В производствах, изготовляющих перевязочные бинты, бинты должны спрессовываться до половины первоначального диаметра валика согласно ОСТ 4336. На существующих фабриках рулоны марли сначала разрезают на бинторезных машинах на отдельные бинты, а затем прессуют на прессах. При этом необходимо большое количество прессов, так как производительность употребляемых прессов ограничена 10000-15000 бинтов в смену.
Предлагаемый автомат объединяет в себе прессовку и резку бинтов. Его высокая производительность достигается путем изменения последовательности операций, т.е. производится сначала прессовка, а затем резка, а в связи с этим выполняется прессовка не отдельных бинтов, а сразу целого рулона. Кроме того, все операции машины автоматизированы.
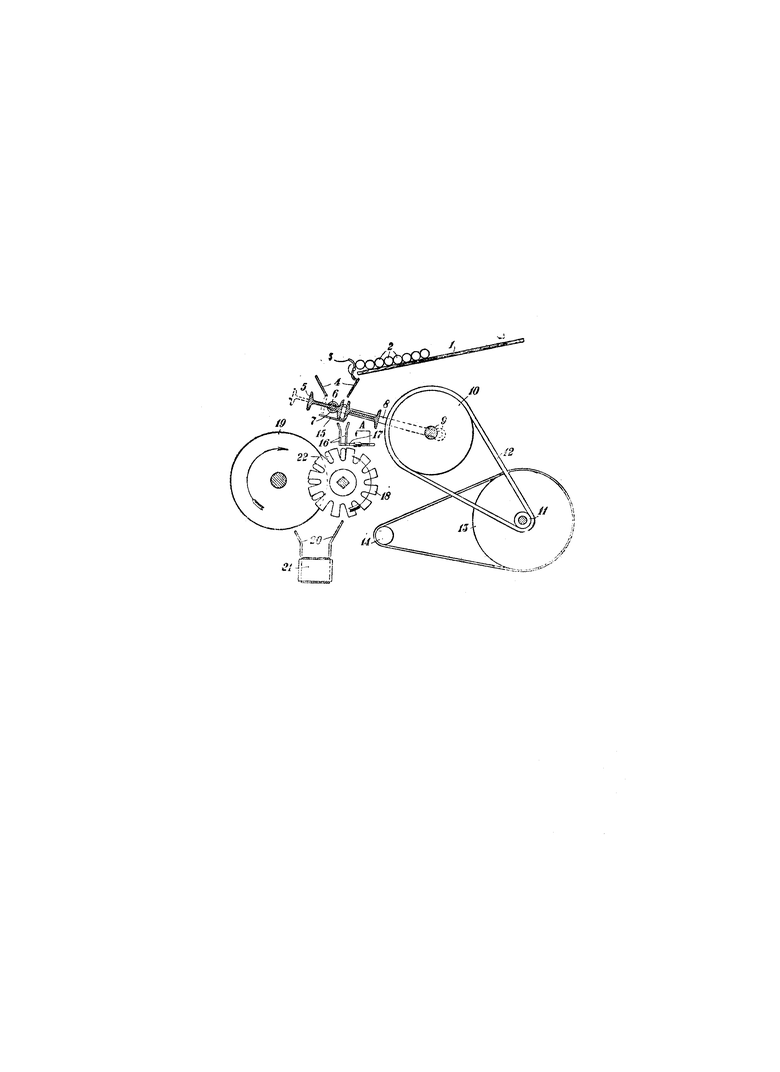
Бинторезно-прессовый автомат (см. чертеж) состоит из следующих основных частей: наклонной доски 1, валика 3 с укрепленными на нем пальцами, направляющих плоскостей 4 для рулонов и двух двутавровых балок 5, представляющих собой пунсон и матрицу. На пунсоне укреплены по концам пальцы 7, на которых насажены концы шатунов 8; вторые концы шатунов 8 соединены с кривошипами, сидящими на валу 9. Затем идет цепная передача 10, 11, 12 и ременная передача 13, 14.
