ч ч
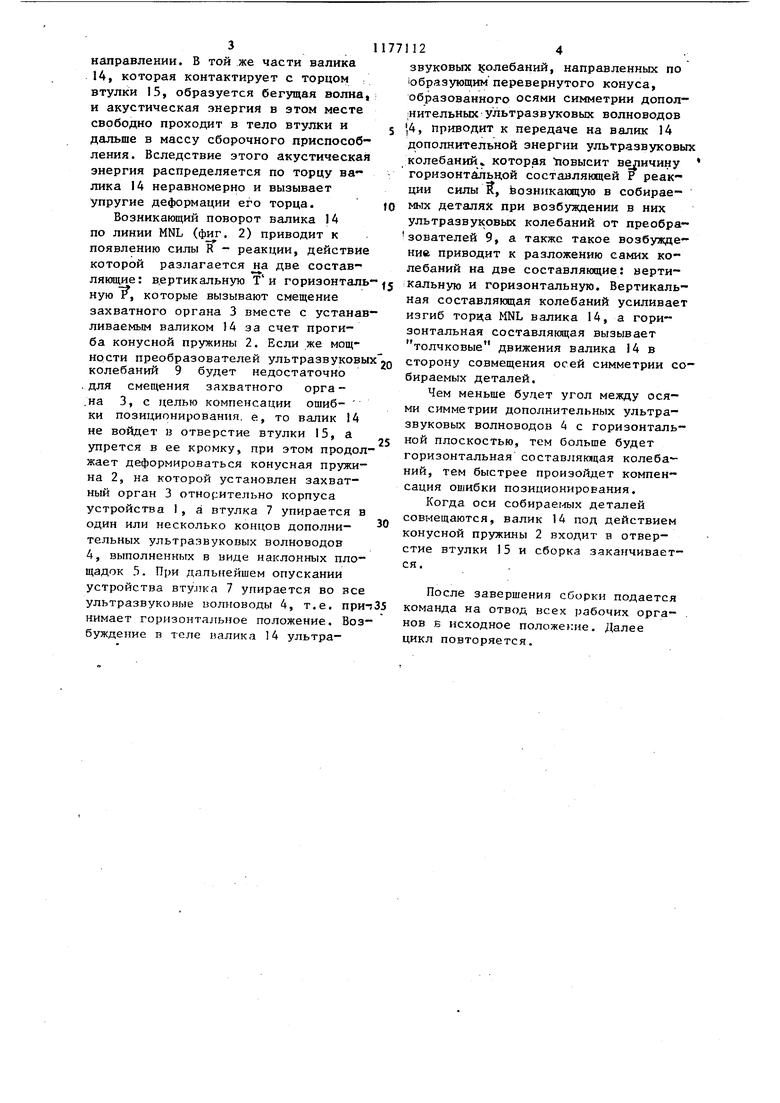
. 111 Изобретение относится к механо..сборочному производству и может быть использовано для автоматизации процессов сборки деталей пта валвтулка с помрщью манипуляторов и промышленных роботов. Целью изобретения является повышение надежности сборки за счет создания радиальных ультразвуковых коле баний устанавливаемой детали большой интенсивности. На фиг, 1 изображено предлагаемое устройство, общий вид; на фиг. 2 торец валика при возбуждении в нем ультразвуковых колебаний. Устройство содержит корпус 1, . упругий элемент, например конусную пруткину 2, расположенную между корпусом 1 и захватным органом 3. К корпусу 1 по окружности жестко прикреплены дополнительные ультразвуковые волноводы 4, концы которых свободно расположены в пространстве и каждый из которых имеет конец в вид наклонной площадки 5, расположенной под углом к собственной оси ультразвукового волновода 4. Дополнительные ультразвуковые волноводы 4 направлены в одну точку, находящуюся на оси устройства, так, что оси сим метрии ультразвуковых волноводов являются образующими перевернутого усеченного конуса. Для возбуждения этих ультразвуковых волноводов 4 на них установлены преобразовател 6 ультразвуковых колебаний, независимо один от другого подключенных через управляющее устройство к генератору ультразвуковых колебаний (не показаны). Захватный орган 3 имеет втулку 7, с фланцем которой в /процессе сборки взаимодейству1дт ультразвуковые волноводы 4, а также имеет шарнирно присоединенные к ней губки, выполненные в виде активных элементов, например ультразвуковых волноводов 8, с преобразователями 9 ультразвуковых колебаний, также как И преобразователи 6, независимо подключенными через управляющее устройство к генератору ультразвуковых колебаний. Ультразвуковые волноводы 8 имеют рычажки 10, взаимодействующи с поршнем 11, подпружиненным пружиной 12. На концах ультразвуковых волноводов 8 выполнены пазы 13 для захвата и удержания валика 14, устанавливаемого во втулку 15. Управ- 22 ление захватным органом 3 осуществляется электропневмоклапаном 16 (фиг. 1). Устройство для сборки деталей типа вал-втулка работает следующим образом. Для захвата валика 14 промьш1ленным роботом устройство устанавливается над деталью. Электропневмоклапан 16 в начальный момент подает давление в поршневую полость захватного органа 3, при этом поршень II опус-, кается вниз, а ультразвуковые волноводы 8 разводятся благодаря тому, что рычажки 10, контактирующие с поршнем 11, также опускаются вниз и проворачивают их.