1
Изобретение относится к области литейного производства, в частности к оборудованию для центробежного литья труб.
Известен вращающийся дорн-стержень, эксцентрично укрепленный на оси, предназначенный для образования внутренней поверхности яолых слитков. При заливке металла в форму стержень, деформируя свежеобразовавшуюся корку, освобождается от нее, благодаря чему О;беопечи вается свободная усадка металла.
Недостатками такого дорн-стержня является то, что при образовании внутренней поверхности полых слитков из металла, не обладающего ковкими свойствами (чугуна) и деформировании свежеобразова1вшейся корки залитого металла, не поддающаяся ковке «орка чугуна должна частично выпучиваться в торцах отливки, и только в этом случае дорнстержень сможет освободиться от нее. При наличии же жестко закрепленных крышек в торцах формы и отсутствии возможности частичного выхода корки металла в торцах отливки ос1вобождение дорн-стержня крайне затруднительно.
Целью изобретения является улучщение условий освобождения стержня от внутреннего слоя металла отливки.
Для этого стержень предлагаемого устройства со стороны формообразующей поверхности и со стороны запорного фланца подпружинен, а соосная со стержнем втулка установлена в отверстии корпуса с зазором, больщим величины эксцентриситета конца приводного вала.
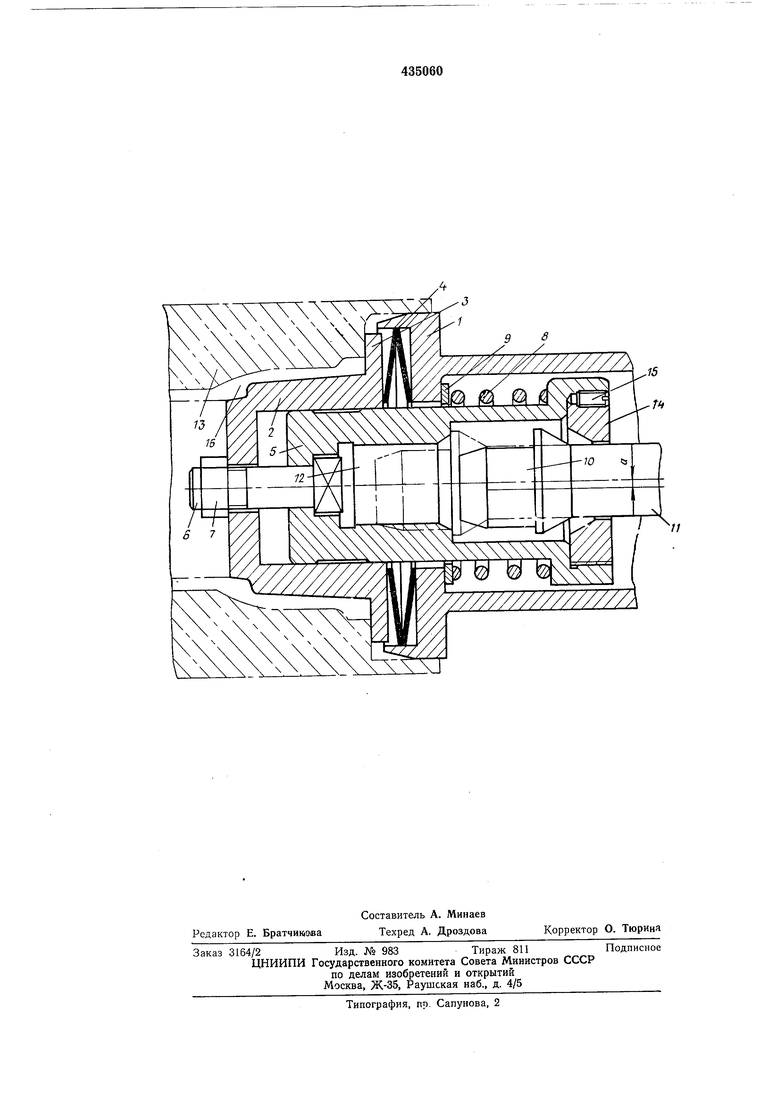
Предлагаемое устройство схематически изображено на чертеже.
Устройство состоит из корпуса 1 для возвратно-поступательного перемещения стержня, пустотелого стержня 2 с формообразующей наружной поверхностью и с фланцем 3, опирающимся на пружину 4, установленным подвижно на ооосной с ним втулке 5 и закрепленным к ней подвижно при помощи болта 6 и гайки 7. Втулка 5 фланцем опирается на пружину 8 и шайбу 9 и через болт 6 подпружинивает стержень 2 со стороны его формообразующей поверхности.
