Изобретение относится к литейному произво дству, в частности к устройствам для изготовления разовых моделей кольцевых заготовок,
Цель изобретения повышение точности отливки и улучшение ее качества.
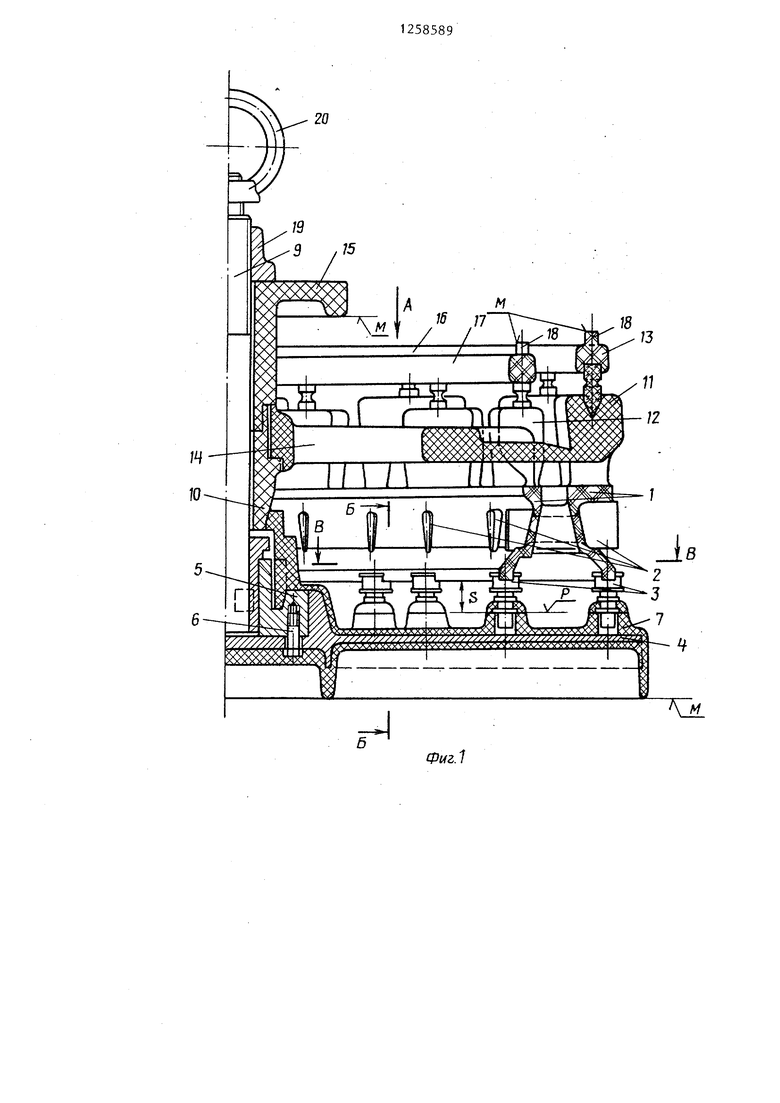
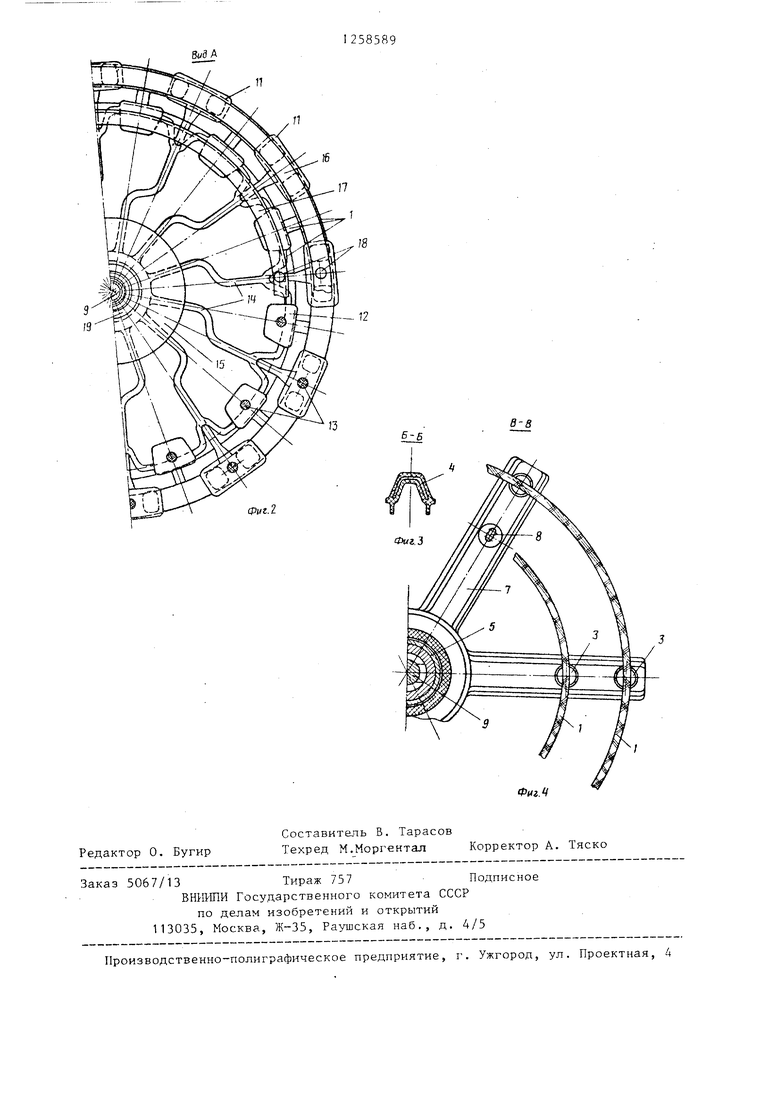
На фиг. 1 изображена половина модельного блока, разрез; на фиг. 2- вид А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 1; на фиг. 4 - сечение В-В на фиг. 1.
Модельный блок содержит модели колец диффузора 1 со стержнями 2, соединяющие внешнее и внутреннее кольца диффузора 15 керамические вставки 3, пропитанные модельной массой и установленные на предварительно подготовленный формосохраняющий каркас, который состоит из металлического шестнлучевого остова 4, крепежных деталей 5 и 6 и облицовочного слоя и модельной массы 7, который получают путем опрессовки остова в специально пресс-форме модельной массой. Формосохраняющий каркас контролируют на плоскостность с помощью базовых поверхностей Р ,. которые выполняют в виде бобышек с отверстиями 8 для фиксации в них хвостовиков вставок 3. Стыки модели колец 1 с вставками 3 пропаивают модельной массой. В крепежное устройство 5 устанавливают транспортировочный стержень 9, на который надевают втулку 10 из модельно массы, образующую часть стояка модельного блока. На верхние фланцы колец модели диффузора 1 припаивают модели прибылей 11 и 12 для внешнего и внутреннего колец 1. В каждую прибыль 11 и 12 запрессовывают газопро- ницае1 1ый стержень 13, имеюш;ий кольцевую проточку и пропитанный модельной массой. Прибыли внешнего коль,ца для более плавного его заполнения металлом имеют две шейки и центральный подвод литника на высоте рассекателя прибыли. Прибыли внутреннего кольца диффузора отводящее, в них собирает
