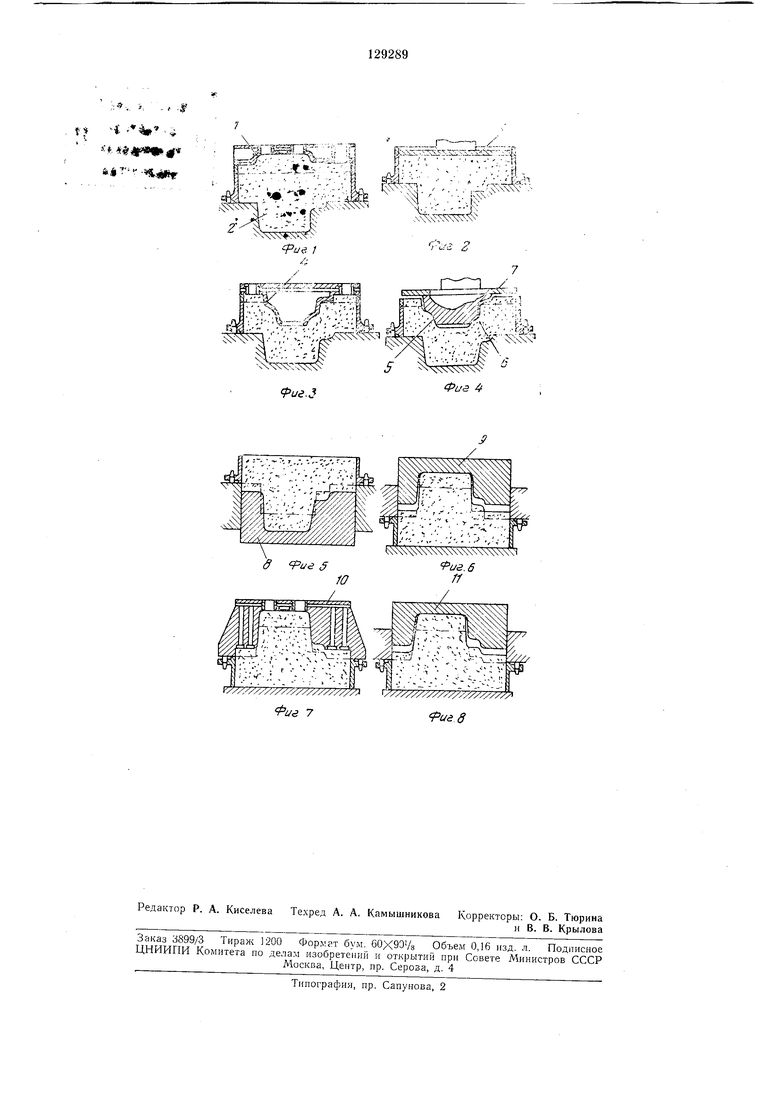
При применении известных способов изготовления форм прессованием не достигают равномерного или регулируемого уплотнения формовочной смеси. По описываемому способу этот недостаток устранен тем, что производят предварительное формирование формы при помощи контрмодели или промодели, а окончательное уплотнение - односторонним или двусторонним прессованием. Па фиг. 1-8 показаны возможные варианты выполнения предлагаемого способа изготовления нижних полуформ. Прессование колодкой. Вариант I (фиг. 1 и 2). При помощи контрмодели / со стороны контрлада получают слой смеси 2, обеспечивающий после прессования плоской колодкой 3 (фиг. 2) равномерное уплотнение формы. Вариант П (фиг. 3 и 4). При помощи контрмодели 4 со стороны контрлада формируется полость, подобная болвану, с равномерным слоем в 130 мм, благодаря чему обеспечивается равномерное уплотнение формы при ходе прессования 30 мм. В местах 5 и 5 для приДания прочности слой утолщен. Для уплотнения этих мест требуется ход прессовой колодки 7 больше, чем на 30 мм. Благодаря соответствующему профилю контрмодели встреча прессовой колодки с формой в местах 5 и 6 происходит раньще, чем с основным контуром нолости (фиг. 4). Прессование моделью. Вариант III (фиг. 5 и 6). При помощи промодели 8 со стороны лада получают болван с излишком смеси. Толщина излишнего слоя, уплотняемого в дальнейшем прессованием моделью, различная и пропорциональна высоте окончательного слоя формы, показанного пунктиром. Промодель 8 поднимается на 10 м.м, затем комплект поворачивается на ISO и промодель снимается. Место промодели 8 занимает модель 9 и проГхзводится прессование. Вариант IV (фиг. 7 и 8). Применяя пескодувный метод и промодель 10 получить болван в нужном положении, избежав кантовки, необходимой в предыдуи;ем варианте. Прессование (фиг. 8) осуществляется моделью // по предыдущему способу. Предмет изобретения Способ изготовления форм прессованием, отлича ои,ийся тем, что, с целью получения равномерного или регулируемого уплотнения формовочной смеси, производят предварительное формнрование формы при помощи контрмодели со стороны контрлада или промодели со стороны лада, а окончательное уплотнение-односторонинм нли двусторонним прессованием.
, . ( .J
;
.t t %:lI; ;
г-ч -- -A-::i 1 .11
,- -- --:
. fx,-л,
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для двухстороннего прессования литейных форм | 1987 |
|
SU1470426A1 |
| Способ изготовления литейных форм | 1980 |
|
SU910317A1 |
| СПОСОБ ДВУСТОРОННЕГО УПЛОТНЕНИЯ ФОРМ | 1992 |
|
RU2017563C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2472600C1 |
| Способ изготовления разовых литейных форм | 1982 |
|
SU1060299A1 |
| Способ изготовления литейных форм прессованием | 1982 |
|
SU1161227A1 |
| ПАТЕНТНО- 1ft | 1970 |
|
SU265380A1 |
| Способ изготовления литейных форм | 1978 |
|
SU1234039A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМБИНИРОВАННЫХ ЛИТЕЙНЫХ ФОРМ ИЗ ЖИДКОСТЕКОЛЬНЫХ САМОТВЕРДЕЮЩИХ СМЕСЕЙ | 2010 |
|
RU2486987C2 |
| Способ изготовления литейных форм | 1977 |
|
SU747608A1 |
/ ////////7/ //// ////// ////////7/7///7////////
Фие 7fue 3
