1
Изобретение относится к прокатке и касается усовершенствования конструкции клетей калибровочных станов.
Изобретение наиболее эффективно может быть использовано в крупносерийном и мае совом производствах при горячей калибровке деталей переменного профиля (например, шпинделей токарных, фрезерных и др. станков), прокатанных предварительно на стане поперечно-винтовой прокатки.
Известна клеть калибровочного стана, содержащая станину с установленными в ней рабочими валками и отрезное устройство 1.
Однако известная рабочая клеть, обла- дая рядом преимуществ,не позволяет калибровать ступенчатые изделия с больщими перепадами сечения по длине, так как при калибровке общим валком ступенчатых изделий с большими перепадами диаметральных размеров возникает разность окружных скоростей начальных и конечных участков изделия, что приводит к скручиванию слоев металла при калибровке и ведет к браку изделия.
Наиболее близким к изобретению по технической сущности является клеть калибровочного стана 2, которая содержит станину с установленным в ней блоком рабочих валков и смонтированное на валу одного из валков отрезное устройство. В станине в горизонтальной плоскости, параллельно оси прокатки, установлен поворотный вал с закрепленным на нем рычагом, где размещен один из рабочих валков.
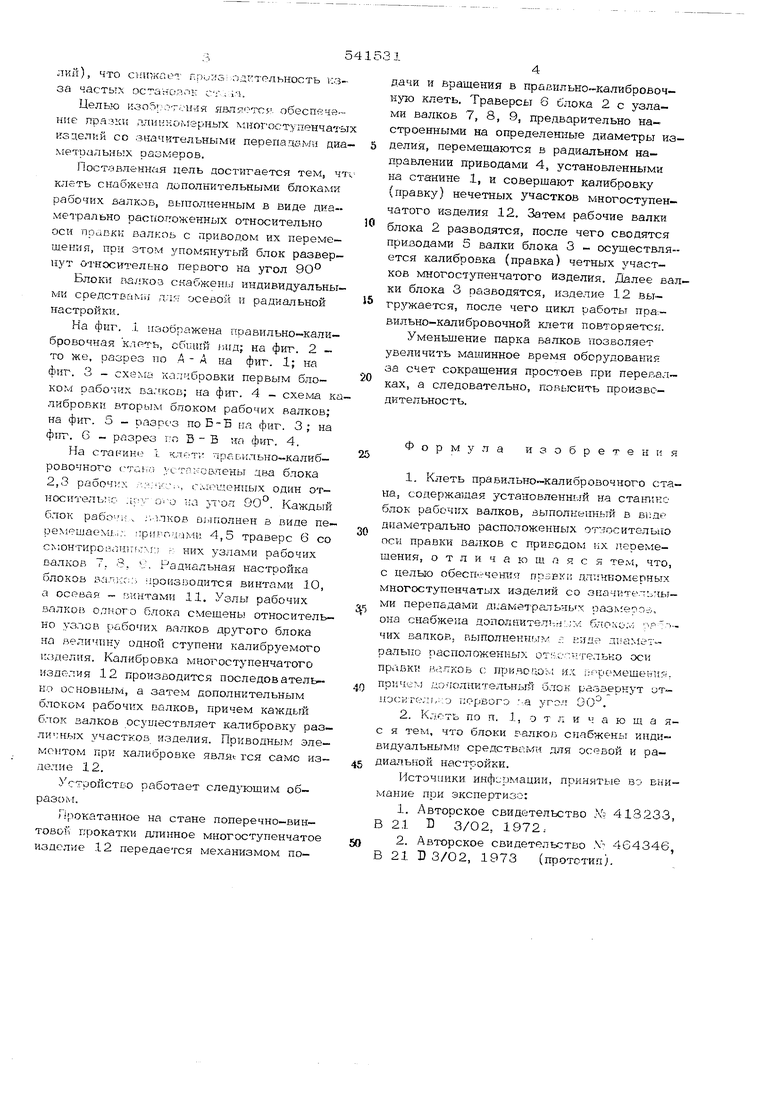