5
0
5
0
5
0
ся металл из внешнего кольца, пройдя через перемычки.
Литниковые ходы 14 последовательно припаиваются в местах ввода металла в прибыли 11 и 12. Литниковые ходы 14 имеют по середине перегиб, выбранный опытным путем. Заверп ает модель блока втулка 15, которую надевают на стержень 9. На тор цы газопроницаемых стержней 13 приклеивают сегменты, образуя модели коллекторов 16 для внешни с прибьшей и 17 для внутренних прибылей, В произвольном месте на поверхности коллекторов 16 и 17 приклеивают по одной бобышке 18 на каждый для создания дренажных отверстий в оболочке, В завершение сборки модельного блока на центр аль- ный стержень 9 навинчивают стопорную гайку 19 и коуш 20 для грузоподъемного устройства, используемого при нанесении огнеупорного покрытия на поверхность модельного блока.
Изготовленный модельный блок пос- тупае.т на участок изготовления оболочковых форм. Для уменьшения опасности коробления и образования горячих трещин на отливке четвертый, пятый и шестой слои оболочки делают с добавлением графита в суспензию для создания демпферного слоя. При этом после нанесения каждого из 18 слоев счищают слой огнеупорного покрытия в местах, обозначенных на блоке знаком М , Модельная масса из оболочковой формы удаляется в водя- ной ванне. При этом освобождается металлический остов 4 и стержень 9. Подученную оболочковую форму диффузора промывают, просушивают, продувают. Для закрытия сквозного отверстия в стояке устанавливают специальный керамический стержень, оформляющий зумпф стояка.