Ось конца 10 приводного вала dl, входящего в отверстие 12 втулки 5 эксцентрично смещена на величину а. Вал И конусной шейкой контактирует при извлечении стержня 2 из формы 13 с конусным отверстием крышки
14, ввернутой во втулку 5 и застопоренной от проворачивания винтами 15.
Втулка 5 установлена в отверстии корпуса 1 с зазором, большим величины эксцентриситета конца 10 приводного вала .
Стержень 2 лри помощи корпуса 1 устанавливается в форме 13 и образует наружной поверхностью раструб трубы 16.
Описанное устройство работает следующим образом.
Закрепленный к механизму .воз В1раТ1но-поступательного перемещения корпус 1 поступательным движением вводят в форму 13 и устанавливают в ее раструбной части стержень 2, при этом нерабочая сторона фланца 3 взаимодействует с пружиной 4, а конец 10 приводного вала И, связанного с приводами возратно-лоступательного перемещения и вращательного движения, и конусная щейка вала 11 устанавливаются в нейтральном положеНИИ (какпоказано на чертеже).
Затем заливают раструб жидким металлом, и в начале затвердевания внутреннего слоя металла вводят в отверстие Ш втулки 5 конец 10 вала 11 с кратковременным .включением вращения вала 11. При этом стержень 2 деформирует затвердевающий внутренний слой металла и не поддающаяся пластической деформации (ковке) корка металла воздействует на подпружиненную пружиной 8 формообразующую поверхность стержня 2 и на подпружиненный пружиной 4 запорный фланец 3 стержня 2, который минимально подается, сжимая пружину 4 и образуя незначительно выпуклый торец раструбной части отливки.
Стержень 2 извлекают из формы 13 возвратным движением вала 11, взаимодействующего с крышкой )14, после образования корки металла на всей поверхности залитого раструба, не прекращая заливку цилиндрической части трубы. При этом стержень 2, освобожденный от корки металла, свободно выходит из полости раструба отливки.
Повторение цикла начинают с установки в раструбной части формы il3 стержня 2.
Предмет изобретения
Устройство для выполнения полости раструба труб при центробежной отливке, включающее корпус с возможностью возвратнопоступательного перемещения раструбного стержня вдоль продольной оси формы и пустотелый раструбный стержень с формообразующей поверхностью и запорным фланцем, установленный подвижно на соосной с ним втулке, Э К1С|Цеетр1ично 1смещенной отпО|СИтельно конца приводного вала, входящего во втулку, о т л и ч а ю щ е е с я тем, что, с целью улучшения условий освобождения раструбного стержня от отливки, он подпружинен со стороны формообразующей поверхности и с нерабочей стороны запорного фланца, а соосная с раструбным стержнем втулка установлена в отверстии корпуса с зазором, большим величины эксцентриситета конца приводного вала.

| название | год | авторы | номер документа |
|---|---|---|---|
| СТЕРЖЕНЬ ДЛЯ ОБРАЗОВАНИЯ ПОЛОСТИ РАСТРУБА ТРУБ ПРИ ЦЕНТРОБЕЖНОЙ ОТЛИВКЕ | 1972 |
|
SU422529A1 |
| Раструбный стержень для изложницы центро-бЕжНОй МАшиНы | 1979 |
|
SU831302A1 |
| Раструбный стержень для изложницы центробежной машины | 1977 |
|
SU738757A1 |
| СТЕРЖЕНЬ ДЛЯ ЦЕНТРОБЕЖНОЙ ОТЛИВКИ РАСТРУБНЫХ ТРУБ | 1973 |
|
SU396170A1 |
| Раструбный стержень для изложницыцЕНТРОбЕжНОй МАшиНы | 1979 |
|
SU839675A1 |
| Раструбный стержень для изложниц центробежных машин | 1983 |
|
SU1161234A1 |
| Раструбный стержень для центробежной отливки труб | 1980 |
|
SU863165A1 |
| Раструбный стержень для изложницы центробежной машины | 1977 |
|
SU691239A1 |
| Форма для центробежного литья раструбных труб | 1981 |
|
SU986584A1 |
| Раструбный стержень | 1973 |
|
SU469532A1 |