1
Известен способ контроля качества выполнения операций при пайке печатных плат по изменению температуры на поверхности исследуемого паяемого изделия-.
Однако такой способ предназначен для контроля уже готового изделия и не может быть использован для контроля качества пайки печатных плат в процессе ее выполнения на современных автоматизированных линиях сборки, где детали последовательно проходят над узлами флюсования, подсушки флюса, пайки, мойк-и, сушки и т. д.
Для обеспечения более точной наладки режима каждой из операций в качестве исследуемого используют паяемое изделие, предварительно нагретое до температуры ниже температуры активности флюса.
Затем при прохождении его на всех позициях автоматизированной линии непрерывно записывают изменение температуры и путем сравнения с предельными значениями оценивают качество выполнения операций.
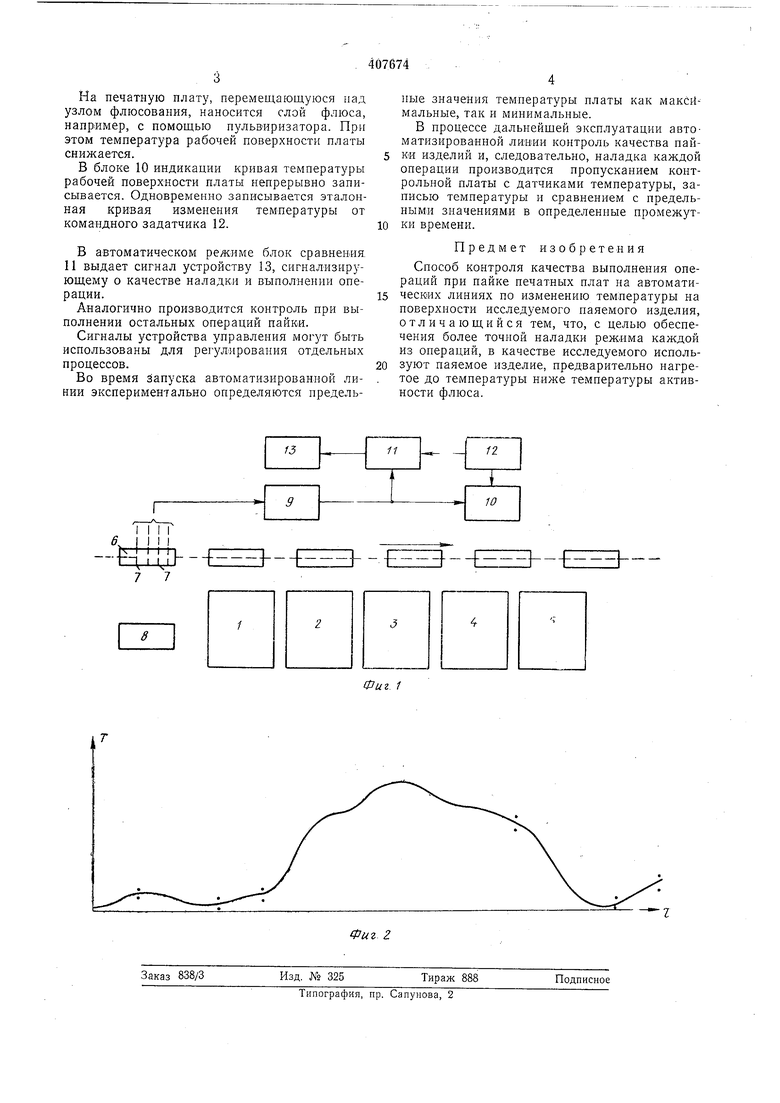
На фиг. 1 изображена схема, поясняюшая предлагаемый способ; на фиг. 2 - кривая изменения температуры.
Автоматическая линия пайки печатных плат состсиит из узлов 1 флюсования, - подсушки 2 флюса, пайки 3, мойки 4 и сушки 5.
Контрольная печатная плата 6, снабженная датчиками 7 температуры, вначале установлена над нагревателем 8.
Датчики 7 посредством гибких токоподводов подключены к блоку 9 усиления, сигналы с которого подаются илн на блок 10 индикации, или на блок 11 сравнения.
В блок 11 одновременно поступают сигналы от командного задатчика 12, который может быть подключен и к блоку 10.
Выход блока сравнения подключен к устройству 13 управления и сигнализации.
Контроль качества пайки осуществляют следующим образом.
После подключения датчиков температуры
Контрольной платы включается нагреватель 8, разогревающий рабочую поверхность платы до установленной температуры, которая ниже температуры активност1И флюса.
Контроль разогрева платы может осуществляться визуально по прибору блока индикации. При достижении установленной температуры вручную включают транспортер автоматизированной линии, перемещающий плату над всеми узлами.
В автоматическом режиме включение транспортера произведет устройство 13 управления, получающее сигнал от блока 11 сравнения в соответствии с установленной темнературой на командном задатчике 12.
3
На печатную плату, перемещающуюся над узлом флюсования, наносится слой флюса, например, с помощью пульвиризатора. При этом температура рабочей поверхности платы снижается.
В блоке 10 индикации кривая температуры рабочей поверхности платы непрерывно записывается. Одновременно записывается эталонная кривая изменения температуры от командного задатчика 12.