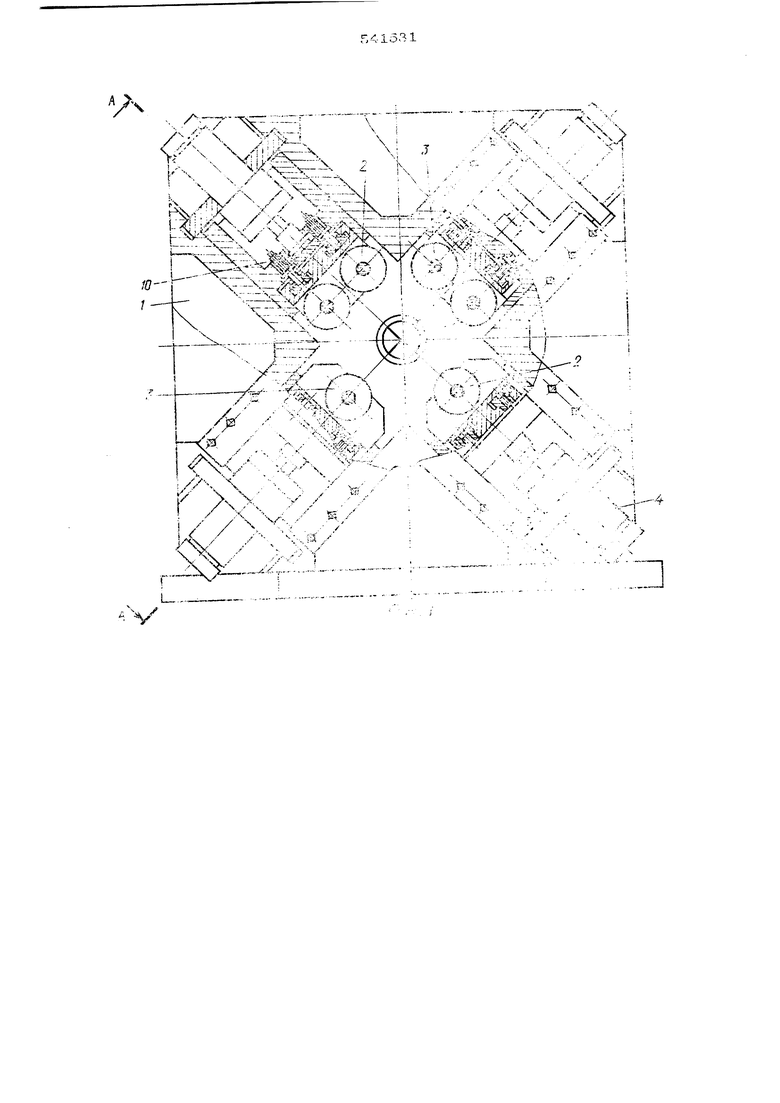
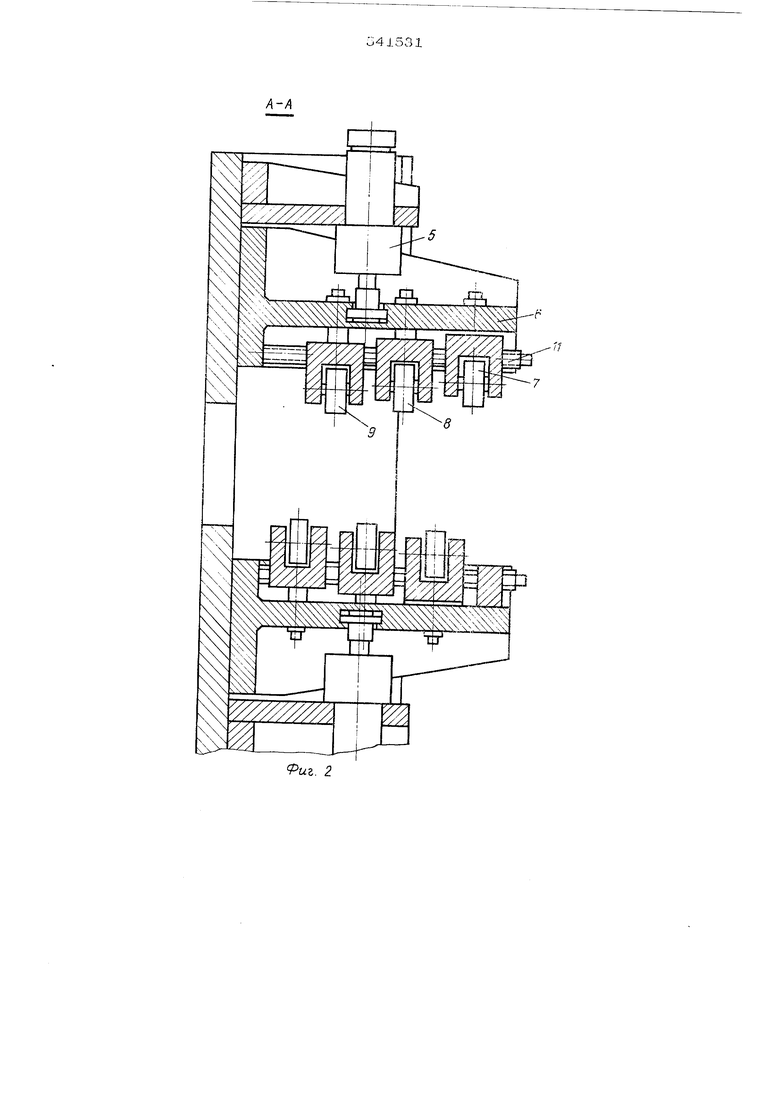
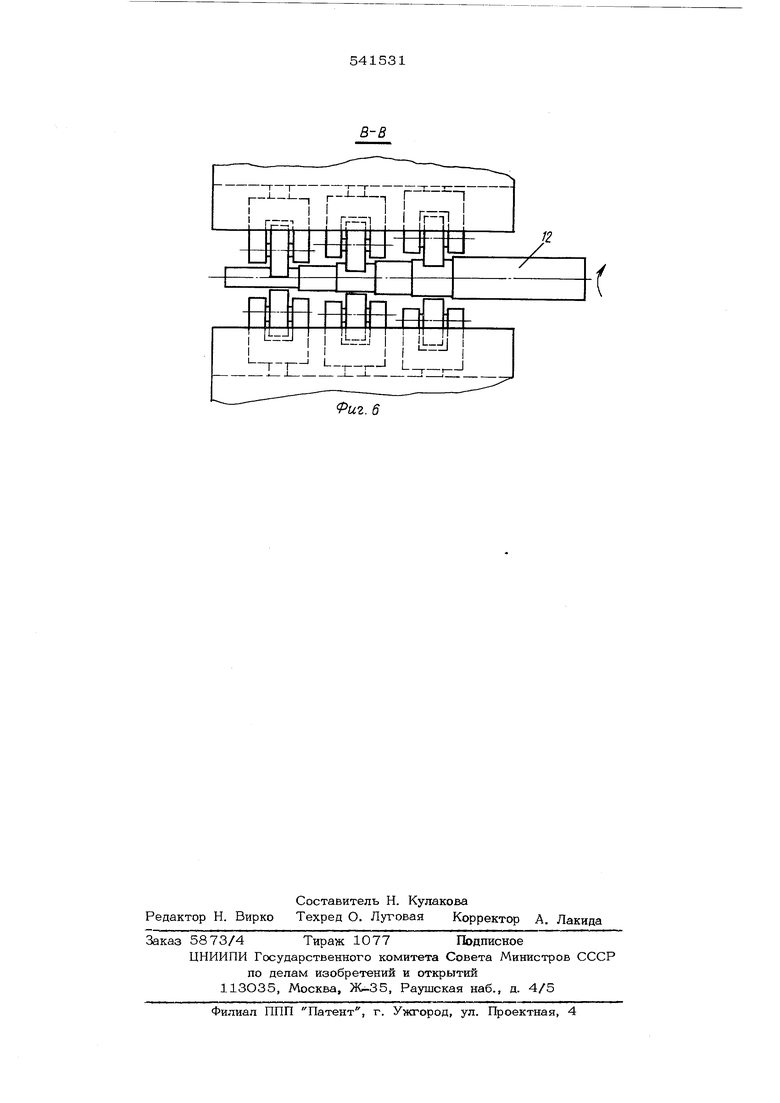
Недостаток известной конструкции клети заключается в том, что процесс калибровки изделия осуществляется приводными валкагли с профилем, негативным профилю изделия. Несоответствие скоростей различных участков калибруемого изделия приводит к скручиванию изделия, и в конечном счете, к браку. Процент брака возрастает при калибровке изделий со значительными перепадами диаметральных размеров. При болыпом сортаменте изделий необходимо иметь значительный парк комплектов валков, а также вести частые перевалки (при переходе на другой сортамент изде- лий), что скнгкае- - r,. пдгТРльность г.зза частых останояок сг ; i-i. Целью изс|5 -;,:-г.-лшя яйлямт;я- обеспечение лрдзкп гшниномэрных многоступенчаты изцелий со значительными перепадами диа метральных размеров. Поставленная цель достигается тем, ч клеть снабжена дополнительными блоками рабочих залков, выполненным в виде диаметрально расположенных относительно оси npdCKK валкоь с приводом их перемещения, при этом упомянутьп блок развернут относительно первого на угол 90° Блоки палкоз снабжены индивидуальны ми средствами для осевой и радиальной настройки. На фиг. 1 изображена правильно калибровочная клоть, общий лид; на фиг. 2 - то