В авторском свидетельстве № 26051 описан фуговочный станок для клепок, в котором применена овальная, очерченная по дуге круга, направляющая поверхность, предназначенная для перемещения по ней рабочей ветви бесконечной цепи с захватами для клепок, проводимых в целях фугования между двумя коническими резцовыми патронами. В предлагаемом станке для фугования клепок захваты для клепок выполнены в виде тележек, снабженных упругими зажимами для заготовок, а в качестве орудий применены круглые пилы.
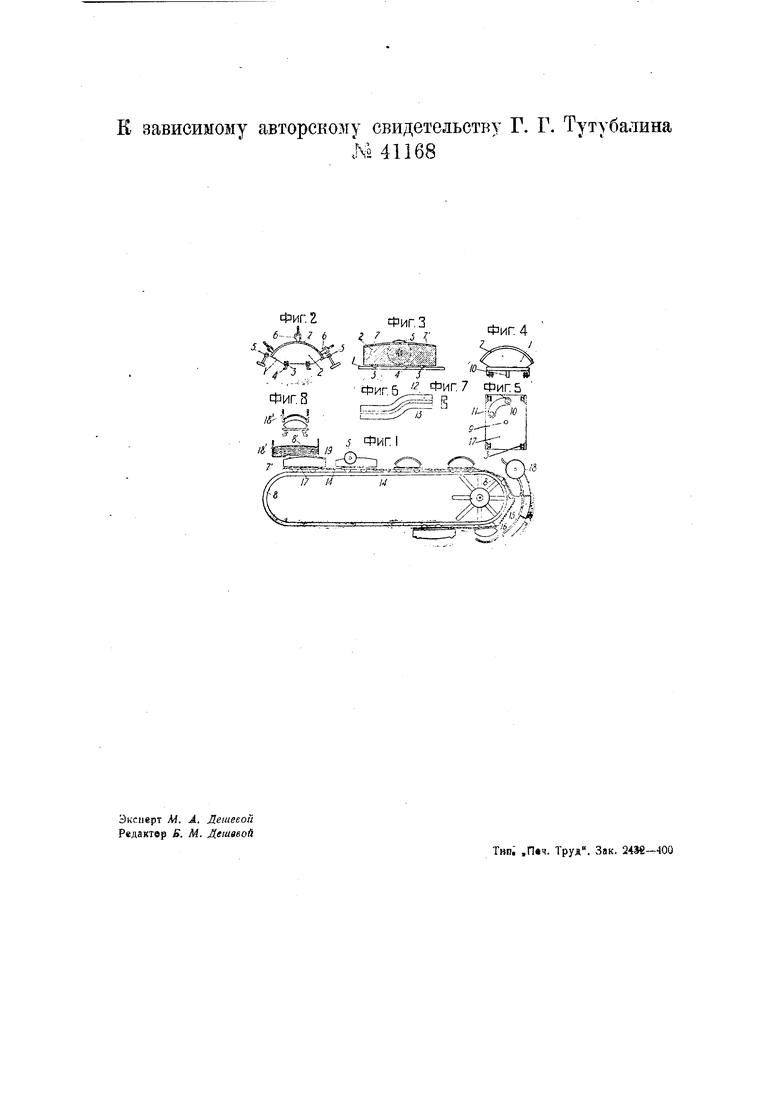
На чертеже фиг. 1 изображает боковой ВИЯ станка; фиг. 2-вид сбоку захвата, несущей его тележки, зажимов и пил; фиг. 3-то же в продольном разрезе; фиг. 4-вид сбоку тележки захвата; фиг. 5-вид тележки снизу; фиг. 6-вид сбоку поперечины для поворота захвата; фиг. 7-то же в поперечном разрезе; фиг. 8-поперечный разрез магазина для заготовок.
Предлагаемый станок служит для фуговки краев бочечных клепок различной формы. Захваты 7 станка выполнены в виде тележек (фиг. 1-3), оформленных соответственно очертанию бочечной клепки и имеющих выпуклые
(2W)
пояса 2 по краям, сделанные по форме уторов клепки. Захваты / смонтированы на роликах 3, поставленных на направляющие. По краям захватов / имеются циркулярные пилы или фрезы 5, поставленные под углом, соответствующим очертанию бочки. Над захватом / установлены упругие зажимы 6 на пружинах, прижимающих эти зажимы к поверхности захвата.
При работе станка заготовки 7 бочечной клепки накладываются на захваты 7 под зажимы б таким образом, чтобы выступы 7 выпуклых поясов 2 вощли в уторы 8 клепки (фиг. 1-3). Далее захват 7 на роликах продвигается по направляющим 4, причем пилы или фрезы 5 производят фуговку краев клепки под требуемым углом, и зажимы 6 удерживают клепку на захвате. Выступы 7 поясов 2-2, вощедщие в уторы 8 клепки, также препятствуют смещению клепок в продольном направлении.
