1
Изобретение относится к области литейного производства, в частности к оборудованию для центробежного литья.
Известен стержень для изготовления труб с раструбом центробежныл снособом, состоящий из держателя, представляющего собой металлическое кольцо, наружный контур которого новторяет внутренние очертания оболочки- стержня из листового материала, надеваемого на держатель и полностью защии;ающего от воздействия на него жидкого металла. При заливке жидкий металл заполняет полость раструба формы и сваривается с листовым оболочкой-стержнем. Для устранения торможения усадки держатель выполнен из нескольких нодиружиненных сегментов. После извлечения держателя из раструбной части формы оболочка - стержень остается в отливке и его внутренние очертания полностью образуют внутреннюю область раструба трубы.
Недостатками такого стержня для изготовления труб с раструбом центробежным способом является то, что он не может быть использован для формирования цилиндрической части раструба отливки только при номощи центробежной силы и затрудняет извлечение приспособления носле заливки металла, так как нод действием сил усадки металла возможно зажатие держателя и стержня в раструбной части отливки.
Цель изобретения состоит в том, чтобы разработать такой стержень для образования полости раструба труб нри центробежной отливке, который обеспечил бы формирование цилнндрпческо части раструба отливкн только при центробежной силы и облегчил извлечение стержня из отливки.
Для этого корпус предлагаемого стержня выполнен с зазором относительно внутренпего диаметра раструба отливки, исключающим контакт заливаемого металла с его боковой поверхностью, и его передняя часть выполнена со вторым фланцем, имеющим наружную конусную поверхность, на которой установлена
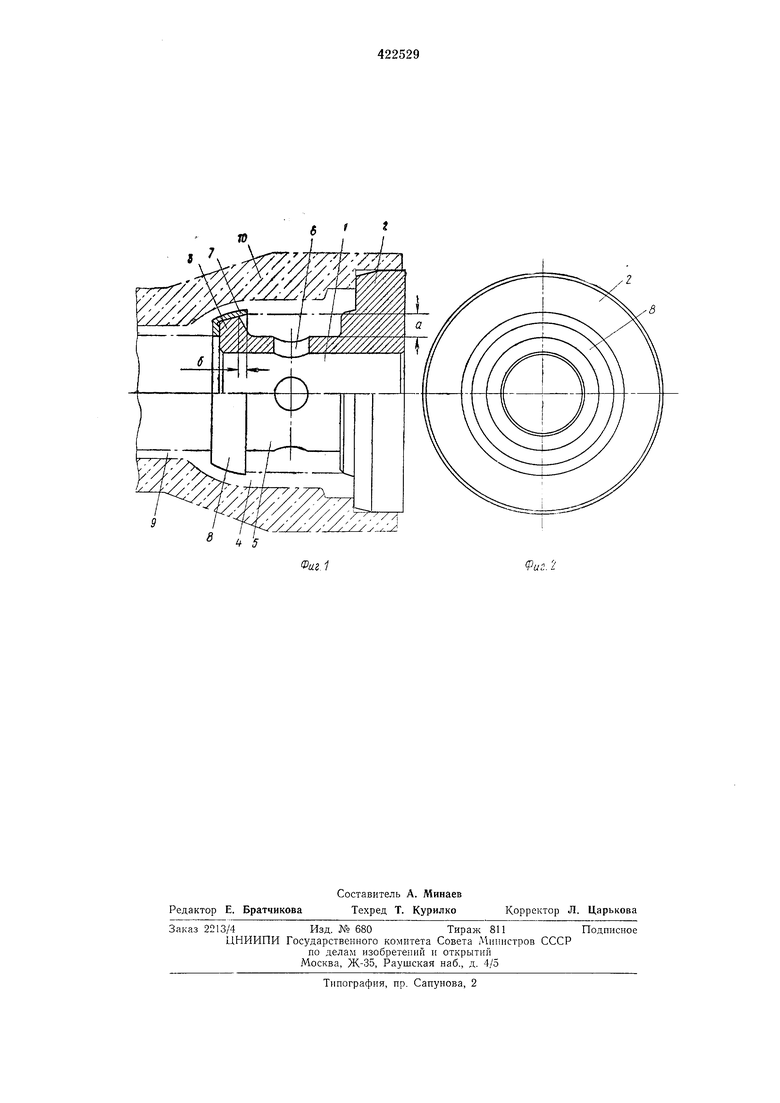
с напуском на фланец съемная кольцевая нерегородка в виде стакана, отделяющая раструб литейной формы от цилиндрической части и ограничивающая проход жидкого металла в раструб формы, при этом нерегородка сваривается без полого расплавления с заливаемым металлом и образует своей внутренней поверхпостью в отливке место перехода раструбной части трубы в цилиндрическую часть. На фиг. 1 изображен общий вид оиисываемого стержня с разрезом одной четверти; на фиг. 2 - то же, вид слева.
