1
Изобретение относится к области автоматизации процессов сварки, в частности к устройствам ДЛЯ направления электрода по стыку, и может найти применение, например, при сварке ПЛОСКИХ криволинейных швов.
Известно устройство для направления электрода по стыку, содержащее держатель со щупом, копирный ролик, связанный с держателем щупа при помощи рычага, корректор и привод корректора сварочного мундштука.
Недостатком известного устройства является .СЛОЖНОСТЬ .его настройки, обусловлениая необходимостью ручной установки щупа в разделку перед началом сварки.
Цель изобретения - упрощение процесса настройки.
В предлагаемом устройстве рычаг, соединяющий копирный ролик с держателем щупа, установлен с возможностью поворота в вертикальной ПЛОСКОСТИ, подпружинен относительно держателя щупа, а па свободном конце его установлен упор, взаимодействующий с предусмотренным на держателе щупа выключателем, при этом ширина копирного ролика больше ширины разделки.
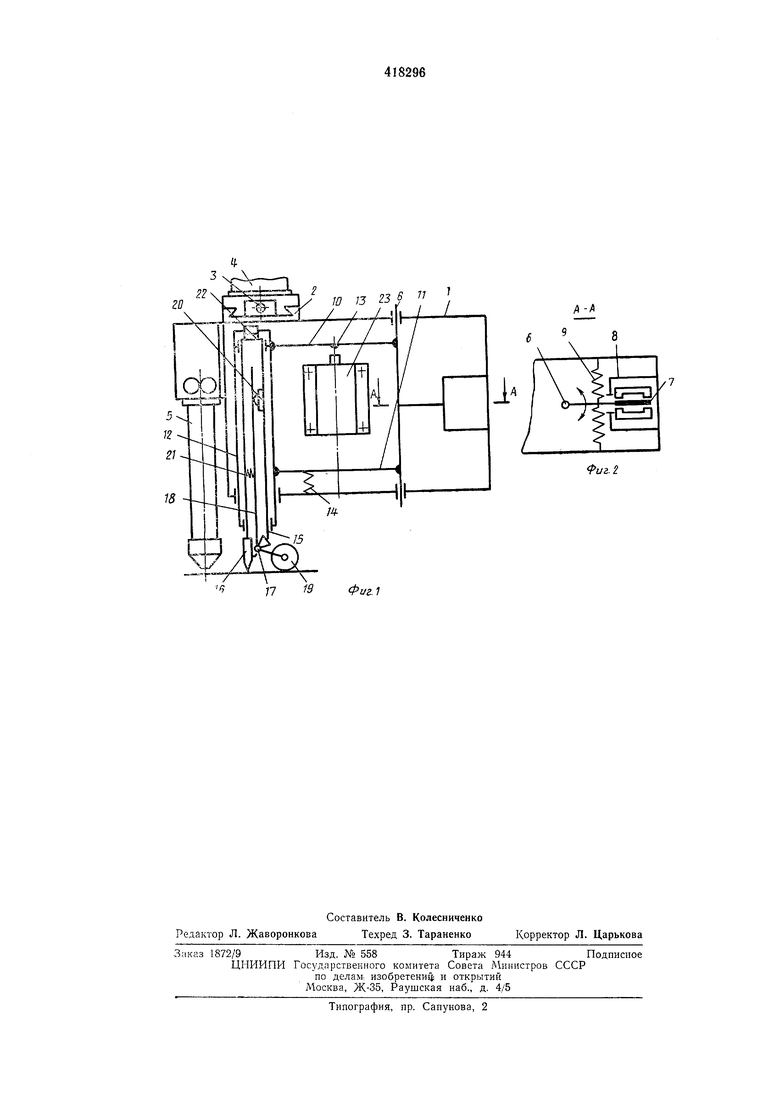
На фиг. 1 схематически представлено описываемое устройство; на фиг. 2 - сечение по А-А па фиг. 1.
Корпус 1 устройства жестко крепится к салазкам 2, которые винтовой передачей 3 связаны с приводом корректора (не показан). Салазки подвижны относительно штанги 4 сварочного аппарата. Сварочная головка 5 с мундштуком жестко связана с салазками.
В корпусе на подшипниках установлена перпендикулярно изделию ось 6 с кронштейном, па котором закреплен якорь 7 индукционного преобразователя 8. Преобразователь крепится на корпусе и предназначен для получения сигнала по величине, пропорционального величине смещения якоря, а по знаку - направлению смещения якоря.
Пружины 9 связывают ось 6 с корпусом. Тяги 10 -И И одЕИм концом шарнир,но связаны с осью 6, а другим - с гильзой 12, образуя таким образом параллелограмм. На тяге 10 закреплен упор 13, а тяга 11 связана пружиной 14 с корпусом 1.
В гильзу 12 устанавливается держатель 15 с закрепленным на нем копирным щупом 16. Конфигурация щупа зависит от поперечного сечения разделки. В держателе установлена ось 17, на которой закреплен рычаг 18 с роликом 19. На держателе закреплены также выключатель 20 и пружина 21, связывающая рычаг с держателем.