же, разрез по А - А на фиг. 1; на фиг. 3 - схема калчбровки первым блоком рабочих ва;ков; на фиг. 4 - схема к либровки вторым блоком рабочих валков; на фиг. 5 - разрсз по Б-Б ка фиг. 3; на фиг. G - разрез пп Б - Б ка фиг. 4. На старине 1 клет;- аравильно-калиб- i ,хт - свлены два блока ровочногс ст.; 2,3 рабоч);х ;ч:-:1, .ieHHb/x один отOVO на }--ОЛ 90°. Каждый носительпо :к блок рабо: , . .олков в; гполнен в виде перемешаем;..,;, пряг-г.цомй 4,5 траверс 6 со с ;онтирОйан тым:; г: них узлами рабочих валков 7. 8, . Радиальная настройка блоков вал ::::;:, производится винтами 10, а осевая - г;интами 11, Узлы рабочих валков олного блока смешены относительно узлов рабочих валков другого блока на величину одной ступени калибруемого изделия. Калибровка многоступенчатого изделия 12 производится последователь- но основным, а затем дополнительным блоком рабочих валков, причем каждый блок Балков осуществляет калибровку раз- лигных участков изделия. Приводным элементом nppi калибровке явля тся само изделие 12. Устройство работает следующим образом. Прокатанное на стане поперечно-винтовой прокатки длинное многоступенчатое изделие 12 передается механизмом по- дачи и вращения в правильно-калибровочнуго клеть. Траверсы 6 блока 2 с узлами валков 7, 8, 9, предварительно настроенными на определенные диаметры