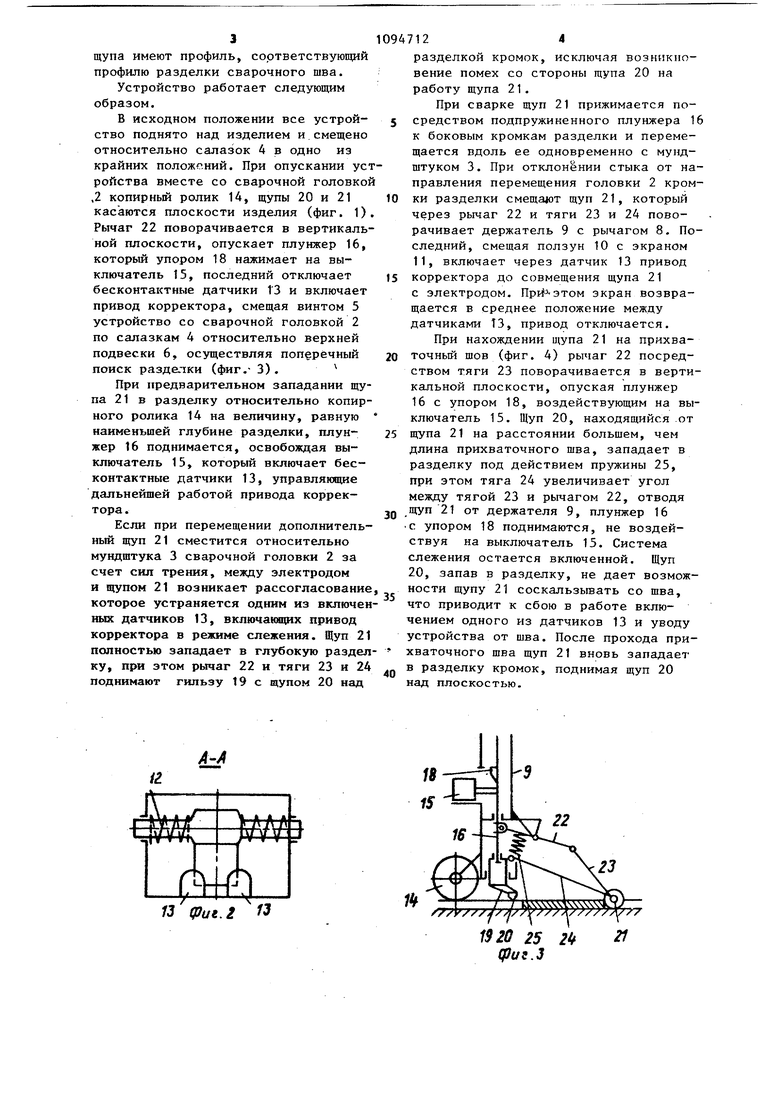
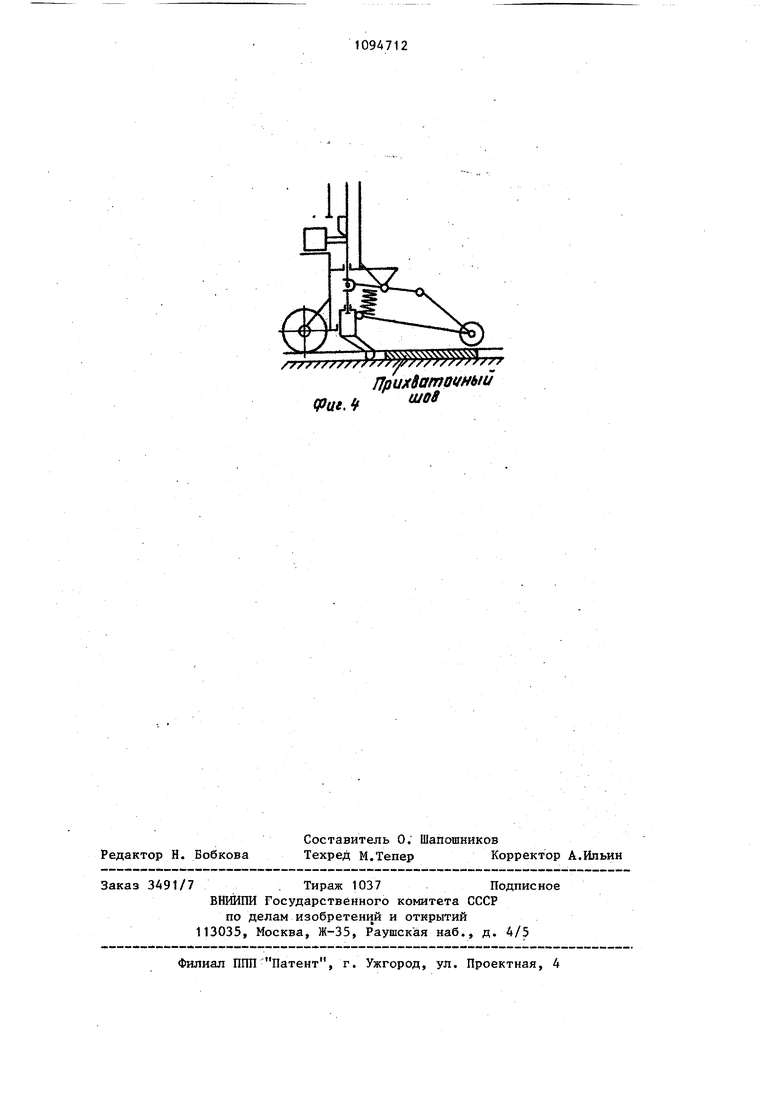
1 Изобретение относится к автоматизации процессов сварки, в частности к устройствам для направления электрода по стыку, и может быть использовано в любой области машиностроени например энергомашиностроении при св ке различных балочных конструкций, а также обечаек и труб большого диа-: метра. Известно устройство для направления электрода по стыку, содержащее бесконтактную следящую систему с фотоэлектрическим преобразователем l Однако это устройство сложно в изготовлении, наладке и требует высококвалифицированного обслуживания. Известно устройство для направления сварочного электрода по стыку, содержащее корпус и установленные на нем сварочную головку с мундштуком для сварочного электрода, держатель со смонтированными на нем копирным роликом, щупом, выключателем, связанным со схемой управления приводом корректора поперечного перемещения головки, и упором, расположенным с возможностью взаимодействия с выключателем . Недостатком известного устройства является невысокое качество шва из-з сбоев в слежении от влияния прихваток. Цель изобретения - повьшение качества сварного шва путем исключения воздействия на систему слежения прихваток. Поставленная цель достигается тем что устройство для направления сваро ного электрода по стыку, содержащее корпус и установленные на нем сварочную головку с мундштуком для сварочного электрода, держатель со смон тированными на нем копирным роликом. щупом, выключателем, связанным со сх мой управления приводом корректора поперечного перемещения головки, и упором, расположенным с возможностью взаимодействия с выключателем, снабжено смонтированными на держателе дополнительным щупом, плунжером, под пружиненным в осевом направлении, гильзой, телескопически соединенной с плунжером, и шарнирно-рьгчажным механизмом, выполненным в виде двуплечего рычага, соединенного одним концом с плунжером, и двух связанных между собой тяг, одна из которых сое динена со свободным концом рычага, а другая - с гильзой, при этом гильза 1094712 и соединенная с ней тяга подпружинены относительно рычага, дополнительный щуп установлен на оси, соединяющей концы тяг, а основной щуп - на гильзе. расстояние между щупами больше длины прихватки, копирныи.ролик закреплен на держателе жестко, а упор установлен на плунжере. ila фиг. 1 схематично изображено предлагаемое устройство в начале поиска разделки; на фиг. 2 - сечение А-А на фиг. 1 , на фиг. 3 - положение рычагов, и выключателя при запаДании щупа в разделку; на фиг. 4 Положение рычагов и выключателя при нахождении щупа на прихваточный шов. Устройство для направления электрода по стыку содержит корпус 1, жестко связанный со сварочной головкой 2, снабженной мундштуком 3 и салазками 4, связанными винтовой передачей 5 с приводом корректора (не показан) и подвижными относительно верхней подвески 6. В корпусе 1 пружиной 7 подпружинен рычаг 8, жестко закрепленный на держателе 9 и связанный с ползуном 10, снабженным экраном 11 и пружинами 12, размещенными в ползуне 10 