1
Изобретение относится к области обработки металлов давлением, а именно к л.ж;товой штампойке, и может быть использовано п;ри производстве полых цилиндрических изделий из а1Н,иэотроп«ых материалов.
Известны штампы для вытяжки, имеющие матрицы с конической заходной частью с поСТОЯ1НИЫМ по ,ко«туру углом и ВЫТЯЖ1НОЙ кромкой у рабочего пояска, лежащей в одной плоскости.
Однако известные штампы обеспечивают постоянство условий дефо1рми1рования по всему контуру, что в случае вытяжки цилиидрических изделий из анизот роиных материалов с неоднородными по контуру овойства:М.и цриводит к неравНОМерности деформаций по контуру и по высоте изделия, в результате чего Образуются фестоны, местные утолщен.ия и впадины по краю.
Для более равйсмериого распределения деформаций вдоль стенки и по контуру изделия в процессе вытяжки аяивотропного материала в предлагаемом штампе -на участке конуса матрицы, прилегающем к рабочему отверстию, выполнены ориентированные в двух взаимно парпендикулярных направлениях, совпадающих с «вправлением образования фестоиов на заготовке, радиальные канавки, нлавно переходящие в поверхность конуса и пересекающие рабоч,ий поясок ниже
у1рЖ№я его верхней кром1ки, причем угол наклона образующих поверхности канавок к вертикали меньше угла наклона образующих конуса матрицы, а ширина каждой канавки у
рабочего отверстия матрицы соответствует ширине фестона.
Кроме того, для выравнивания края изделия на участках рабочей поверхности матрицы, распоутоженных между канавками, вытяЖ.НОЙ зазор выполняют меньшим, чем на остальных участках.
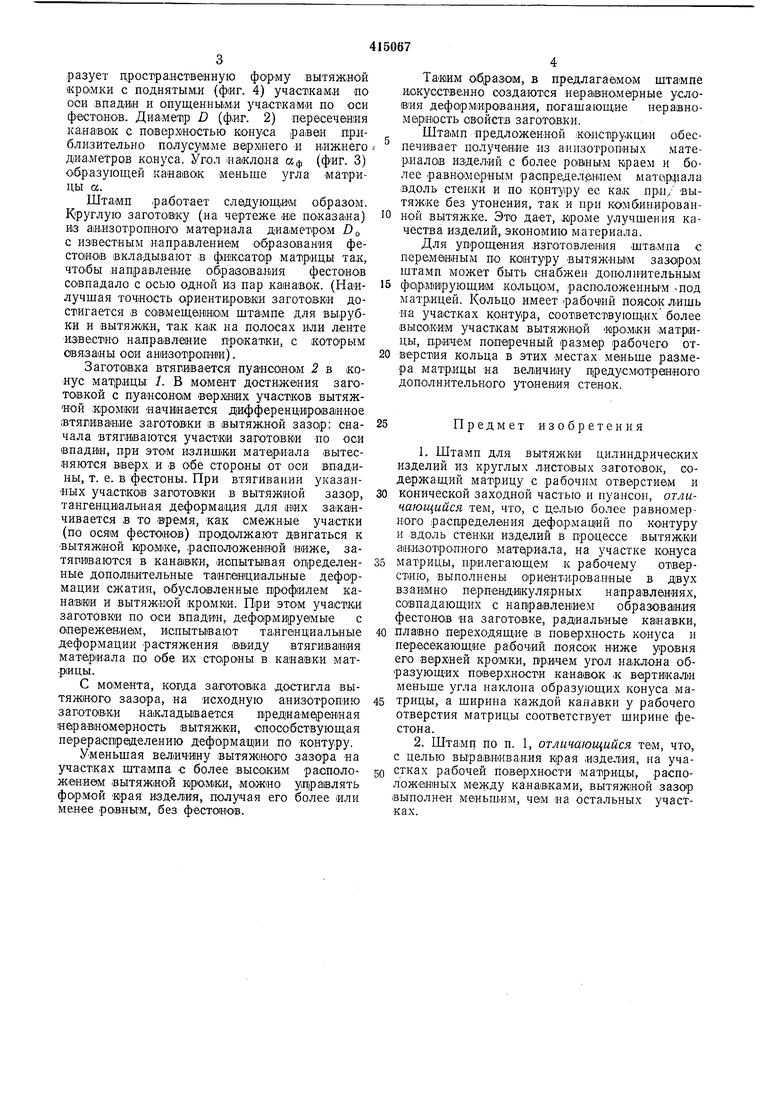
На фиг. 1 показа1на матрица предлагаемого штампа, разрез А-А по образующей конуса; на фиг. 2-вид сверху на рабочую часть
матрицы; на фиг. 3- раЗ|рез Б-Б матрицы по образующим канавок с видом профиля канавки (вид В); на фиг. 4-приближенная развертка рабочего пояока матр,и1цы с контуром вытяжной .
