Известен автомат для безопочной формовки, включающий многопозиционный поворотный барабан со сквозными окнами, механизм для дозировки и предварительного уплотнения смеси, устройство для прессования смеси, имеющее две прессующие плиты с моделями и приводами для их перемещения, включающими рычаги усиления, и устройство для выталкивания, сборки и транспортирования готовых форм по лотку.
Однако в таком автомате окна барабана неточно фиксируются относительно лотка, что вызывает брак по перекосу отливок, а из-за неодновременного движения прессующих плит с моделями - брак по подрывам форм.
Описываемый автомат отличается от известного тем, что окна в барабане имеют цилиндрическую форму и в них установлены рамки с отверстиями, соответствующими габаритам форм, а приводы перемещения прессующих плит с моделями снабжены механизмом синхронизации их движения, установленным до рычагов усиления. Кроме того, механизм синхронизации движения прессующих плит с моделями выполнен в виде реечно-щестеренчатой передачи.
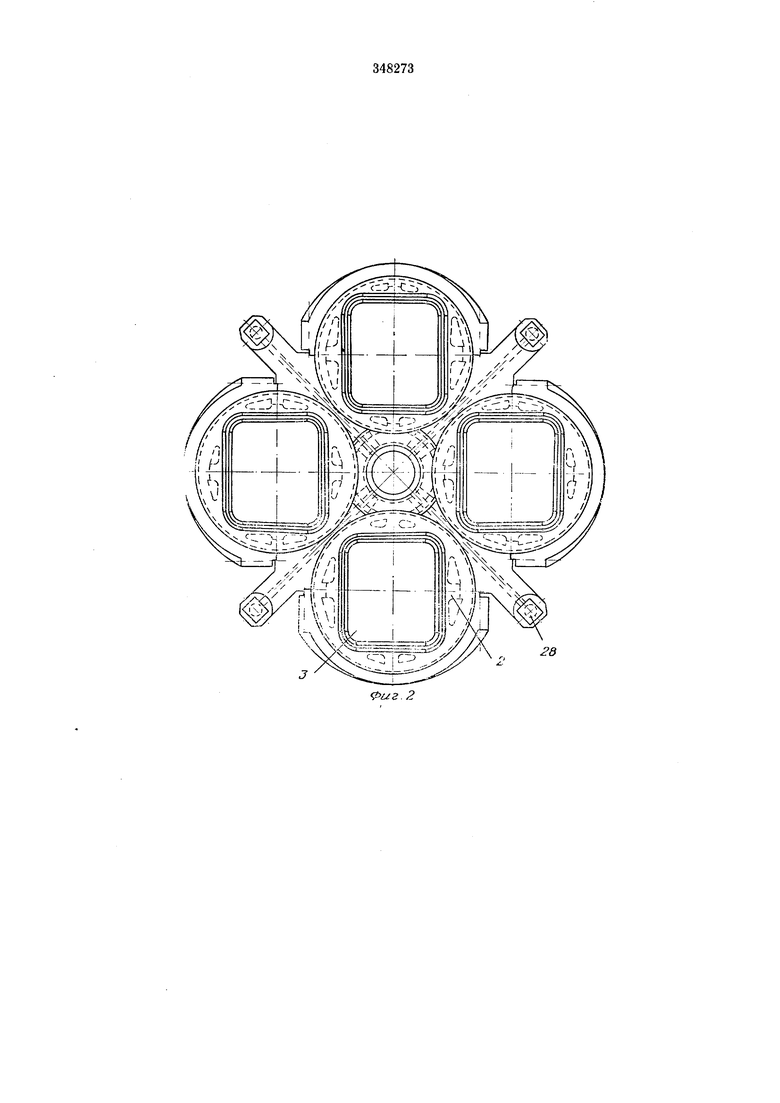
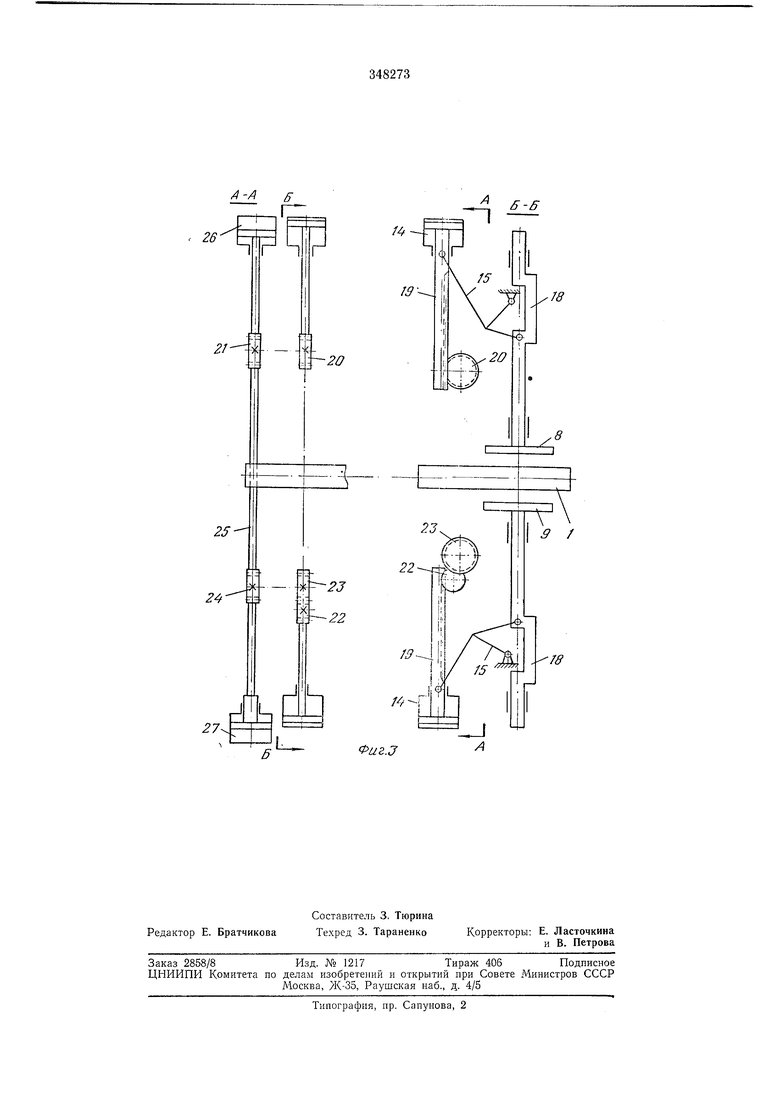
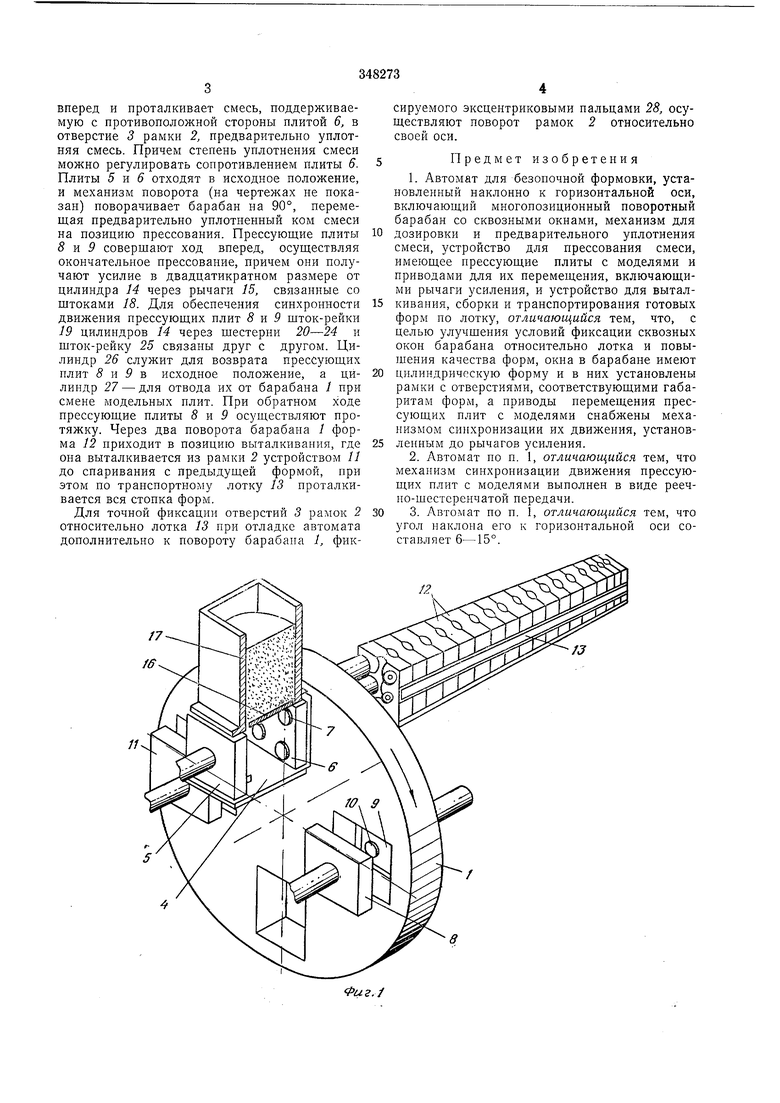
На фиг. 1 схематически изображен описываемый автомат; на фиг. 2 - барабан, общий вид; на фиг. 3 - привод прессующих плит с моделями с разрезами ио Л-Л и Б-Б.
