1
Известны устройства для изготовления оболочковых форм с разовыми моделями для прецизионного литья, содержащие несколько центральных арматур удаляемых моделей или удаляемых кустов моделей, прикрепленных каждая к рабочей головке, при помощи которой модель или кусты моделей последовательно погружаются в баки с жидким огнеупорным шликером и в баки с огнеупорными крупинками во навещенном флюидизированном состоянии. Хрупкость разовых моделей, обычно сделанных из твердых и ломких материалов, была до сих нор главным препятствием механизации операций погружения и опудривания форм и получения слоев необходимой толщины, как можно более равномерных, при помощи манипуляции форм, связанных с постоянным визуальным контролем над распределением на их поверхности огнеупорных материалов.
В известных .мащинах велика доля ручного труда, которая значительно снижает их производительность.
Целью данного изобретения является повыщение степени механизации.
Эта цель достигается тем, что каждая из рабочих головок смонтирована подвижно вокруг оси, перпендикулярной вращающемуся стержню арматуры, установленному с возможностью вертикального перемещения вокруг
горизонтальной оси, перпендикулярной вертикальной плоскости перемещения стержня.
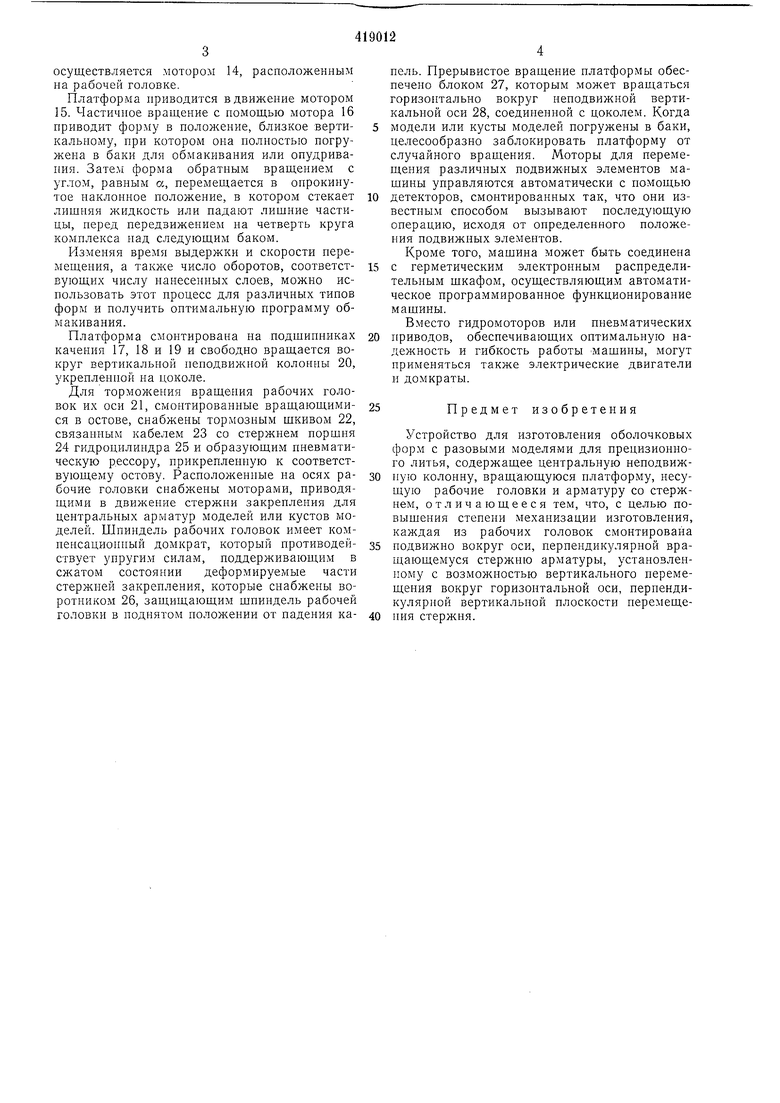
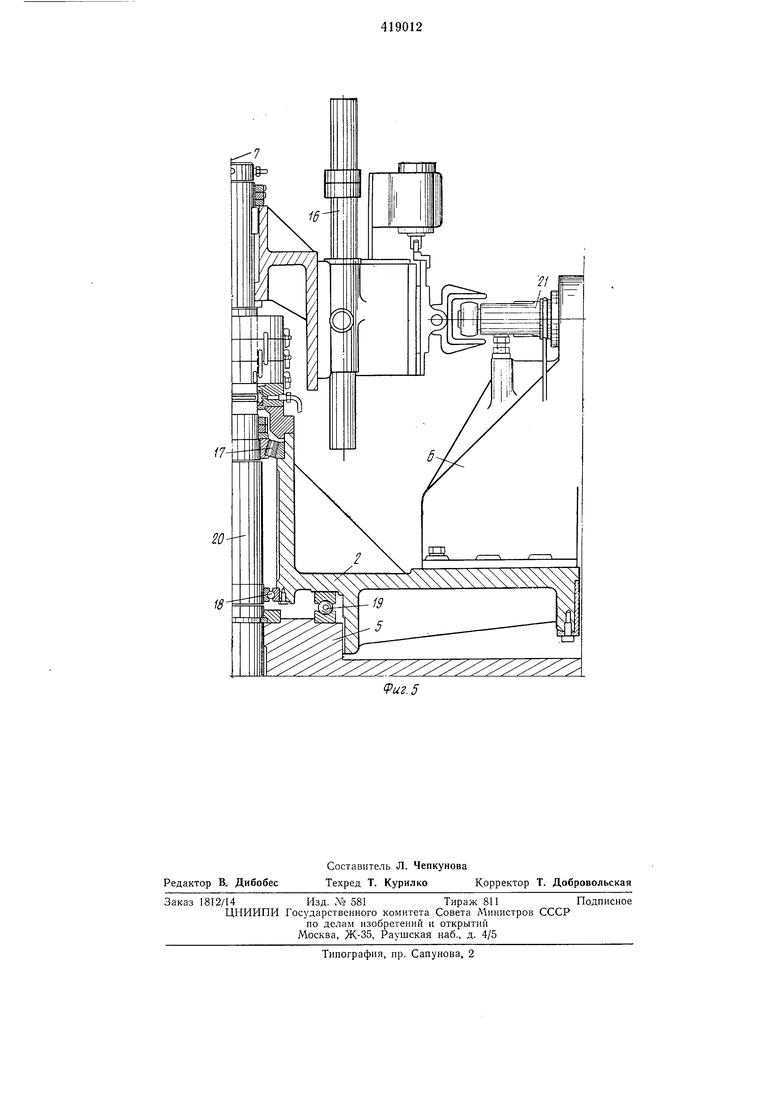
На фиг. 1-5 схематически изображено описываемое устройство.
