Штампование изделий из фанеры на многоярусных прессах сопряжено с большими затруднениями, так как,связывающий шпоны клей требует определенного температурного режима в течение определенного времени. При несоблюдении этих условий из-за неодновременного приложения давления получаются неоднородные изделия или брак, а также удлиняется процесс. При пользовании обычными многоярусными прессами процесс прессования производится не одновременно, а первоначально прессованию подвергаются изделия, помещенные на нинших матрицах, а при дальней,шем подъеме стола пресса - изделия, находящиеся на верхних матрицах, и таким образом изделия прессуются не одинаковое время.
Предлагаемый пресс дает возможность отпрессовы-вать изделия одновременно, так как в нем матрицы при прессовании производят одновременное сжатие всех прессуемых изделий.
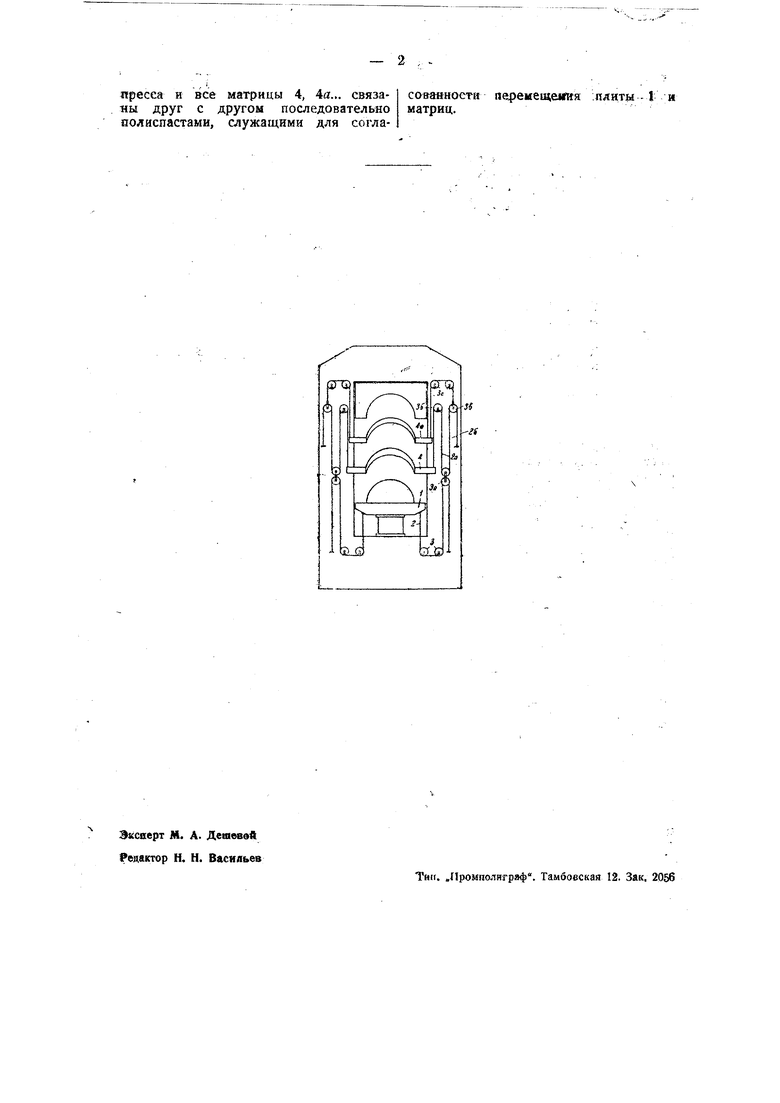
На прилагаемом схематическом чертеже показана форма выполнения пресса, в котором подъем матриц кинематически увязан с подъемом стола пресса.
посредством системы блоков с тросами ни которых подвешены матрицы.
Прикрепленный к плите 1 пресса трос 2 проходит через прикрепленный к основанию пресса нижний блок 3 и блок За. Другой конец этого троса прикреплен к основанию пресса. Вилка блока За связана с тягами 2а, 26 н 2ч, огибаюнхими блоки 36, За и 3г. Другие концы этих тяг прикреплены к краям оснований матриц 4 и 4я, подвешенных на этих тягах.
Прессуемые изделия помещаются между матрицами. При подъеме плиты 1 пресса происходит одновременно подъемматриц, которые в процессе поднятияначинают прессование и заканчивают его тогда, когда стол пресса дойдет до этих матриц. Таким образом весь процесс прессования протекает одновременно.
Предмет изобретения.
Многоярусный пресс для изготовления фанерных изделий, отличающийся тем, что в целях одновременного зажима всех загрузок, нижняя плита 1
пресса и веет матрицы 4, 4а... связаны друг с другом последовательно полиспастами, служащими для согласоаайноетн перемещеятя :пдйть1 -1 и матриц.
}i -к

