1
Известно устройство для сборки узлов, например, звеньев втулочно-роликовых цепей, содержащее сборочное приспособление с базовыми элементами в виде штырей, число которых равно числу осей сборки, и сборочную головку с волноводом ультразвуковых колебаний.
Предлагаемое устройство отличается от известных тем, что с целью обеспечения предварительной ориентации собираемых деталей по осям сборки, волновод снабжен полыми стержнями, охватывающими базовые элементы при сближении сборочной головки и сборочного приспособления.
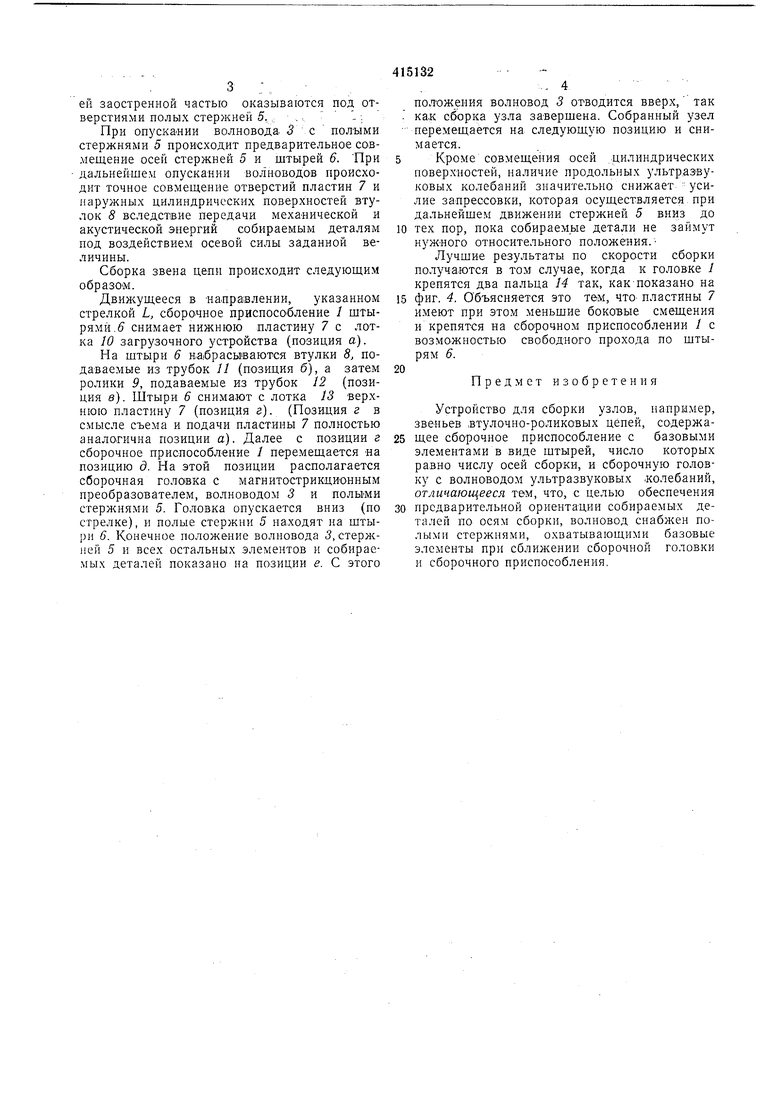
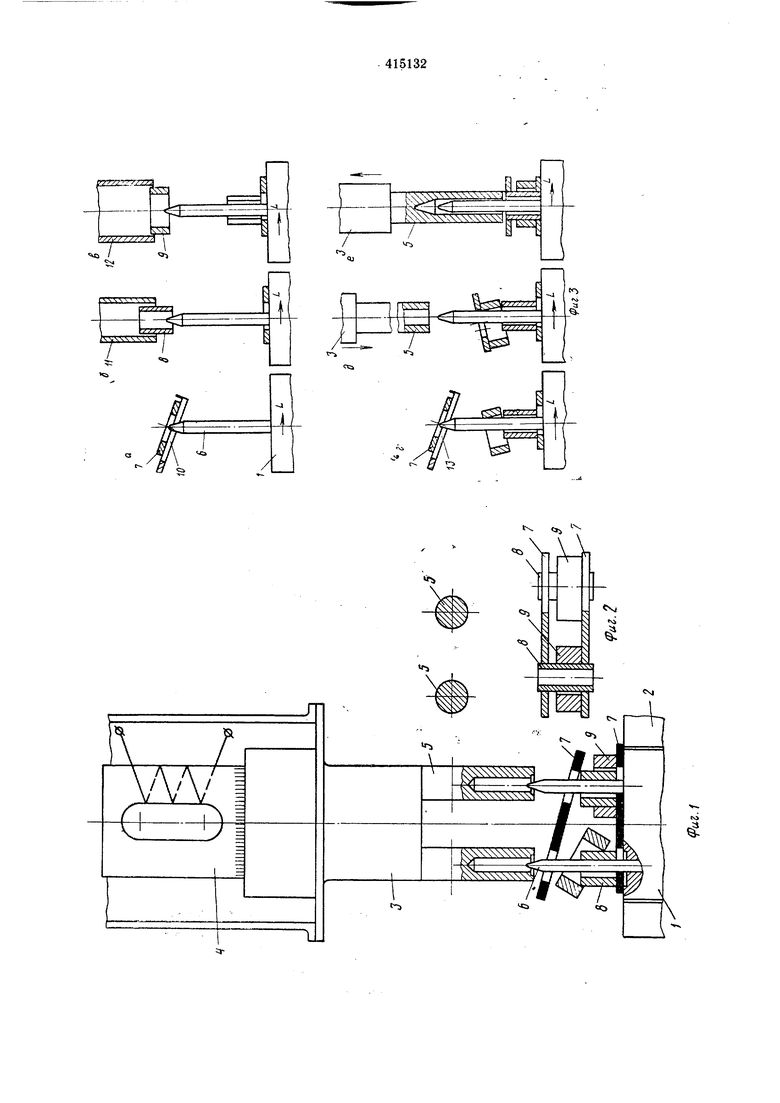
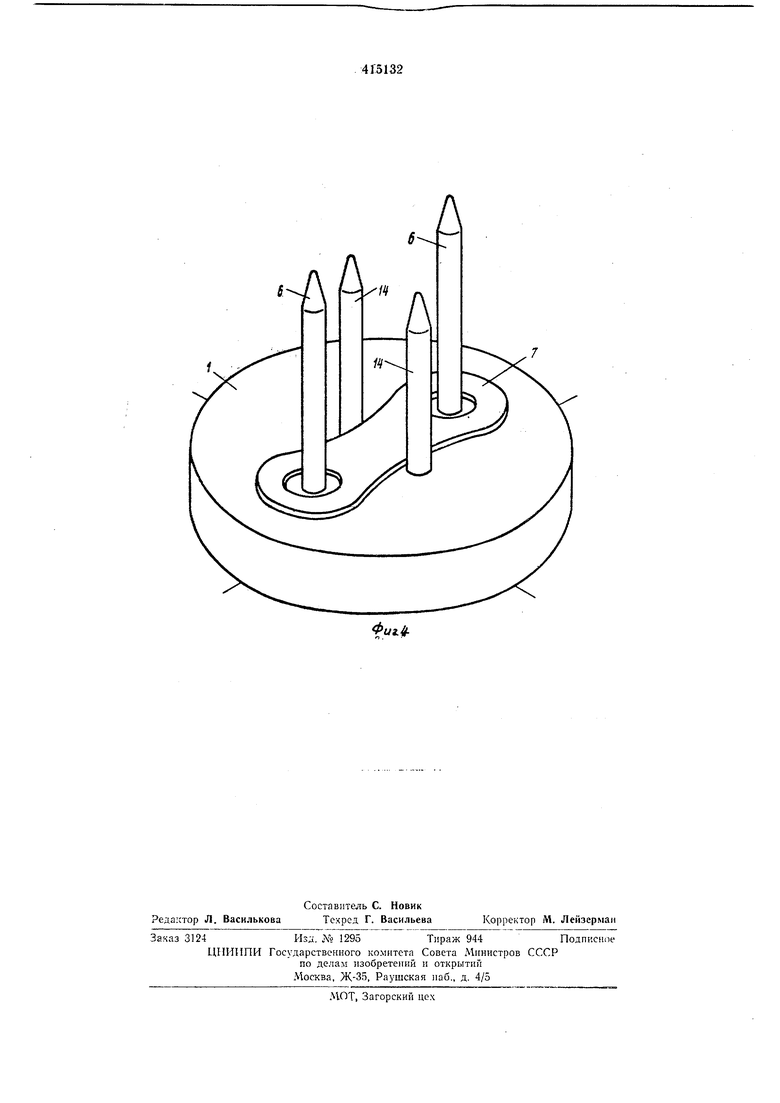
На фиг. 1 изображено предлагаемое устройство для сборки, общий вид; на фиг. 2- собранный узел, звено цепи; на фиг. 3-последовательность операций сборки звена цепи; на фиг. 4-вариант выполнения сборочного приспособления.
Устройство для сборки состоит из сборочного приспособления /, установленного на столе 2 станка (например, на планшайбе карусельного станка), и сборочной головки, выполненной в виде ультразвукового волновода 3, питаемого ультразвуковой энергией от магнитострикционного вибратора 4 и заканчивающегося двумя полыми стержнями 5.
Сборочное приспособление 1 снабжено двумя штырями 6, расстояние между которыми шагу собираемой цепи, а диаметр штырей б несколько меньше внутреннего диаметра втулок собираемой цепи. Верхняя часть штырей заострена, а на месте их крепления в приспособлении выполнены кольцевые выточки для улучшения базирования пластин цепи на плоскости сборочного приспособления.