Стержень состоит из корпуса 1, имеющего запорный фланец 2 в основании и второй 4)лапец 3 в передне; части. Корпус 1 стержня
вынолнен с зазором а относительно внутреннего диаметра раструба 4 отливки достаточной величины, исключающей контакт заливаемого металла с его боковой поверхностью 5, имеющей отверстия 6, служащие для выхода газов при заливке металлом раструба 4. Передний фланец 3 стержня имеет наружную конусную поверхность 7, на которой установлена с напуском б на фланец 3 съемная кольцевая перегородка 8, отделяющая раструб 4 литейной формы от цилиндрической части 9 и ограничивающая проход жидкого металла в раструб 4 формы 10. Конусная поверхность 7 фланца 3 обеспечивает удержание перегородки 8 на фланце 3 во время заливки металлом раструба 4 и свободное извлечение фланца 3 корпуса 1 стержня из перегородок 8 цосле окончания заливки.
Стержень фланцем 2 крепится к механизму для его установки и извлечения (на чертежах не показан).
Описанный раструбный стержень работает следующим образом.
На конусную поверхность 7 фланца 2 стержня надевают кольцевую перегородку 8, затем при помощи механизма установки и извлечения стержня в раструб 4 литейной формы 10 устанавливают стержень, закрывающий фланцем 2 литейную форму 10 с торца. Затем с хвостовой части, вращающейся вместе со стержнем литейной формы 10, вводят желоб (на чертежах не показан) и производят при помощи желоба заливку жидкого металла порцией, необходимой для получения раструбной части трубы, п в течение небольшого времени продолжают нодачу металла на желоб с движением желоба назад из формы 10 минимальной струей с дальнейшей нормальной подачей металла, необходимой для равномерного формирования цилиндрической части 9 трубы. Первоначально поданная порция металла встречает на своем пути кольцевую перегородку 8, металл проходит в промежуток между стенкой формы 10 и перегородкой 8 и заполняет цилиндрическую часть раструба 4 и фланец литейной формы 10, распределяясь под действием центробежной силы, и образуя
цилиндрическую внутреннюю поверхность в месте, исключающем контакт жидкого металла с боковой поверхностью 5 корпуса 1 стержня. При этом оформляется раструб 4 отливаемой трубы.
Перегородка 8 при заливке жидкого металла в раструб 4 формы 10 сваривается без полного расплавления с заливаемым металлом. Отливка цилиндрической части 9 трубы
производится обычно после указанного периода кратковременного уменьшения подачи металла на желоб.
Раструбный стержень извлекают из формы 10 после образования корки металла на поверхности залитого раструба 4, не прекращая заливку цилипдрической части 9 трубы. При этом фланец 3 корпуса 1 стержня свободно выходит из внутренней конусной поверхности кольцевой перегородки 8.
Папуск б на фланец 3 кольцевой перегородки 8 предусмотрен для гарантии извлечения фланца 3 на конусной поверхности перегородки 8 в случае подачи большей первоначальной порции жидкого металла с желоба и образования более толстой стенки раструба 4 трубы.
П ip е д м е т и з о б р е т е « и я
Стержень для образования полости раструба труб при центробежной отливке, включающий формообразующий корпус с занорцым фланцем в основании, установленный в раструб литейной формы, отличающийся тем, что, с целью улучшения извлечения стержня из отливки за счет формирования цилиндрической части раструба центробежными силами, формообразующий корпус стержня в его цилиндрической части выполнен с зазором относительно внутреннего диаметра раструба
отливки, а его передняя часть выполнена с наружной конусной поверхностью, на которой установлена с напуском съемная кольцевая перегородка, отделяющая раструбную часть от цилиндрической части литейной
формы.
Раг.1
Фи f
| название | год | авторы | номер документа |
|---|---|---|---|
| Раструбный стержень для изложницы центробежной машины | 1978 |
|
SU719798A1 |
| Раструбный стержень | 1975 |
|
SU555982A1 |
| Раструбный стержень для изложницы центро-бЕжНОй МАшиНы | 1979 |
|
SU831302A1 |
| Стержень для образования полостиРАСТРубА ТРуб пРи цЕНТРОбЕжНОМ лиТьЕ | 1979 |
|
SU850291A2 |
| УСТРОЙСТВО ДЛЯ ВЫПОЛНЕНИЯ ПОЛОСТИ РАСТРУБА ТРУБ ПРИ ЦЕНТРОБЕЖНОЙ ОТЛИВКЕ | 1973 |
|
SU435060A1 |
| Форма для центробежного литья раструбных труб | 1981 |
|
SU986584A1 |
| Раструбный стержень для изложницы центробежной машины | 1977 |
|
SU738757A1 |
| Раструбный стержень для изложницы центробежной машины | 1977 |
|
SU691239A1 |
| Раструбный стержень для изложниц центробежных машин | 1983 |
|
SU1161234A1 |
| Устройство для транспортировки и установки раструбного стержня в центробежную форму | 1976 |
|
SU598548A3 |