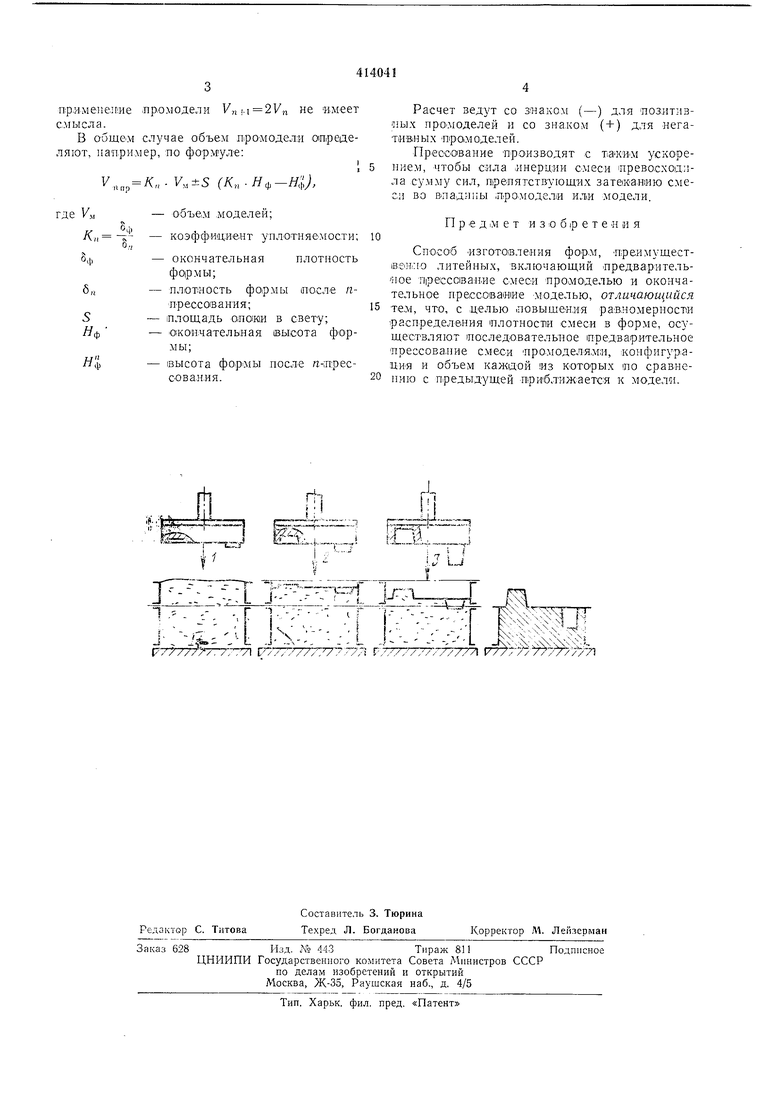
Изобретеиие отиосатся к литейному произ;водст1В1у, В Ч1аст ности к изготовлению литейиых фор,м. Известен способ .изготовления фор.м, преи.мущественно литейных, включающ-ий предварительное прессование смеси промоделью и окончательное л;рессоеа,ние .моделью. Однако известный способ «е позволяет равиомерео распределять ллотность смеси в форме. П|р.едлагаемый способ отличается от известного тем, что осущеспвляют последовательное предварительное .прессование смеси промоделями, конфигурация и объем каждой из которых 1ПО ораВиению с предыдущей приближается к модели. Э.то позволяет повысить равномерность .распределения плотности смеси в форме. На чертеже ,изо.бражепа схема, поясняющая предлагаемый способ. |После предвар.ительного уплотнения смеси промоделью / производят одно или несколько рромежуточиых шрессований по разнообъемнььм вторичным промодел1Я:М 2, величину объема каледой из которых выбир ают больше веЛИЧ.ИНЫ о;бъема прецыдущей иромодели, ,по ;меньще величины объема -модели 3, пр.ичем относительное .изменение удельного давления любого лреосоваиия по ср авнению с предыдущим выб.ирают ра«ным относительному изменению объема соответствующ.их про.моделей. Варианты способа могут выключать .изгото вление вначале болвлнов, а затем карманов в форме .и наоборот. При этом от1носительное изменение объема может быть равпы.м едииице, а абсолютное изменение объе.ма -2V„Например, .некоторое /г-п.рессова«ие производят позитивной промоделью объемом (У,,, а следующее п+ прессован е - негати.вной промоделью объемом (7„. i L,,, тогда относительное изменена1е объема У( -Г 1-1 I 1/1/ I L 1„ + 1 JI - V,,. а абсолютное изменение объема д / V „. ,-V,, ,-Vn 2У„. При этом отноои.тельное изменение давления Прессования также равно еди.нице, т. е. остается без изменен:ия, что означает, что после дв.ух смежных прессоваошй высота формы (Не изменяется. Но если объем промодели V„ объем промодели VnJ-i относятся как /(, а удельное давление прессования Я 1 кг/см, то P,,,.,/-r,,vP,, 2 г/см При иесоблюдени-и такого соотчтощения
п.р.именеи1ие лромодели У„м 21/„ не имеет с.мысла.