Держатель может быть снят с устройства ДЛЯ облегчения настройки и регулировки положений щупа 16 и ролика 19. Для установки держателя в рабочее положение относительно гильзы служит фиксатор 22, через который проходят провода к выключателю 20. Подъем щупа над изделием осуществляется пневмоцилиидром 23, который закреплен на корпусе 1. Работает устройство следующим образом. Копирный щуп закреплен на держателе таким образом, чтобы при расположении устройства над изделием рычаг нажимал на выключатель 20, при касании плоскости изделия одновременно щупом 16 и роликом 19 выключатель 20 остается в нажатом положении, а при смещении из этого положения щупа относительно ролика на величину, равную наименьшей возможной глубине разделки, рычаг отпускает выключатель 20, что соответствует выдаче сигнала в схему унравления дальнейшем перемещении щупа (западание в глубокую разделку) положение выключателя 20 не изменяется, т. е. он находится в отпущенном состоянии. Расстояние между щупом и осью мундштука головки 5 принимают таким, чтобы наибольщее возможное смещение стыка на данной длине не превышало допускного несовпадения электрода со стыком. При совмещении со стыком электрода и щупа якорь 7 находится посередине преобразователя 8, и поэтому сигнал на его выходе равен нулю, т. е. привод корректора неподвижеп. В исходном положении штока пневмоцилиндра 23 через упор 13 поворачивает рычаг, поднимая тем самым щуп и ролик над изделием. Рычаг нажимает на выключатель 20. Салазки находятся в одном из крайних положений, а индукционный преобразователь отключей от схемы управления приводом корректора электрода. Пружины 9 удерживают якорь примерно в среднем положении. После установки стыка в позицию сварки шток пневмоцилиндра опускается, и под действием пружины 14 параллелограмм с держателем опускается до соприкосновения щупа и ролика с изделием. Между щтоком пневмоцилиндра и упором образуется зазор, который позволяет получить надежный контакт между щуном и изделием. Привод корректора перемещает головку 5 поперек стыка со скоростью поиска. В начальный момент в результате трения щупа о изделие держатель поворачивается вокруг оси 6 до упора якоря в паконечники преобразователя 8. При подходе к разделке щуп начинает западать в нее, опускаясь относительно ролика 19, который всегда остается на поверхности изделия. После опускания щупа на настроенную величину рычаг поворачивается вокруг оси 17 и отпускает выключатель 20, который выдает сигнал в схему управления на выключение привода корректора. Одиовременпо выдается сигнал на подключение преобразователя 8 к усилителю привода корректора, т. е. на включение устройства в режиме слежения за стыком. Рассогласование между щуном 16 и мундштуком головки 5, возникшее в начальный момент поиска, отрабатывается приводом корректора, и электрод выводится на стык. При сварке щун прижимается пружиной 14 к боковым кромкам разделки и перемещается вдоль нее одновременно с головкой 5. При отклонении стыка от нанравления перемещения головки 5 кромки разделкп воздействуют на щун и поворачивают его вокруг оси 6. Через шарниры тяг 10 п 11 поворачивается ось 6 с кронштейном и якорем 7. Из.менение положения якоря относительно наконечников преобразователя 8 изменяет соотношение нроводимости левой и правой стороп преобразователя, что является сигналом для включения привода в направлении восстановления симметрии якоря, т. е. совмещение электрода со стыком. В случае сбоя в работе устройства в процессе сварки и выхода щупа 16 из разделки рычаг 18 нажимает на выключатель 20, что служит сигналом о нечеткой работе устройства и при надобности о выключении сварки. После окончания сварки (или при подходе к месту перекрытия швов прн многоголовочной сварке) шток пневмоцилиндра 23 через упор 13 поднимает щуп 16 и ролик 19 над изделием, преобразователь 8 отключается от привода корректора электрода. По команде, подаваемой схемой унравления, привод перемещает головку 5 и устройство в исходное ноложение. Предмет изобретения Устройство для направления электрода по стыку, содерясащес держатель со щупом, копирный ролик, связанный с держателем щупа при помощи рычага, корректор и привод корректора сварочного мундштука, отличающееся тем, что, с целью упрощения процесса настройки, рычаг, соединяющнй копирный ролик с держателем щупа, установлен с возможностью поворота в вертикальной плоскости, подпружинен относительно держателя щупа, а на свободном конце его установлен упор, взаимодействующий с предусмотренным на держателе щупа выключателем, при этом ширина копирпого ролика больше ширины разделки.
ш /5 23 ;
гп
А-А
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для направления электрода по стыку | 1977 |
|
SU745617A1 |
| Устройство для направления сварочного электрода по стыку | 1983 |
|
SU1094712A1 |
| Сварочная головка для многопроходнойСВАРКи глубОКиХ РАздЕлОК | 1979 |
|
SU841838A1 |
| Датчик положения свариваемого стыка | 1978 |
|
SU764890A1 |
| Датчик положения свариваемого стыка при многопроходной сварке | 1978 |
|
SU764889A1 |
| УСТРОЙСТВО для СВАРКИ стыковых СОЕДИНЕНИЙ | 1967 |
|
SU196214A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2006 |
|
RU2348494C2 |
| Устройство для автоматической многопроходной сварки кольцевых швов | 1972 |
|
SU438505A1 |
| УСТАНОВКА ДЛЯ СВАРКИ ПОЛОС ТРАНСФОРМАТОРНОЙСТАЛИ | 1965 |
|
SU172935A1 |
| УСТРОЙСТВО для СВАРКИ ТРУБ С ТРУБНБШИ ДОСКАМИ | 1970 |
|
SU270154A1 |
17