Под пунсоном и матрицей расположены наклонное донышко 15 и направляющие плоскости 16 (для прессованных рулонов). Затем идет барабан 18 с продольными прорезами 22 для рулонов и кольцевыми для ножей 19. Под барабаном и дисковыми ножами 19 расположены направляющие 20 и транспортер 21. В направляющих 16 расположен рычажок 17. Так как движения валика 3 с пальцами пунсона 5, донышка 15, рычага 17, барабана 18 и транспортера 21 должны быть строго координированы, передача между ними осуществлена шестернями и цепью.
Работа автомата заключается в следующем. Рабочий укладывает рулоны марли 2 на наклонную доску 1. Затей валик 3, поворачиваясь в направлении, указанном на чертеже стрелкой, подхватывает очередной рулон и сбрасывает его по направляющим 4 на наклонно стоящее донышко 15, по которому рулон скатывается в угол между матрицей и донышком. После этого пунсон 5, приводимый в движение шатунами 8, соединенными валом 9 с кривошипами производит запрессовку рулона 6. Вал 9 с кривошипами приводится в движение цепной 10, 11, 12 и ременной 13, 14 передачами.
При обратном движении пунсона 5 донышко 15 быстро отходит и прессованный рулон 6 падает по направляющим 16 в продольный прорез 22 барабана 18. Для полного обеспечения своевременного попадания спрессованных рулонов в продольные прорезы в барабане установлены рычажки 17, дающие рулону принудительное движение, совершая путь, указанный стрелкой А.
Так как рулон в направляющих 16 имеет прямолинейное движение, а продольные прорезы в барабане, в месте перехода рулона из направляющих 16 в барабан 18 - движение перпендикулярное предыдущему, то прорезы эти сделаны в виде "раскрытого зева".
Спрессованные рулоны направляются барабаном - 18 на дисковые ножи 19, вращающиеся в направлении, указанном стрелкой, и разрезаются последними на отдельные бинты. Бинты, падая по направляющим 20 на транспортер 21, разносятся по конвейерам, на которых производится упаковка бинтов.
Производительность данного автомата может быть принята, ориентировочно, равной производительности существующей многоножевой бинторезной машины, представляющей собой соединение барабана с дисковыми ножами подобно барабану 18 и дисковым ножам 19 указанным в схеме предлагаемого автомата, так как затрата времени на прессовку одного рулона не должна превосходить времени, затрачиваемого на резку одного рулона. Соответственно этому производительность такой бинторезной машины равна 12000 рулонов в смену при 7-часовом рабочем дне.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ПЕРЕВЯЗОЧНЫХ ПАКЕТОВ ПЕРВОЙ ПОМОЩИ | 1972 |
|
SU415339A1 |
| Устройство для резки рулонов марли на бинты | 1973 |
|
SU450859A1 |
| Машина для резки рулонов марли на бинты | 1959 |
|
SU123939A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ БИНТОВ | 1971 |
|
SU316797A1 |
| УСТРОЙСТВО для РЕЗКИ РУЛОНОВ МАРЛИ НА БИНТЫ | 1968 |
|
SU221658A1 |
| Способ изготовления пакетов медицинское ваты и установка для осуществления способа | 1952 |
|
SU97804A1 |
| Способ изготовления марлевых бинтов и агрегат для его осуществления | 1990 |
|
SU1772064A1 |
| ПОТОЧНАЯ ЛИНИЯ для ПРОИЗВОДСТВА СТЕРИЛЬНЫХБИНТОВ | 1972 |
|
SU336389A1 |
| Устройство для резки рулонов марли на бинты | 1976 |
|
SU651072A1 |
| АВТОМАТ ДЛЯ НАМОТКИ МАРЛИ В РУЛОНЫ | 1969 |
|
SU245720A1 |
Машина для последовательного прессования и резки бинтов, отличающаяся применением эксцентрикового пресса 5-8, приводимого в движение от привода, и резательной машины 18-19, состоящей из дискового ножа 19 и барабана 18 с прорезами 22, назначенными для помещения в последние спрессованных и подлежащих разрезыванию бинтов.
