1
Изобретение относится к устройствам для калибровки.
Известно устройство для калибровки фасонных профилей, содержащее устаиовленные на станине симметрично относительно оси правки калибровочные ролики, связанные с механизмом их иастройки на заданные размеры сечения профиля и оправку.
Недостаток известного устройства - низкое качество калибровки.
Цель изобретения - повышение качества калибровки.
С этой целью устройство снабжено установленными перед калибровочными роликами дополнительными выравнивающими роликами, а каждая пара роликов, состоящая из калибровочного в выравнивающего роликов, смонтирована на колонке, расположенной на станине, при этом две смежные колонки установлены на оси, параллельной оси калибровочных роликов, с возможностью поворота в плоскости, перпендикулярной плоскости правки, а каждый калибровочный ролик двух других колонок установлен с возможностью поворота вокруг оси, перпендикулярной его оси.
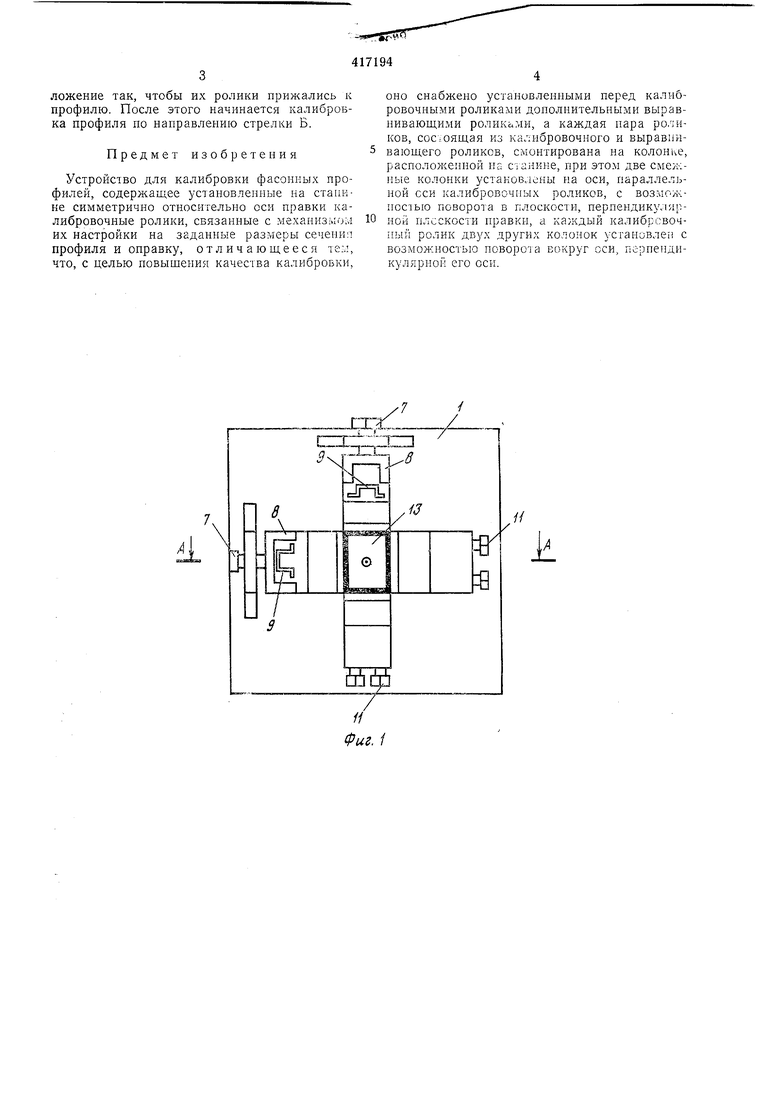
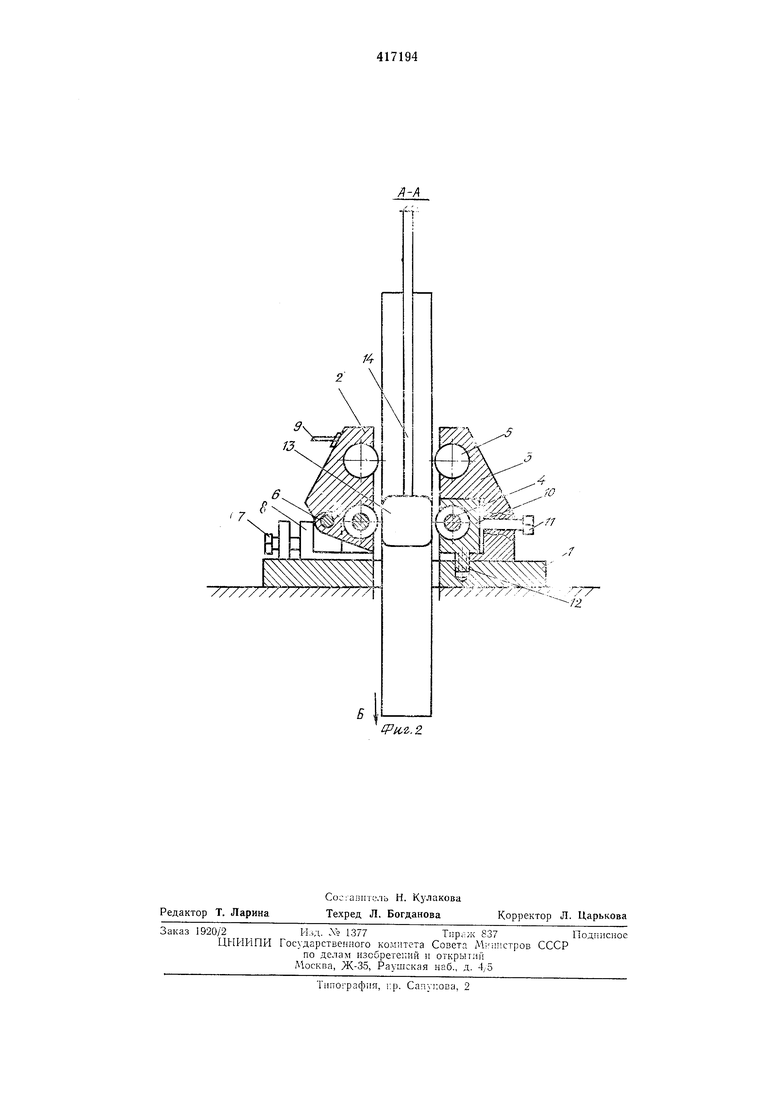
На фиг. 1 изображено предлагаемое устройство, вид сверху; на фиг. 2 - разрез по А-А на фиг. 1.