симметрично экрану 1.1, связанными с бесконтактными датчиками 13. Держатель 9 установлен в корпусе 1 с возможностью вертикального перемещения и поворота вокруг своей оси и снабжен копирным роликом 14, ширина которого больше ширины разделки кромок, и выключателем 15, связанным с системой управления приводом корректора поперечного перемещения головки. Внутри держателя 9 соосно ему pasMerf щен плунжерный механизм, плунжер 16 которого подпружинен пружиной 17 с возможностью вертикального перемещения в держателе и снабжен упором 18, контактирующим с выключателем 15, а на его гильзе 19 закреплен смещенный относительно оси плунжера 16 основной щуп 20 на расстоянии большем длины прихваток от дополнительного щупа 21, подвешенного посредством шарнирно-рычажного механизма, состоящего из двуплечего рычага 22, закрепленного на держателе и связанного одним плечом с плунжером 16, а другим - с. гильзой 19 через тяги 23 и 24, при этом гильза подпружинена относительно рычага пружиной 25, а щуп 21 установлен на оси, соединяющей тяги 23 и 24. Оба щупа имеют профиль, соответствующий профилю разделки сварочного шва. Устройство работает следующим образом. В исходном положении все устройство поднято над изделием и смещено относительно салазок 4 в одно из крайних положений. При опускании уст ройства вместе со сварочной головкой .2 копирньй ролик 14, щупы 20 и 21 касаются плоскости изделия (фиг. 1) Рычаг 22 поворачивается в вертикальной плоскости, опускает плунжер 16, который упором 18 нажимает на выключатель 15, последний отключает бесконтактные датчики 13 и включает привод корректора, смещая винтом 5 устройство со сварочной головкой 2 по салазкам 4 относительно верхней подвески 6, осуществляя поперечный поиск разделки (фиг.- 3). При предварительном западании щупа 2 1 в разделку относительно копирного ролика 14 на величину, равную наименьшей глубине разделки, плунжер 16 поднимается, освобождая выключатель 15, который включает бесконтактные датчики 13, управляющие дальнейшей работой привода корректора. Если при перемещении дополнительный щуп 21 сместится относительно мундщтука 3 сварочной головки 2 за счет сил трения, между электродом и щупом 21 возникает рассогласование которое устраняется одним из включен ных датчиков 13, включаницих привод корректора в режиме слежения. Щуп 21 полностью западает в глубокую раздел ку, при этом рычаг 22 и тяги 23 и 24 поднимают гильзу 19 с щупом 20 над разделкой кромок, исключая возникновение помех со стороны щупа 20 на работу щупа 21. При сварке щуп 21 прижимается посредством подпружиненного плунжера 16 к боковым кромкам разделки и перемещается вдоль ее одновременно с мундщтуком 3. При отклонении стыка от направления перемещения головки 2 кромки разделки смещают щуп 21, который через рычаг 22 и тяги 23 и 24 поворачивает держатель 9 с рычагом 8. Последний, смещая ползун 10 с экраном 11, включает через датчик 13 привод корректора до совмещения щупа 21 с электродом. Прр -этом экран возвращается в среднее положение между датчиками ТЗ, привод отключается. При нахождении щупа 21 на прихваточный шов (фиг. 4) рычаг 22 посредством тяги 23 поворачивается в вертикальной плоскости, опуская плунжер 16 с упором 18, воздействующим на выключатель 15. Щуп 20, находящийся .