В автоматическом режиме блок сравнения 11 выдает сигнал устройству 13, сигнализирующему о качестве наладки и выполнении операции.
Аналогично производится контроль при выполнении остальных операций пайки.
Сигналы устройства управления могут быть использованы для регулирования отдельных процессов.
Во время запуска автоматизированной линии экспериментально определяются иредель}1ые значения температуры платы как максимальные, так и минимальные.
В процессе дальнейщей эксплуатации автоматизированной линии контроль качества пайки изделий и, следовательно, наладка каждой операции производится пропусканием контрольной платы с датчиками температуры, записью температуры и сравнением с предельными значениями в определенные промежутки времени.
Предмет изобретения
Способ контроля качества выполнения операций при пайке печатных плат на автоматических линиях по изменению температуры на поверхности исследуемого паяемого изделия, отличающийся тем, что, с целью обеспечения более точной наладки режима каждой из операций, в качестве исследуемого используют паяемое изделие, предварительно нагретое до температуры ниже температуры активности флюса.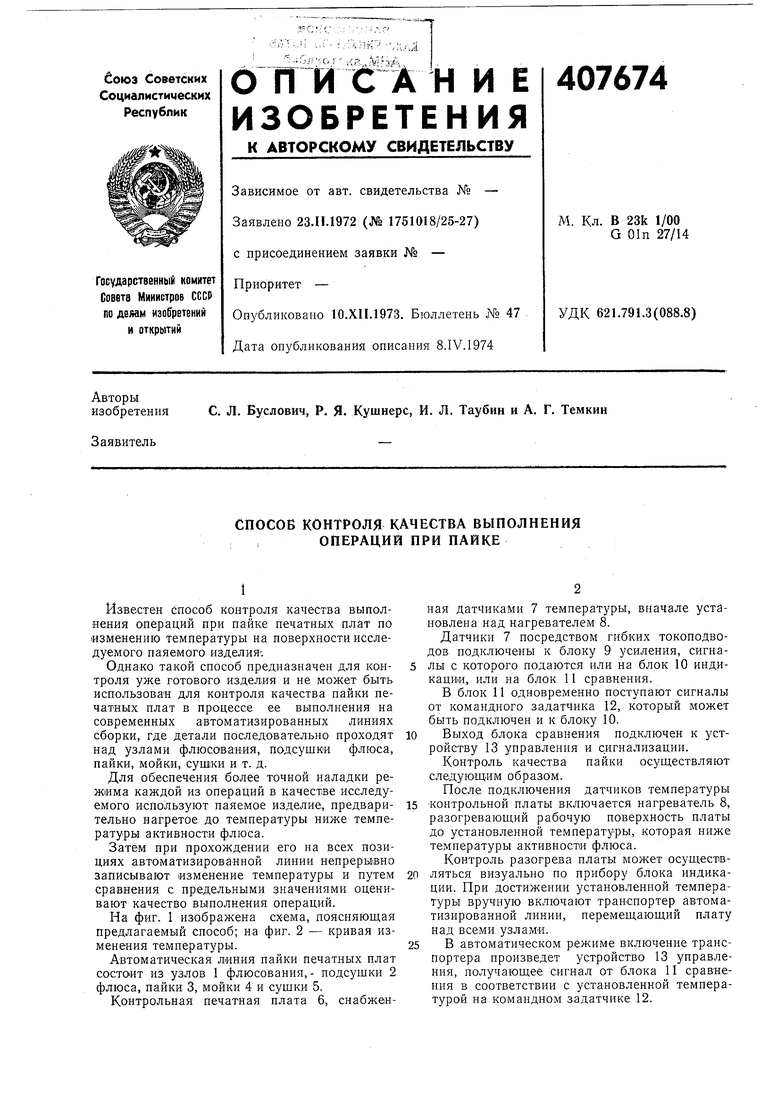
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия пайки печатных плат | 1972 |
|
SU449787A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПЕЧАТНЫХ ПЛАТ | 1973 |
|
SU394958A1 |
| Способ пайки блоков на печатном монтаже | 1987 |
|
SU1648656A1 |
| Способ пайки световым лучом радиоэлементов на печатные платы с контролем температуры пайки | 1991 |
|
SU1816583A1 |
| Флюс для лужения и пайки | 1988 |
|
SU1637986A1 |
| Линия пайки печатных плат | 1976 |
|
SU680829A1 |
| ФЛЮС ДЛЯ НИЗКОТЕМПЕРАТУРНОЙ ПАЙКИ ИЗДЕЛИЙ РАДИОЭЛЕКТРОННОЙ АППАРАТУРЫ | 1993 |
|
RU2043894C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ГЕРМЕТИЗАЦИИ ПАЙКОЙ | 2023 |
|
RU2829164C1 |
| Флюс для пайки и лужения узлов и деталей радиоэлектронной аппаратуры | 1987 |
|
SU1407732A1 |
| Способ групповой пайки | 1986 |
|
SU1382606A1 |
ШТ1 ---{ЕЕЕ --ЕЕЕЗ-- ЕЗ- ЕЕЗ-EEEd
