Изобретение относится к области свободной машшпюй ковки и может быть иснользовано в кузнечных и прессовых цехах, изготавливающих поковки из крупных слитков.
Известен снособ ковки крупных поковок с отверстием, полученных из слитка путем осадки слитка, наметки и окончательной прошивки пустотелым прошивнем на плите с отверстием.
Однако при таком способе ковки с дефектной подприбыльной частью осевой зоны заготовки удаляется в отход годный металл из других ее частей.
Для повышения качества и экономии металла по предлагаемому способу в процессе наметки осуществляют раздачу качестве}гной осевой зоны донной части, перемещая ее к периферии поковки.
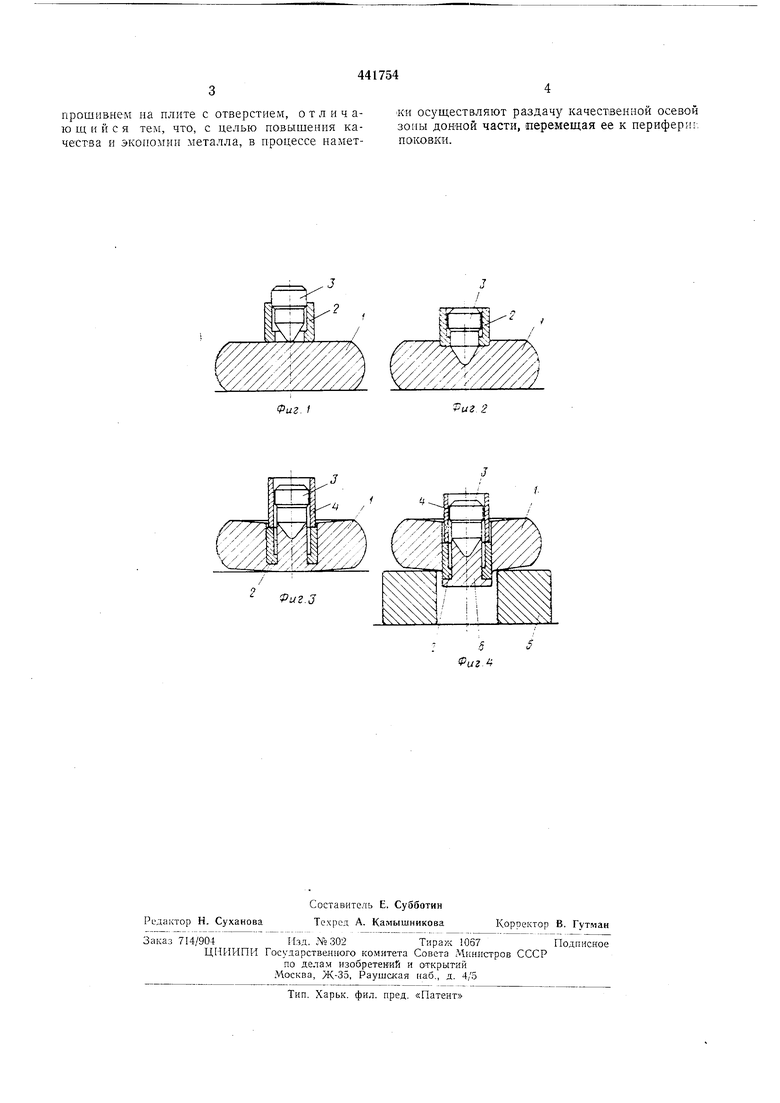
На фиг. 1 показана установка инструмента на заготовку; на фиг. 2 - вдавливание сплошного и пустотелого прошивней в заготовку; на фиг. 3 - вдавливание пустотелого прошивня в заготовку; на фиг. 4 - окончание прошивкц.
На осажденную поковку /, лежащую подприбыльной частью влиз, соосно устанавливают пустотелый 2 и сплошной 3 прошивни.
Усилием пресса оба прошивня начинают -вдавливать в поковку 1.
Так как высота сплошного прошивня больше высоты пустотелого, то он первым вдавливается в поковку 1 до тех нор, пока его опорная поверхность опустится до уровня опорной поверхности пустотелого нрошивня. В это время рабочая часть сплошного нрошивпя пол)юстью вдавлена в заготовку. Затем вдавлива}1ие обоих прошивней происходит одновременно. При происходит раздача осевой качественной зоны на периферию поковки.
После достижения ирошивнями заданной глубины их вдавливание прекращают и на пустотелый прошивень устанавливают полую надставку 4. В дальнейшем усилие пресса через надставку 4 передается только на пустотелый прошивеиь, который вдавливается до тех пор, пока прогнется нижняя опорная плоскость заготовки.
Окончательную ковку производят па плите 5 с отверстием, в которое продавлнвают отход «выдру 6, пустотелый и сплошной прошивни и иадставку 4.
Образующийся при этом отход имеет меньшую высоту по сравнению с таким же OT.X.Iдом, получаемым известным снособом, что обеспечивает экономию металла, не ухудшая качество поковки.
Формула изобретения
Способ ковки крупных поковок с отверстием, полученных из слитка путем осадки, на30 метки li окончательной прошивки пустотелым
прошивнем иа плите с отверстием, о т л и ч аю щ и и с я тем, что, с целью повышения качества и экономии металла, в процессе наметки осуществляют раздачу качественной осевой зоны донной части, перемещая ее к перифериг, поковки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСКА | 2008 |
|
RU2389581C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВЫХ ПОКОВОК ДЛЯ ПОДШИПНИКОВ МЕТОДАМИ СВОБОДНОЙ КОВКИ | 2003 |
|
RU2247622C2 |
| Способ прошивки заготовок | 1978 |
|
SU668755A1 |
| Способ изготовления полых поковок | 1989 |
|
SU1650314A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВКИ ДНИЩА (КРЫШКИ) РЕАКТОРА ИЗ СЛИТКА | 2009 |
|
RU2412777C1 |
| Инструмент для прошивки крупных заготовок | 1971 |
|
SU410603A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СПЛОШНЫХ КРУПНЫХ!^! ПОКОВОК ИЗ СЛИТКОВ | 1972 |
|
SU358057A1 |
| Способ ковки полых поковок | 1988 |
|
SU1625573A1 |
| Способ получения сквозного отверстия в поковке | 1979 |
|
SU871974A1 |
| Способ осадки кузнечных слитков | 1980 |
|
SU893364A1 |