изделия, перемещаются в радиальном направлении приводами 4, установленными на станине 1, и совершают калибровку (правку) нечетных участков многоступенчатого изделия 12. Затем рабочие валки блока 2 разводятся, после чего сводятся приводами 5 валки блока 3 - осуществляется калибровка (правка) четных участков многоступенчатого изделия. Далее валки блока 3 разводятся, изделие 12 вы- грз жается, после чего цикл работы пра;вильно-калибровочной клети повторяется. Уменьшение парка валков позволяет увеличить машинное время оборудования за счет сокращения простоев при перевалках, а следовательно, повысить производительность. Формула изобретения 1.Клеть правильнО -калибровочного стана, содержащая установленный на статко блок рабочих валков, выполненный в виде диаметрально расположенных от госителыю оси правки валков с приводом их перемещения, отличаю ш а я с я тем, что, с пелыо обесП чени5Т правки длтгнномерных многоступенчатых изделий со значитч-лльпы- ми перепадами д);аме7рс льяьх раз ;ерой, она снабжеиа пополкител -: :.;м б.-юко:.; ;чих валков, выполнении / ; киле niiaMeiралыю расположенных от с- ктелько оси правки наяков с прилсцо;-. их п ремещевиЯ: понче, .цонолпительный блок развернут отиос:кгел(.:э пс-рвоги -а угол аи . 2.