Устройство содержит рабочие головки 1, вращающуюся платформу 2, окруженную баками 3 с флюидизированными слоями и баками 4 для погружения. Весь комплект смонтирован на общем цоколе 5. На вращающейся платформе расположены остовы 6, поддерживающие рабочие головки и вертикальная центральная ось 7, обеспечивающая перемещение комплектов кустов моделей 8 н рабочих головок от одного рабочего поста к другому. Эти кусты закрепляются на рабочих головках с помощью монтажа их центральной трубчатой арматуры 9 на стержне 10 закрепления, имеющем зажимную расщиряющуюся часть, которая сдавливает опорные деформируемые части И, образованные, например, из резиновых колец, поддерживаемых постоянно сжатыми в нерабочем состоянии (привод без усиливания) с помощью упругих элементов, находящихся в щпинделе рабочей головки. Непрерывное вращение форм в стадии их изготовления вокруг второй оси 12, совпадающей с их осью закрепления, а также частичное вращение с углом а вокруг третьей горизонтальной оси 13, перпендикулярной и сдвинутой по отношению ко второй оси,
осуществляется мотором 14, расположенным на рабочей головке.
Платформа приводится в движение мотором 15. Частичное вращение с помощью мотора 16 приводит форму в положение, близкое вертикальному, при котором опа полностью погружена Б баки для обмакивания или опудривания. Затем форма обратным вращением с углом, равным ос, перемещается в опрокинутое наклонное положение, в котором стекает лишняя жидкость или падают лишние частицы, перед передвижением на четверть круга комплекса над следующим баком.
Изменяя время выдержки и скорости перемещения, а также число оборотов, соответствующих числу нанесенных слоев, можно использовать этот процесс для различных типов форм и получить оптимальную программу обмакивания.