На основании 1 смонтированы колонки 2 и 3. На каждой из указанных колонок установлено по два ролика - калибровочный 4 и выравниваюпдий 5. Смежные колонки 2 имеют возможность поворота вокруг оси 6, которая параллельна оси калибровочного ролика 4 и находится с ней в одной плоскости, перпендикулярной направлению перемещения профиля. Кроме этого, каждая из колонок 2 перемещаться к профилю и обратно с помощью винта 7, закрепленного на выступе основания
1. Винт перемен1,ает ущко 8 совместно с колонкой 2. К колонкам 2 прикреплена ручка 9. Две другие колонки 3 закреплены неподвижно на основании 1, однако ее калибровочный ролик 4 закреплен на вставке 10, которая с
помощью винтов 11 может вращ,аться вокруг своей оси 12, перпендикулярной оси калибровочного ролика 4. Внутрь трубы вставлена оправка 13, отшлифованная под внутренний размер профиля, который неподвижно закреп-.
лен с помощью щтанги 14.
Устройство работает следующим образом. Перед началом волочения с помощью винтов 7 и 11 настраиваются расстояния между роликами под требуемые внещние размеры калибруемого профиля с учетом уменьшения трапецеидальности ее сечения. Затем колонки 2 с помощью ручек 9 откидываются, и внутрь устройства вставляется конец калибруемого профиля с заранее вставленной оправкой 13. Далее колонки 2 устанавливаются в рабочее положение так, чтобы их ролики прижались к профилю. После этого начинается калибровка профиля по наиравлеыию стрелки Б.
Предмет изобретения
Устройство для калибровки фасонных профилей, содерн.а11,ее установленные на станине симметрично относительно оси правки калибровочные ролики, связанные с механизг.ю:, их настройки на заданные размеры сеченип профиля и оправку, отличающееся те:., что, с целью повышения качества калибровки.
оно снабжено установленными перед калибровочными роликами дополнительными выравнивающими роликаМИ, а каждая пара ро/;иков, сос.-оящая из калибровочного и вырав11Ивающего роликов, смонтирована на колонке, расположенной иа станине, при этом две смежные колонки установлены на оси, паралле.льной оси калибровочных роликов, с возможностью поворота в плоскости, перпендикулярной плоскости правки, а каждый калибрсвочпый ролик двух других колонок установлен с возможностью поворота вокруг оси, пернендикуллрной его оси.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для калибровки полых изделий | 1986 |
|
SU1318316A1 |
| Клеть правильно-калибровочного стана | 1975 |
|
SU541531A1 |
| Устройство для правки фасонных профилей | 1982 |
|
SU1058669A1 |
| Устройство для калибровки внутреннего канала трубчатых фасонных изделий | 1981 |
|
SU975139A1 |
| Устройство для калибровки труб | 1982 |
|
SU1094637A1 |
| УСТРОЙСТВО для ОБРАБОТКИ СФЕРИЧЕСКИХ ТОРЦОВ | 1972 |
|
SU327990A1 |
| СТЕНД ДЛЯ ПРАВКИ ДИСКОВ АВТОМОБИЛЬНЫХ КОЛЕС | 2004 |
|
RU2281176C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ ГОФРИРОВАННЫХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2071852C1 |
| Гидромеханический экспандер дляКАлибРОВКи ОбЕчАЕК | 1979 |
|
SU822952A1 |
| СТЕНД ДЛЯ ПРАВКИ ДИСКОВ КОЛЕС МОТОЦИКЛОВ, МОПЕДОВ И МОТОРОЛЛЕРОВ | 2010 |
|
RU2424862C1 |
Фиг.
//
J
т-,
fPu-i.2
