Известны автоматы для сборки втулочпо-ролпковых ueneii, г. которых сборка цепей осуществляется пуансонами, расположенными вдоль конвейера прерывистого движения с деталями, автоматически подаваемыми питателями на сборочные позиции последнего из загрузочных
бункеров.
Преимушествамн нредлагаемого автомата по сравиеиню с пзнесгнымн является наличие в нем прерывателя, обеспечивающего антоматнчность сборки цепи отрезками любой заранее заданной величн1н 1. и электромеханических щупов, обеспечивающих автоматическою оспаковку станка в случае отсутствия в питателях загрузочных оуикеров какой-либо из собираемых деталей.
Прерыватель выполнен в виде входяи1его в ирорезь питателя лодпружиненного стержня, задерживающего подачу одного из двух соеди1.ите 1ьных пальцев и рычажно-соедпненного с пальцем па торце отсчетной пдестернп, кинематически связанной с механизмом главного утпикода
э лектромеханические щупы выполнены Р. виде иоднруж..це:1ных стержней вставленных в прорези питателе;; и размыкаюпщх --электрическую цепь при отсутствии в питателях, необходимых для соорки , фиг. 1 изображена схема автоматического прерьпиггеля; па фиг 2-прерыватель в увеличенном масщтабе.
На соетииеином с механизмом главного привода стайка вал , жестко кулачок 2 и эксцентрик 5. Последний с номои1ью тяги, чгтоящем 43 ДВУХ стержней 6 и регулирующий их оощую длиич N.xcbV :7 за каждыйсвой оборот собачкой 9 поворачивает па один зуо храповоеколесо §. жестко сидящее на одной оси с шестерней .,9 и з оча Прцобратномповороте собачки 9 зубчатый барабан 2Л фпксир ч.тся упором 26, щарнирно связанным с тягг.й. состоящей пз двух стерж№ 83395- 2 -
ней 27 и регулирующей их общую длину муфтой 24 и соединенной с рыма гом 5.
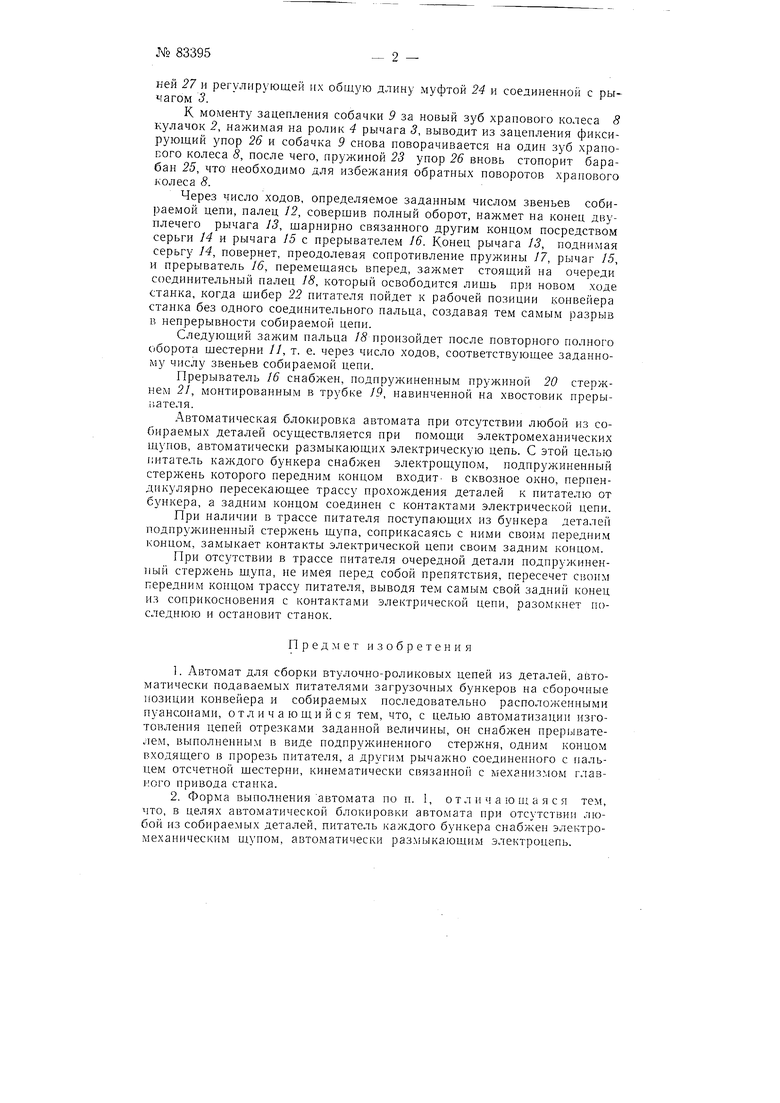
К моменту зацепления собачки 9 за новый зуб храпового колеса 8 кулачок 2, нажимая на ролик 4 рычага 3, выводит из зацепления фиксирующий упор 26 и собачка 9 снова поворачивается на один зуб храпового колеса 8, после чего, пружиной 23 упор 26 вновь стопорит барабан 25, что необходимо для избежания обратных поворотов храпового колеса 8.
