металла в ковше будут изменяться во времени по линейному закону при постоянной разности AGW--G(t;-Go(fe)Если пр)иМёнять/ О,6; ,06 м; «7«10 кг/мЗ; ,188 м то, как следует из закона сохранения массы, установившийся режим зали&кн вошожен при Л кг. Эта величина формируется на выходе сумматора 13, В соответствии, с выражением (2) коэффициент передачи фуншшонального преоб разователя 14 должен быть равен ) ,oz33 О и его выходной сигнал будет соответств вать весовому иэ аювша О,023зЛо -10,3 кг/с. Этот сигнал, сравнивается с задак щим сигналом, поступающим на элемент 8 сравнения иэ программного блока 9, При отклонении расхода металла в форм от заданного значения в блок управлени 6 поступает импульс, корректирующий скорость поворота ковша. Таким образом, в предложенном устройстве расход сливаемого из ковша металла определяется без дифференцирования сигнала весового датчика, что поэволяет в 5-1О раз снизить амплитуду помех и на 2-3 порядка уменьшить инер ционное запаздывание в измерительных цепях. Это дает возможность в условиях литейного цеха надежно контролировать расход металла и автоматически стабилизировать заданные режимы заполнения форм, за счет чего удается снизить сред НИИ уровень брака, например, для гунных отливок - на 3-3,5%. Формула изобретения Устройство для разливки металла, содержашее привод поворотного ковша, блок управления приводом, датчик веса металла в ковше, программный блок и элементы сравнения веса и расхода металла с заданными значениями, отличающееся тем, что, с цельвэ.по:вышения надежности контроля расхода металла в форму в процессе разливки, устройство дополнительно содеряогг датчик угла наклона ковша, сумматор и функциональный преобразователь, причем вььход датчика угла наклона кошиа соединен со входом преобразователя, выход которого соединен со входом сумматора, другой вход кото|зого соединен с датчиком веса, а выход - со входом функционального преобразователя, выход функционального прео азователя соединен со входом элемента сравнения расхода металла. Источники ицфсфмации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 532476, кл. В 22TI 39/00, 1977. 2.Авторское свидетельство СССР NO 599923i, кл. В 22Б 39/ОО, 1978.