Клеть по п. 1, о т л и ч а ю щ а яс я тем, что блоки валков снабжены индивидуальными средствами для осевой и радиальной настройки. Источники инфорк ции, принятые вэ вн-и- мание при экспертизе: 1.Авторское свидетельство л 413233, В 21 D з/02, 1972. 2.Авторское свидетельство .V: 464346, В 21 D 3/О2, 1973 (прототип). ; // -ч. / / / . ./:.. /Шчх/ /ХЧ-хNxy : :;; чч..:-:;/ V -. -ч/- X ч -. ,, -;::-:гП , .ч: - д i%#4 ч. ; :а;;й А., - - .: -ч --: X. 1 .4
(puz.J
ay
Фиг. 4
| название | год | авторы | номер документа |
|---|---|---|---|
| Рабочая клеть прокатного стана | 1980 |
|
SU965575A1 |
| Правильно-колибровочный стан | 1979 |
|
SU804068A1 |
| ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННАЯ ПРОКАТНАЯ КЛЕТЬ | 2002 |
|
RU2242306C2 |
| Клеть калибровочного стана | 1974 |
|
SU464346A1 |
| Трехвалковая клеть винтовой прокатки | 1979 |
|
SU780913A1 |
| Рабочая клеть прокатного стана | 1978 |
|
SU801917A1 |
| Способ изготовления полых изделий переменного профиля | 1976 |
|
SU603472A1 |
| СПОСОБ ЭКСПЛУАТАЦИИ РАБОЧЕГО ВАЛКА СТАНА ХОЛОДНОЙ ПРОКАТКИ | 2005 |
|
RU2312721C2 |
| МНОГОКЛЕТЬЕВОЙ ПРОКАТНЫЙ СТАН ДЛЯ ПРОКАТНОЙ УСТАНОВКИ С ЧИСТОВЫМ ПРОКАТНЫМ СТАНОМ С НАКЛОННЫМИ ВАЛКАМИ, ГОРЯЧЕЙ ПИЛИГРИМОВОЙ ПРОКАТКИ ИЛИ ТИПА АВТОМАТ-СТАН | 2017 |
|
RU2710824C1 |
| ПОДУШКА ПРОКАТНОГО ВАЛКА | 2009 |
|
RU2391157C1 |
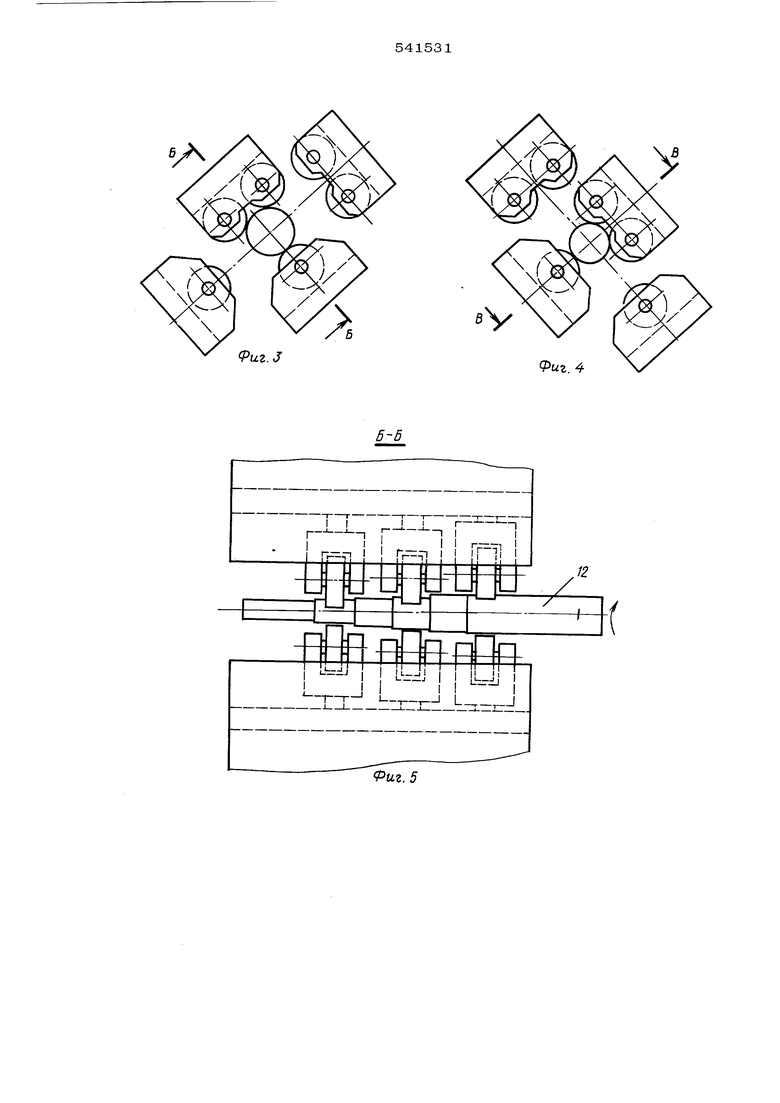
Риг. 5
I ib-i i i
I III I
-J Iт.1 LJ
,.1
иг.6