Для захвата дета- . ли Электропневмоклапан 16 переключается, и давление из поршневой полости отводится, при этом поршень 11 под действием прул$ины 12 поднимается вверх, увлекая за собой рычажки 0 ультразвуковых волноводов 8, которые в свою очередь сходятся и своими пазами 13 захватывают валик 14. Затем промьш|ленный робот переносит устройство на сборочную позицию и грубо позиционирует его вместе с захваченным валиком 14 над жестко закрепленной на сборочном основании втулкой 15 и производит движение сопряжения, сближая эти детали. При совпадении осей симметрии собираемых деталей происходит их сборка. Если же оси не совпадают, то -кромка валика 14 упрется в кромку отверстия втулки 15. Конусная пружина 2, деформируемая усилием промьш - ленного робота при осуществлении им движения сопряжения, прижимая обе детали к сборочному приспособлению силой Q (фиг. 2), тем самым создавая жесткий контакт между ультразвуковыми волноводами 8, валиком 14, втулкой 15 и сборочным приспособлением для лучшей передачи ультразвуковой энергии. Преобразователи ультразвуковых колебаний 9 посредством ультразвуковых волноводов 8 возбуждают в теле валика 14 ультразвуковые колебания, под действием которых в той его части, которая находится над отверстием втулки 15, образуется стоячая волна с пучностью в области нижнего торца, а точки этой части поверхности палика 14 начинают колебаться с некоторой амплитудой а (фиг. 2) в осевом 3. направлении. В той же части валика 14, которая контактирует с торцом / втулки 15, образуется бегущая волна, и акустическая энергия в этом месте свободно проходит в тело втулки и дальше в массу сборочного приспособления. Вследствие этого акустическая энергия распределяется по торцу ва лика 14 неравномерно и вызывает упругие деформации его торца. Возникающий поворот валика 14 по линии MNL (фиг. 2) приводит к появлению силы R - реакции, действие которой разлагается на две составляющие: в,ертикальную Ти горизонталь ную Р, которые вызывают смещение захватного органа 3 вместе с устанав ливаемым валиком 14 за счет прогиба конусной пружины 2. Если же мощности преобразователей ультразвуковы колебаний 9 будет недостаточно .для смещения захватного орга,на 3, с целью компенсации ошибки позиционирования, е, то валик 14 не войдет в отверстие втулки 15, а упрется в ее кромку, при этом продол жает деформироваться конусная пружина 2, на которой установлен захватный орган 3 относительно корпуса устройства 1, а втулка 7 упирается в один или несколько концов дополни- тельных ультразвуковых волноводов 4, выполненных в виде наклонных площадок 5. При дальнейшем опускании устройства вту.пка 7 упирается во все ультразвуковые волноводы 4, т.