Собираемый узел (звено цени) состоит из двух пластин 7, в которые запрессованы две 0 втулки 5 с предварительно надетыми на них роликами 9.
Полые стержни 5 волновода 3 сборочной головки расположены на расстоянии один от другого, равном шагу цепи, т. е. расстоянию 5 между осями штырей 6.
Полые стержни 5 свободно надеваются на штыри 6.
Устройство ра-ботает следующим образом. На позиции (или позициях) загрузки на штыри 6 набрасываются собираемые детали 7, 8, 9, причем первой и последней набрасываются пластины 7.
Порядок поступления остальных деталей катушки значения не имеет.
25 Собирае: 1ые детали, набранные на штыри б, могут занимать любое относительное ноложение (например, показанное на фиг. 1). Затем стол 2 станка со сборочным приспособлением / подается под волновод 3 сборочной головки таким образом, что штыри 6 своей заостренной частью оказываются под отверстиями полых стержней 5,:; . . - .
При опускании волновода 3с полыми стержнями 5 происходит предварительное совмещение осей стержней 5 и штырей 6. При дальнейшем опускании волноводов происходит точное совмещение отверстий пластин 7 и наружных цилиндрических поверхностей втулок 8 вследствие передачи механической и акустической энергий собираемым деталям под воздействием осевой силы заданной величины.
Сборка звена цепи происходит следующим образом.
Двилсущееся в на.правлении, указанном стрелкой L, сборочное приспосОбление / щтырямй. снимает нижнюю пластину 7 с лотка 10 загрузочного устройства (позиция а).
На щтыри 6 на|брасы1ваются втулки 8, подаваемые из трубок 11 (позиция б), а затем ролики 9, подаваемые из трубок 12 (позиция в). Штыри 6 снимают с лотка 13 верхнюю пластину 7 (позиция г). (Позиция г в смысле съема и подачи пластины 7 полностью аналогична позиции а). Далее с позиции г сборочное приспособление / перемещается яа позицию д. На этой позиции располагается сборочная головка с магнито-стрикционным преобразователем, волноводом 3 и полыми стержнями 5. Головка опускается вниз (по стрелке), и полые стержни 5 находят на штыри 6. Конечное положение волновода 5, стержней 5 и всех остальных элементов и собираемых деталей показано на позиции е. С этого
положения волновод 3 отводится вверх, так как сборка узла завершена. Собранный узел перемещается на следующую позицию и снимается.
Кроме совмещения осей цилиндрических поверхностей, наличие продольных ультразвуковых колебаний значительно снижает усилие запрессовки, которая осуществляется, при дальнейщем движении стержней 5 вниз до
тех пор, пока собираемьте детали не займут нужного относительного положения.Лучшие результаты по скорости сборки получаются в том случае, когда к головке 1 крепятся два пальца 14 так, как-показано на
фиг. 4. Объясняется это тем, что пластины 7 имеют при этом меньшие боковые смещения и крепятся на сборочном приспособлении / с возможностью свободного прохода по штырям 6.
Предмет изобретения
Устройство для сборки узлов, например, звеньев втулочно-роликовых цепей, содержащее сборочное приспособление с базовыми элементами в виде штырей, число которых равно числу осей сборки, и сборочную головку с волноводом ультразвуковых .колебаний, отличающееся тем, что, с целью обеспечения
предварительной ориентации собираемых деталей по осям сборки, волновод снабжен полыми стержнями, охватывающими базовые элементы при сближении сборочной головки и сборочного приспособления.
ххч чЧЧЧЧЧ j uK
v
SS:2
| название | год | авторы | номер документа |
|---|---|---|---|
| Сборочный агрегат | 1979 |
|
SU872177A1 |
| Устройство для сборки запрессовкой деталей типа вал-втулка | 1986 |
|
SU1333527A1 |
| Станок для сборки втулочно-роликовойплАСТиНчАТОй цЕпи | 1979 |
|
SU795856A1 |
| Автомат для сборки втулочно-роликовых цепей | 1948 |
|
SU83395A1 |
| Многопозиционный сборочный автомат | 1981 |
|
SU921760A1 |
| Устройство для сборки деталей типа вал-втулка | 1984 |
|
SU1177112A1 |
| Способ сборки втулочно-роликовых цепей | 1987 |
|
SU1480957A1 |
| СПОСОБ ПОЗИЦИОНИРОВАНИЯ СХВАТА МАНИПУЛЯТОРА | 2004 |
|
RU2288092C2 |
| Многопозиционное зажимное устройство | 1981 |
|
SU975305A1 |
| ТРАНСПОРТНЫЙ КОНВЕЙЕР РОТОРНО-КОНВЕЙЕРНОЙ ЛИНИИ | 1992 |
|
RU2011613C1 |
С