Штамп содержит коническую матрицу /, предназначенную для вытяжки, со окладкодержателем (на чертеже не показан) или без него и цилиндрический пуансон 2.
Заходный конус матрицы предлагаемого
штампа имеет параметры а, D , h (фиг. 1), рассчитываемые по известной методике. Канавки 3 (фиг. 3) по числу фестонов равномерно распределены по контуру поверхности заходного конуса. Пересекаясь с рабочим пояском матрицы, профиль канавки об.разует дростраиственную форчму вытяжной «pOiMKH с ПОДНЯТЫМ.И (фиг. 4) участками по оси впадин и о.пущенны1М.и участками по оси фестонов. Диам:ет1р D (фиг. 2) пересечения кававок с поверхностью кОНуса равен приблизительно по.лусум,ме верянего И н.иж.него диа.метров ко.нуса. Угол наклона аф (фиг. 3) образующей каиавок меньше угла матрицы ее. Штамп ра/ботает следующим о бразом. Круглую заготовку (на чертеже Hie показана) из анизотропного маТе1рИала диа1метром D с известным направлением образования фестонов вкладывают в фиксатор матрицы так, направление обравован1ия фестонов совпадало с осью одной из пар канаво.к. (Наилучшая TO4HOiCTb .ориентировки заготовки достигается в сов1мещан1нюм штампе для вырубки и вытяжки, так каж на полосах или ленте известно направление прокатки, с которым связаны оси а.иизотроидаи). Заготовка втягивается пуансоном 2 в конус мат)рицы /. В момент достижения заготовкой с пуаисо.но1М верхних участков вытяжтаой начинается дифференцярОванное втягивание заготовки в вытяжной зазор: сначала втягиваются участии заготовки но оси впадин, при этом излишки мате риала .вытесняются .вверх и iB обе стороны от оси вп-адины, т. е. в фестоны. При втягивании указанных участков заготовки в вытяжной зазор, тангенциальная дефор.ма:дия для них заканчивается в то время, как смежные участки (по осям фестонов) продолжают двигаться к вытяжной KipoMiKe, расположенной ниже, затярвваются в канавки, испытывая оиределеиные дополнительные таНГе1Н1циаланые деформации сжатия, обусловленные профилем канатаки и вытяжкой :Кром.К1И. При этом участки заготовки по ОСИ впадин, деформируемые с опережбБиам, испытывают тангенциальные деформации растяжения ввиду втягивагаия материала по обе их стороны в канавки матрицы. С момента, когда заготовка достигла вытяжного зазора, на исходную анизотропию заготовки накладывается преднам е|ренная неравномерность вытяжки, СПОСОбствующая перераспределению деформации по контуру. Уменьшая вел1ИЧИ1ну 1ВЫтяж Н01ГО зазора на участках штампа с более высоким раоположением вытяжной К|рО|М1К,и, можно управлять фор.мой края изделия, получая его более или менее ровным, без фесТОнов. Таиим образом, в предлагаемом штампе и/окусственно создаются неравномерные условия дефорМ1Ирован.ия, погашающие HepaiBHoмарвюсть свойств заготовки. Шта.мп предложеННой ;ко 1СТ1рукции о-беспечивает получение из а низотроп1ных материалов изделий с более ровным К|раем и более равномерным распр.