В общем случае объем Л1р0модел;и ompeaeляют, например, по формуле:
У,„, „- V,,±S (Кп-Нф-Н),
е VM
ооъем .моделей;
Su,
УС( - коэфс})И ц:иенг уплотняемости; 10
0;;
§Ф- окончательная плотность
формы;
6,i- плотность фО|рмы после пПрессования;15
S- площадь OiHOiKH в свету;
//Ф - |0 КОНчательяая высота формы;
Яф- высота после га-;н:ресоован.ия.20
Расчет ведут со зиаком (-) для Позлтив«ых про моделей и со зна.ком ( + ) для негативных Л1р01моделей.
Пресоование производят с таким ускорением, чтобы сила лнерцлн смеси лревосхоа; ла сумму сил, прелятствующих зате1Кан1ИЮ смесл во Впадины лро.модели или модели.
П р е д :М е т изобретения
Способ лзготО|Влелия фор.м, лреимущестiBeoi.ao литейных, включающий .предварительное пресс ванле смеси лролтоделью и окончательное прессоваиие моделью, отличающийся те,м, что, с делью ,повышен,ия равномерности распределения плотности смеси в форме, осуществл я ют 1П ос ледовате л ьн о е п р едв ар ител ьн ое лрессовалие смеси лро.моделял1и, ;конфнгур:ациЯ и объем каждой из которых ino сравнению с предыдущей при ближаетс я к модел.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ БЕЗОПОЧНЫХ ФОРМ | 1972 |
|
SU360143A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМ ПРЕССОВАНИЕМ | 1960 |
|
SU129289A1 |
| АВТОМАТ ДЛЯ БЕЗОПОЧНОЙ ФОРМОВЩ!-БИ5Л1^ | 1972 |
|
SU348273A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМ | 1973 |
|
SU381458A1 |
| УСТАНОВКА ДЛЯ ФОРМОВАНИЯ И ПРЕССОВАНИЯ СЫРА | 1971 |
|
SU303024A1 |
| Способ изготовления модели | 1979 |
|
SU884829A1 |
| Устройство для двухстороннего прессования литейных форм | 1978 |
|
SU789204A1 |
| Способ изготовления разовых литейных форм | 1982 |
|
SU1060299A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕ11НЫХ ФОРЛ\ | 1972 |
|
SU346014A1 |
| Устройство безопочной формовки | 1974 |
|
SU592338A3 |
-г7 --утт- -р.-;,-I - г J .;.- -.--.L J-- - .L LjrfiiVzind1- - /: --Г г/чч---: : ,, - I I я -. f 1,. - ,
. VL j-N--: ,л J--- - -- L. .j- .,- - i- „ -----,- L ..-.,4.;,
-.-ТП 1Г77- ///7-77-г77 :-777 7 ////Л Р77;-77 7 //;
/71