Автомат состоит из барабана 1 с рамками 2, имеющими сквозные отверстия 3, соответствующие габаритам форм; механизма для дозировки и предварительного уплотнения смеси, выполненного в виде закрытой камеры 4,
две противоположные стенки которой образованы прессующими плитами 5 и 6 с моделями 7; устройства для прессоваиия смеси, имеющего две прессующие плиты 8 и 9 с моделями 10 и приводами для их перемещения; устройства // для выталкивания формы 12, сборки и транспортирования готовых форм 12 по лотку 13. Ось вращения барабана 1, исполнительные механизмы и лоток 13 расположены под углом 6-15° к горизонту для уменьщения усилия
проталкивания стопки форм и улучшения условий простановки стержней и заливки металла. Приводы для перемещения прессующих плит 8 н 9 состоят из рабочих цилиндров 14, рычагов 15 усиления и механизма синхроннзации движения прессующих плит 5 и Я выполненного в виде реечно-щестеренчатой передачи.
вперед и проталкивает смесь, поддерживаемую с противоположной стороны плитой 6, в отверстие 3 рамки 2, предварительно уплотняя смесь. Причем степень уплотнения смеси можно регулировать сопротивлением плиты 6. Плиты 5 и 5 отходят в исходное положение, и механизм поворота (на чертежах не показан) поворачивает барабан на 90°, перемещая предварительно уплотненный ком смеси на позицию прессования. Прессующие плиты 5 и Р совершают ход вперед, осуществляя окончательное прессование, причем они получают усилие в двадцатикратном размере от цилиндра 14 через рычаги 15, связанные со штоками 18. Для обеспечения синхронности движения прессующих плит 8 и 9 шток-рейки 19 цилиндров 14 через щестерни 20-24 и шток-рейку 25 связаны друг с другом. Цилиндр 26 служит для возврата прессующих плит 8 и 9 ъ исходное положение, а цилиндр 27 - для отвода их от барабана / при смене модельных плит. При обратном ходе прессующие плиты 8 и 5 осуществляют протяжку. Через два поворота барабана 1 форма 12 приходит в позицию выталкивания, где она выталкивается из рамки 2 устройством 11 до спаривания с предыдущей формой, при этом по транспортному лотку 13 проталкивается вся стопка форм.
Для точной фиксации отверстий 5 рамок 2 относительно лотка 13 при отладке автомата дополнительно к повороту барабана 1, фиксируемого эксцентриковыми пальцами 28, осуществляют поворот рамок 2 относительно своей оси.
Предмет изобретения
1.Автомат для безопочной формовки, установленный наклонно к горизонтальной оси, включающий многопозиционный поворотный барабан со сквозными окнами, механизм для дозировки и предварительного уплотнения смеси, устройство для прессования смеси, имеющее прессующие плиты с моделями и приводами для их перемещения, включающими рычаги усиления, и устройство для выталкивания, сборки и транспортирования готовых форм по лотку, отличающийся тем, что, с целью улучшения условий фиксации сквозных окон барабана относительно лотка и повышения качества форм, окна в барабане имеют цилиндрическую форму и в них установлены рамки с отверстиями, соответствующими габаритам форм, а приводы перемещения прессующих плит с моделями снабжены механизмом синхронизации их движения, установленным до рычагов усиления.
2.Автомат по п. 1, отличающийся тем, что механизм синхронизации движения прессующих плит с моделями выполнен в виде реечио-шестеренчатой передачи.
3.Автомат по п. 1, отличающийся тем, что угол наклона его к горизонтальной оси составляет 6-15°.
28
Фиг. 2
-Л ff
26
fe
/-2О
2S-23
24-22
J
270л г. J
| название | год | авторы | номер документа |
|---|---|---|---|
| РОТОРНЫЙ АВТОМАТ ДЛЯ ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ ПОРОШКОВЫХ МАТЕРИАЛОВ | 1972 |
|
SU341683A1 |
| Формовочное устройство для изготовления безопочных форм | 1986 |
|
SU1627079A3 |
| ДИСТАНЦИОННО-УПРАВЛЯЕМАЯ ЛИНИЯ | 1967 |
|
SU203171A1 |
| Автомат безопочной стопочной формовки | 1980 |
|
SU944749A1 |
| Автомат безопочной формовки | 1979 |
|
SU835602A1 |
| Машина для изготовления безопочных литейных форм | 1982 |
|
SU1060297A1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ПРОИЗВОДСТВА | 1967 |
|
SU197934A1 |
| Установка для горизонтально-стопочной безопочной формовки | 1978 |
|
SU738749A1 |
| ПЕСКОДУВНАЯ МАШИНА | 1973 |
|
SU373080A1 |
| Способ сборки безопочных форм в вертикальную стопку и устройство для его осуществления | 1988 |
|
SU1719149A1 |