едел.,ен1ием маториала вдоль стенки и по контуру ее ка.к при/ вытяжке без утонения, так и при комбинированной вытяжке. Это дает, KipoMe улучшения качества изделии, экономию материала. Для упрощения изготовлевия шта.мпа с пер.емен1ным по контуру вытяжньим зазо1рО|М штамп может быть снабжен донолнительным формирующим кольцом, расположенным .под матрицей. Кольцо имеет рабочий поясок лишь на участках контура, соответст1вую.Щ(ИХ более высоким участкам вытяжной 1мро.м1ки амат.р)Иды, причем поперечный размер рабочего отверстия кольца в этих местах меньше раз.мера матрицы на величину П|редусмотрвН|НО.го дополнительного утоневия стено.к. Предмет изобретения 1. Штамп для вытяжки цилиндрических изделий из круглых листовых заготовок, содержащий матр.ицу с рабочим отверстием и конической заходной частью и пуансон, отличающийся тем, что, с целью более равномерного расп;ределения дефО|рма.ц1ИЙ по контуру и вдоль стенки изделий в процессе вытяжки анизотропного мате|риала, на участке конуса матрицы, прилегающем .к рабочему отверстию, выполнены ориенти.рова.нные в двух взаимно перПевдикулярных направлениях, со.впадающих с направлением образования фестонов на заготовке, радиальные канавки, плавно переходящие е поверхность конуса и пересекающие ра бочий поясок ниже уровня его верхней кромки, пр.ичем угол наклона Образующих поверхности канавок ж вертикалей меньше угла наклона образующих конуса матрицы, а ширина каждой канавки у рабочего отверстия матрицы соответствует ширине фестона. 2. Штамп по п. 1, отличающийся тем, что, с целью выравнивания изделия, на участках рабочей поверхности матрицы, .расположенных между канавками, вытяжной зазор выполнен меньшим, чем на остальных участках. иг Фиг I
5 « S
«i
Фиг ц.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ вытяжки полых деталей | 1981 |
|
SU988412A1 |
| Устройство для вытяжки цилиндрических оболочек из листовых металлов с плоскостной анизотропией механических свойств | 2019 |
|
RU2727404C1 |
| Устройство для вытяжки цилиндрических оболочек из листовых металлов с плоскостной анизотропией механических свойств | 2018 |
|
RU2691016C1 |
| СПОСОБ ВЫТЯЖКИ С ИНТЕНСИВНОЙ ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2638720C1 |
| Штамп для вытяжки листового материала | 1982 |
|
SU1082521A1 |
| ВСЕСОЮЗНАЯ I ;' Г- Я V?.,": Т!" f"; 'f t V ч f." I г г:" u я е? и:ч;л..;!а^-;г.Л:;?1 j;;i;l2/ih| | 1973 |
|
SU399271A1 |
| Способ получения оболочки с переменной толщиной стенки по периметру | 2021 |
|
RU2761569C1 |
| Способ вытяжки полых изделий | 1982 |
|
SU1018754A1 |
| ЗАГОТОВКА ОБОЛОЧКИ БИМЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 1999 |
|
RU2176569C2 |
| СПОСОБ ПРЕССОВАНИЯ ПРУТКОВ ИЗ ДИСПЕРСНО-УПРОЧНЕННЫХ АЛЮМИНИЕВЫХ СПЛАВОВ И МАТРИЦА ДЛЯ ПРЕССОВАНИЯ ПРУТКОВ ИЗ ДИСПЕРСНО-УПРОЧНЕННЫХ АЛЮМИНИЕВЫХ СПЛАВОВ | 2012 |
|
RU2562594C2 |