е. при нимает горизонтальное положение. Воз буждение в теле валика 14 ультра124звуковых солебаний, направленных по образующимперевернутого конуса, образованного осями симметрии дополнительных ультразвуковых волноводов 54, приводит к передаче на валик 14 дополнительной энергии ультразвуковых колебаний которая повысит величину горизонтальной составляющей г реакции силы к, возникающую в собираемых деталях при возбуждении в них ультразвуковых колебаний от преобразователей 9, а также такое возбуждение приводит к разложению самих колебаний на две составляющие; вертикальную и горизонтальную. Вертикальная составляющая колебаний усиливает изгиб торца MNL валика 14, а горизонтальная составляклцая вызывает толчковые движения валика 14 в сторону совмещения осей симметрии собираемых деталей. Чем Меньше будет угол между осями симметрии дополнительных ультразвуковых волноводов 4 с горизонтальной плоскостью, тем больше будет горизонтальная составляю1цая колеба ний, тем быстрее произойдет компенсация ошибки позиционирования. Когда оси собираемых деталей совмещаются, валик 14 под действием конусной пружины 2 входит в отверстие втулки 15 и сборка заканчивается. После завершения сборки подается команда на отвод всех рабочих органов в исходное положение. Далее цикл повторяется.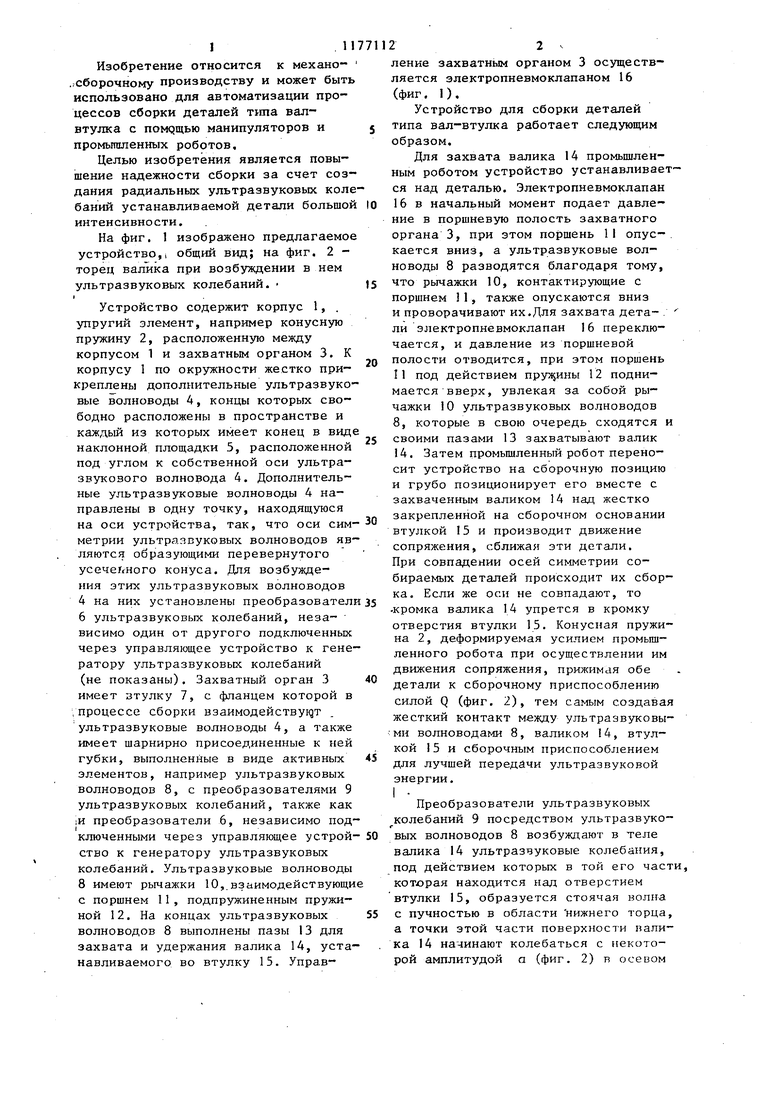
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки | 1984 |
|
SU1177113A1 |
| Устройство для взаимной ориентации деталей типа вал-втулка | 1984 |
|
SU1255359A1 |
| ЯДИЩЭ-ГОНГ-^СЩкLf тБЛ I- i'G Тс.Н А | 1972 |
|
SU329995A1 |
| Сборочно-захватная головка манипулятора | 1984 |
|
SU1191281A1 |
| Устройство для сборки | 1985 |
|
SU1271701A1 |
| Сборочно-захватное устройство | 1987 |
|
SU1468743A1 |
| Схват | 1985 |
|
SU1284828A1 |
| Устройство для сборки соединений | 1988 |
|
SU1689009A1 |
| Устройство для сборки деталей типа вал-втулка | 1985 |
|
SU1284767A1 |
| Способ сборки деталей | 1987 |
|
SU1553303A1 |
УСТРОЙСТВО ДЛЯ СБОРКИ ДЕТАЛЕЙ ТИПА ВАЛ-ВТУЛКА, содержащее корпус и захватный орган в виде зажимных губок, установленных во втулке и соединенных через шарнирно- рычажные элементы с поршнем силового цилиндра, отличающеес я тем, что, с целью повьппения надежности, зажимные губки вьтолнены в виде ультразвуковых волноводов, а захватный орган соединен с корпусом через упругий элемент, причем на корпусе по окружности расположены ультразвуковые волноводы, направленные в одну точку, лежащую на оси устройства, и предназначенные для взаимодействия с втулкой захватного органа.
| Захват | 1976 |
|
SU558789A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