от щупа 21 на расстоянии большем, чем длина прихваточного шва, западает в разделку под действием пружины 25, при этом тяга 24 увеличивает угол между тягой 23 и рычагом 22, отводя щуп 21 от держателя 9, плунжер 16 с упором 18 поднимаются, не воздействуя на выключатель 15. Система слежения остается включенной. Щуп 20, запав в разделку, не дает возможности щупу 21 соскальзьшать со шва, что приводит к сбою в работе включением одного из датчиков 13 и уводу устройства от шва. После прохода приваточного шва щуп 21 вновь западает в разделку кромок, поднимая щуп 20 над плоскостью.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ НАПРАВЛЕНИЯ ЭЛЕКТРОДАПО СТЫКУ | 1971 |
|
SU418296A1 |
| Устройство для направления электрода по стыку | 1977 |
|
SU745617A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2006 |
|
RU2348494C2 |
| Датчик положения свариваемого стыка | 1978 |
|
SU764890A1 |
| Устройство для автоматической сварки | 1986 |
|
SU1353592A1 |
| Устройство для автоматической сварки | 1984 |
|
SU1227393A1 |
| Устройство для сварки неплавящимся электродом с подачей присадочной проволоки | 1983 |
|
SU1146908A1 |
| Устройство для формирования обратной стороны шва | 1990 |
|
SU1745490A1 |
| УСТАНОВКА ДЛЯ СВАРКИ ПОЛОС ТРАНСФОРМАТОРНОЙСТАЛИ | 1965 |
|
SU172935A1 |
| Устройство для автоматической сварки | 1988 |
|
SU1558605A1 |
УСТРОЙСТВО ДЛЯ НАПРАВЛЕНИЯ СВАРОЧНОГО ЭЛЕКТРОДА ПО СТЫКУ, содержащее корпус и установленные на нем сварочную головку с мундштуком для сварочного электрода, держатель со смонтированными на нем копирным роликом, щупом, выключателем, связанным со схемой управления приводом корректора поперечного перемещения головки, и упором, расположенным с возможностью взаимодействия с выключателем, отличающееся тем, что, с целью повышения качества сварного шва путем исключения воздействия на систему слежения прихваток, оно снабжено смонтированными на держателе дополнительным щупом, плунжером, подпружиненным в осевом направлении, гильзой, телескопически соединенной с плунжером, и шарнирно-рычажным механизмом, выполненным в виде двуплечего рычага, соединенного одним концом с плунжером, и двух связанных между собой тяг, одна из которых соединена со свободным концом рычага, а другая i с гильзой, при этом гильза и соединенная с ней тяга подпружинены относительно рычага, дополнительный щуп установлен на оси,соединяющей концы тяг, а основной щуп - на гильзе, расстояние между щупами больше длины прихватки, копирный ролик закреплен на держателе жестко, а упор установлен на плунжере. QO 4
А-А
13 (Put.l f3
1920 25 2k 21 (риг.З
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Фотоэлектрическое следящее устройство для сварки | 1976 |
|
SU603522A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| УСТРОЙСТВО ДЛЯ НАПРАВЛЕНИЯ ЭЛЕКТРОДАПО СТЫКУ | 1971 |
|
SU418296A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