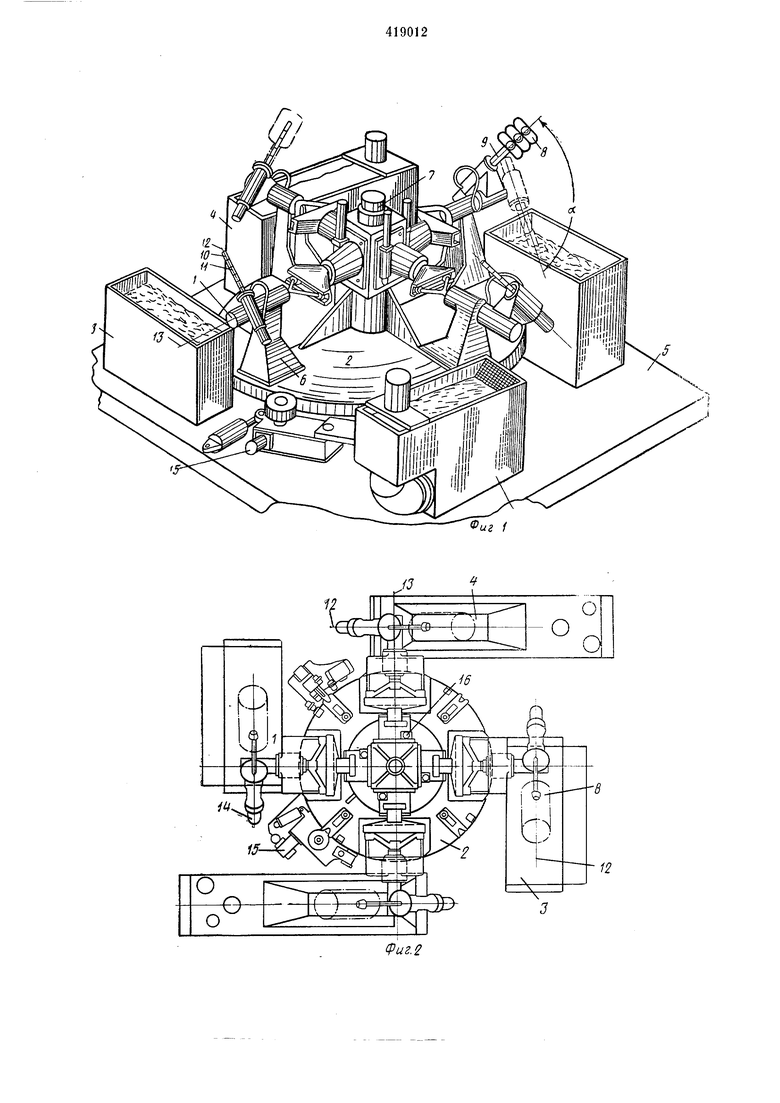
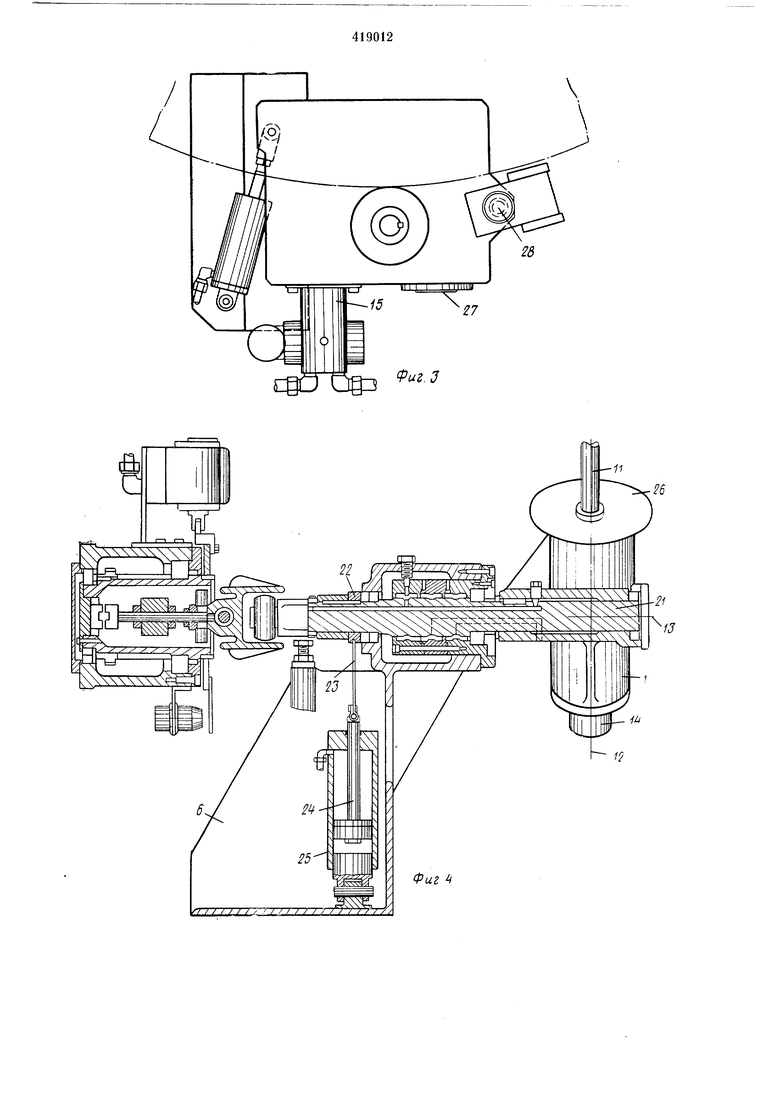
Платформа смонтирована на подшипниках качения 17, 18 и 19 и свободно вращается вокруг вертикальной неподвижной колонны 20, укрепленной на цоколе.