На станках, в которых совершаются две операции, а именно фуговка боковыx,paeв клепок и обрезка торцевых краев клепок для придания им стандартных размеров устроены жесткие направляющие 8 в виде вытянутых колец, на
которых помещаются захваты /, отличающиеся от вышеописанных тем, что они монтированы на платформы 77 (фиг. 1, 4, 5) и выполнены поворотными на осях 9. На нижней части захватов / имеются пальцы 10 (фиг. 5), которые обращены вниз и проходят через дугообразные вырезы //, имеющиеся на платформе. Между направляющими 8 расположена направляющая поперечина 72 с кулачной канавкой 13 (фиг. 1, 6), Расположение направляющей поперечины 72 между направляющими 5 должно быть таково, чтобы устье начала желобка находилось в плоскости расположения пальцев 10 захватов 7. Захваты 7 с платформами 10 расположены своими роликами на направляющих 8 и соединены между собою бесконечной цепью 14 (фиг. 1). На некотором расстоянии от торцевых округленных частей направляющих 8 находится щарнирно установленная дугообразная полоса /5, поддерживаемая пружиной 16.
Действие описанного станка проходит в следующем порядке. Первоначально клепка накладывается из магазина на захват 7, расположенный продольно по отношению к направляющим 8 и обработка краев производитсп, как описано выше, циркулярными пилами или фрезами 5 (фиг. 1-3). В процессе дальнейщего продвижения захватов 7 бесконечной цепью 14 палец 10, и.чегощийся на нижней части захватов, выходит в кулачную канавку 13 направляющей поперечины 12, установленной неподвижно между направляющими 8, и благодаря повороту желобка захват поворачивается на 90 располагаясь на платформе 77 в поперечном положении. При дзльней. щем продвижении захват попадает под пружинящие полосы 15-16, которые при этом прижимают клепку к захвату. Обработка торцевых краев клепки производится циркулярными пилами 18, расположенными близ полосы 75. Когда захват / освобождается от действия полосы 75, обработанная клепка падает с захвата. При дальнейщем движении захватов последние поворачиваются
вновь в прежнее положение при пбмощи другой направляющей доски /2 с желобком.
Загрузка клепок на захваты может производиться автоматически. С этой целью над захватами / помещается магазин 18 (фиг. 1, 8), на нижней части которого имеется отверстие 19 по всей ширине ящика. Отверстие это занимает нижнюю часть магазина и боковую стенку на высоту одной клепки. Магазин 18 неподвижно поставлен таким образом, чтобы при движении захватов выступы 7 на них входили в уторы 8 клепок, загруженных в ящик. При движении захватов эти выступы 7 увлекают клепки из ящика и последние располагаются на захватах 7, причем выступы 7 входят в уторы 8, и, таким образом, клепка ложится на захват в правильном положении.
Предмет изобретения,
1.Форма выполнения станка, охарактеризованного в авторском свидетельстве К 26051, отличающаяся тем, что захваты 7 для клепок выполнены в виде тележек (фиг. 1 -3), снабженных упругиг- и зажимами заготовок 7, а в качестве орудий применены круглые пилы 5.
2.Форма выполнения станка по п. 1, отличающаяся тем, что захваты 7 (фиг. 4, 5) выполнены поворотными на 90 в целях последовательного фугования взаимно перпендикулярных граней клейки.
3.В станке по п. 2 применение для поворота захвата / поперечины 72 (фиг. 6, 7), связывающей ветви транспортерной цепи 7- (фиг. 1) и снабженной кулачной канавкой 75 для взаимодействия с пальцем 10 (фиг. 4, 5) на захвате 7.
4.В станке по пп. 1 и 2 применение на захвате 7 выступов 7 (фиг. 1-3) для размещения на них клепки своими уторами 8.
5.В станке по пп. 1 и 2 применение пружинных полос 75-16 (фиг. 1) против дуговых частей основной направляющей 8 в целях устранения схода с последней тележек с захватами. к зависимому авторскозгу свидетельству Г. Г. Тутубалина k 41168
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления штампованных бочек из древесного шпона | 1948 |
|
SU76172A2 |
| Агрегат для обработки клепки остова бочек | 1958 |
|
SU117231A1 |
| ДИСКОВЫЙ КЛЕПКОФУГОВАЛЬНЫЙ СТАНОК | 2006 |
|
RU2333830C2 |
| УСТРОЙСТВО КАРУСЕЛЬНОГО ТИПА ДЛЯ МЕХАНИЧЕСКОЙ СБОРКИ БОЧЕК ИЗ КЛЕПОК | 1935 |
|
SU46033A1 |
| Ручной переносный станок для нарезки утора и обрезки торцов клепок остова бочки | 1957 |
|
SU108001A1 |
| Станок для двусторонней фуговки клепок | 1973 |
|
SU471199A1 |
| Трехсторонний строгальный станок для обработки бочечной клепки | 1925 |
|
SU2966A1 |
| КЛЕПКОФУГОВАЛЬНЫЙ СТАНОК | 2006 |
|
RU2322339C2 |
| Станок для сборки бочек | 1991 |
|
SU1822818A1 |
| ФРЕЗЕРНЫЙ СТАНОК ДЛЯ ВЫБИРАНИЯ В ДЕРЕВЯННЫХ ДОЩЕЧКАХ НЕПОЛНЫХ ПРОДОЛЬНЫХ КАНАВОК | 1935 |
|
SU47428A1 |
Фиг.З
,,J
Фиг. 4
пJ,;
Фиг 5 7 5
Fv
/T-/MisTw
i о
p5 Фиг I/7