Через число ходов, определяемое заданным числом звеньев собираемой цепи, палец 12, соверщив полный оборот, нажмет на конец двуплечего рычага 75, щарнирно связанного другим концом посредством серьги 14 и рычага 15 с прерывателем 16. Конец рычага 13, поднимая серьгу 14, повернет, преодолевая сопротивление пружины 17, рычаг 15, и прерыватель 16, перемещаясь вперед, зажмет стоящий на очереди соединительный палец 18, который освободится лищь при новом ходе станка, когда шибер 22 питателя пойдет к рабочей позиции конвейера станка без одного соединительного пальца, создавая тем самым разрыв в непрерывности собираемой цепи.
Следующий зажим пальца /5 произойдет после повторного полного оборота щестерни 11, т. е. через число ходов, соответствующее заданному числу звеньев собираемой цепи.
Прерыватель 16 снабжен, подпружиненным пружиной 20 стержнем 21, монтированным в трубке 19, навинченной на хвостовик прерывателя.
Автоматическая блокировка автомата при отсутствии любой из собираемых деталей осуществляется при помощи электромеханических щупов, автоматически размыкающих электрическую цепь. С этой целью питатель каждого бункера снабжен электрощупом, подпружиненный стержень которого передним концом входит- в сквозное окно, перпендикулярно пересекающее трассу прохождения деталей к питателю от бункера, а задним концом соединен с контактами электрической цепи.
При наличии в трассе питателя поступающих из бункера деталей подпружиненный стержень щупа, соприкасаясь с ними своим передним концом, замыкает контакты электрической цепи своим задним концом.
При отсутствии в трассе питателя очередной детали подпружиненный стержень щ,упа, не имея перед собой препятствия, пересечет своим передним концом трассу питателя, выводя тем самым свой задний конец из соприкосновения с контактами электрической цепи, разомкнет последнюю и остановит станок.
Предмет изобретения
1.Автомат для сборки втулочно-роликовых цепей из деталей, автоматически подаваемых питателями загрузочных бункеров на сборочные позиции конвейера и собираемых последовательно расположенными пуансонами, отличающийся тем, что, с целью автоматизации изготовления цепей отрезками заданной величины, он снабжен прерывателем, выполненным в виде подпружиненного стержня, одним концом входящего в прорезь питателя, а другим рычажно соединенного с пальцем отсчетной щестерни, кинематически связанной с механизмом главного привода станка.
2.Форма выполнения автомата по п. 1, отличающаяся тем, что, в целях автоматической блокировки автомата при отсутствии любой из собираемых деталей, питатель каждого бункера снабжен электромеханическим щупом, автоматически раз- ыкающим электроцепь.
Фиг. t
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат Федосеева для изготовления цепей | 1982 |
|
SU1224086A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| Автомат для сборки и сварки изделий | 1974 |
|
SU567569A1 |
| Загрузочно-разгрузочное устройство | 1985 |
|
SU1238917A1 |
| Устройство для одновременного набора несколькими наборочно-строкоотливными машинами | 1930 |
|
SU37107A1 |
| Аппарат для автоматического взвешивания,дозирования и упаковки штучных пищевых продуктов | 1972 |
|
SU518637A1 |
| Полуавтомат для обрезания выпрессовки у вулканизованных плоских деталей | 1958 |
|
SU118155A1 |
| Электромагнитный контрольный аппарат для учета производственных процессов | 1929 |
|
SU29284A1 |
| СБОРКИ РЕГУЛЯТОРА НАТЯЖЕНИЯ ВЕРХНЕЙ НИТИ ШВЕЙНОЙ МАШИНЫ | 1972 |
|
SU352739A1 |
| Шаговый конвейер-накопитель | 1985 |
|
SU1313774A1 |