Для торможения вращения рабочих головок их оси 21, смонтированные вращающимися в остове, снабжены тормозным щкивом 22, связанным кабелем 23 со стержнем поршпя 24 гидроцилиндра 25 и образующим пневматическую рессору, прикрепленную к соответствующему остову. Расположенные на осях рабочие головки спабжены моторами, приводящими в движение стержни закрепления для центральных арматур моделей или кустов моделей. Шпиндель рабочих головок имеет компенсационный домкрат, который противодействует упругим силам, поддерживающим в сжатом состоянии деформируемые части стержней закрепления, которые снабжены воротником 26, заидищающим шпиндель рабочей головки в поднятом положении от падения капель. Прерывистое вращение платформы обеспечено блоком 27, которым может вращаться горизонтально вокруг неподвижной вертикальной оси 28, соединенной с цоколем. Когда
модели или кусты моделей погружены в баки, целесообразно заблокировать платформу от случайного вращения. Моторы для перемещения различных подвижных элементов машины управляются автоматически с помощью
детекторов, смонтированных так, что они известпым способом вызывают последующую операцию, исходя от определенного положения подвижных элементов. Кроме того, машина может быть соединена
с герметическим электронным распределительным шкафом, осуществляющим автоматическое программированное функционирование машины.
Вместо гидромоторов или пневматических
приводов, обеспечивающих оптимальную надежность и гибкость работы Машины, могут применяться также электрические двигатели и домкраты.
Предмет изобретения
Устройство для изготовления оболочковых форм с разовыми моделями для прецизионного , содержащее центральную неподвижпую колонну, вращающуюся платформу, несущую рабочие головки и арматуру со стержнем, отличающееся тем, что, с целью повышения степени механизации изготовления, каждая из рабочих головок смонтирована
подвижно вокруг оси, перпендикулярной вращающемуся стержню арматуры, установленному с возможностью вертикального перемещения вокруг горизонтальной оси, пернендикулярной вертикальной плоскости неремещения стержня.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛИ ЛИТЬЕМ ПО ВЫПЛАВЛЯЕМЫМ ВОСКОВЫМ МОДЕЛЯМ И ПРИ УПРАВЛЯЕМОМ ОХЛАЖДЕНИИ | 2014 |
|
RU2652526C2 |
| ЛИТЕЙНАЯ ФОРМА | 2013 |
|
RU2644980C2 |
| Модельный блок для отливки тонкостенных кольцевых заготовок | 1985 |
|
SU1258589A1 |
| УСОВЕРШЕНСТВОВАННЫЙ СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧКОВОЙ ФОРМЫ ДЛЯ ВЫПОЛНЕНИЯ ЛОПАТОЧНЫХ ЭЛЕМЕНТОВ АВИАЦИОННОГО ГАЗОТУРБИННОГО ДВИГАТЕЛЯ ПОСРЕДСТВОМ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2015 |
|
RU2685614C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ, ПО МЕНЬШЕЙ МЕРЕ, ОДНОЙ МЕТАЛЛИЧЕСКОЙ ДЕТАЛИ ТУРБОМАШИНЫ | 2013 |
|
RU2659520C2 |
| ЦЕНТРОБЕЖНОЕ ЛИТЬЕ МЕТОДОМ ПРОТИВОДАВЛЕНИЯ | 2002 |
|
RU2278765C2 |
| СМЕСИТЕЛЬ РОТОРНЫЙ ПОРТАЛЬНЫЙ | 2024 |
|
RU2824840C1 |
| Горизонтальный стенд для пригонки ступиц гребных винтов | 1980 |
|
SU887358A2 |
| СПОСОБ ЛИТЬЯ ВАКУУМНЫМ ВСАСЫВАНИЕМ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2108892C1 |
| СТАНОК ДЛЯ ВЫРЕЗКИ КЕССОНОВ С ДЕФЕКТНЫМИ ОБЛУЧЕННЫМИ ТЕПЛОВЫДЕЛЯЮЩИМИ СБОРКАМИ | 2012 |
|
RU2504851C1 |
12
27
Фиг.З
8