Изобретение позволяет повысить точность кольцевых отливок и за счет равномерного по всему периметру отливки подвода металла улучшить качество отливок.
5
/3
J1
ВиЗА
13
(ptit.2
258589
Б-Б
в-s
Фиг.Ц
Редактор 0. Бугир
Составитель В. Тарасов
Техред М.Моргентал Корректор А. Тяско
Заказ 5067/13Тираж 757Подписное
ВЩЦШИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4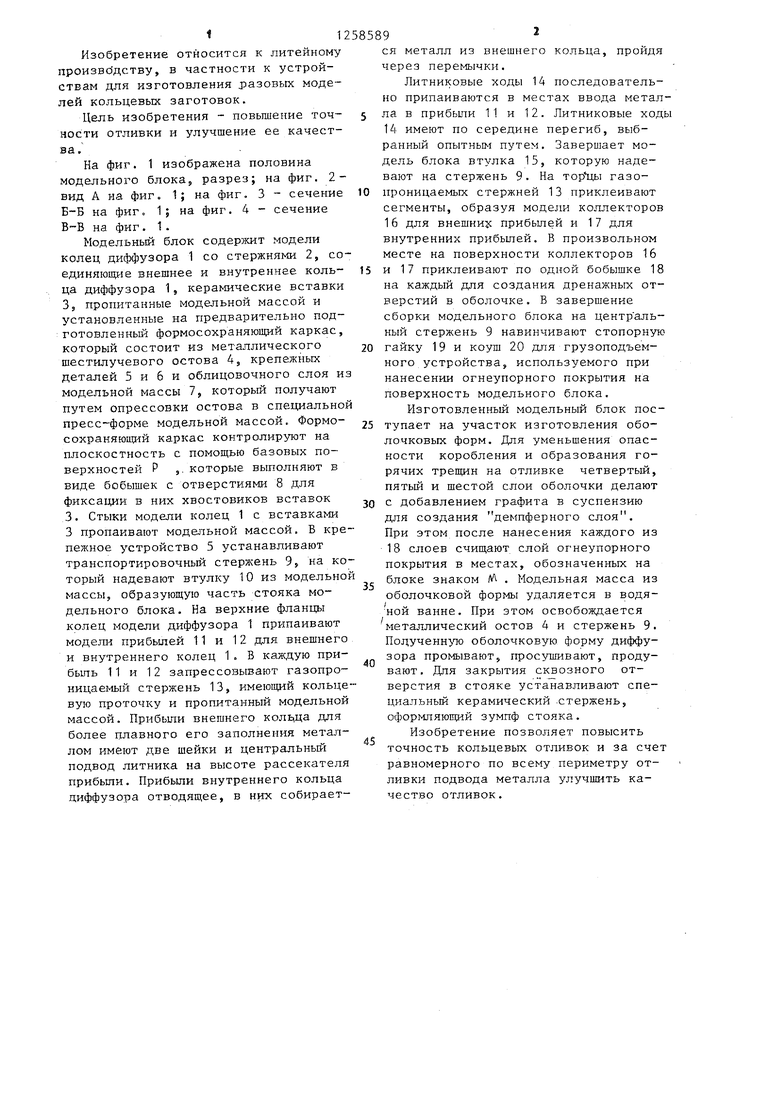
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения крупногабаритных тонкостенных отливок по выплавляемым моделям | 1987 |
|
SU1567316A1 |
| Прибыль для отливок | 1978 |
|
SU768551A1 |
| Способ изготовления отливок из интерметаллидных сплавов в литье по выплавляемым моделям | 2022 |
|
RU2791680C1 |
| СПОСОБ ПОЛУЧЕНИЯ КРУПНОГАБАРИТНОЙ ОТЛИВКИ С ВНУТРЕННИМИ ПОЛОСТЯМИ СЛОЖНОЙ КОНФИГУРАЦИИ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2002 |
|
RU2231414C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧКОВЫХ ФОРМ В ЛИТЬЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2009 |
|
RU2418647C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМ В ЛИТЬЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2009 |
|
RU2418648C2 |
| Способ изготовления керамической формы | 1983 |
|
SU1093385A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МОДЕЛЕЙ ПОРШНЯ | 2009 |
|
RU2513672C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВКИ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 1998 |
|
RU2142352C1 |
| ЛИТНИКОВО-ПИТАЮЩАЯ СИСТЕМА | 1973 |
|
SU405647A1 |
| Литье по выплавляемым моделям | |||
| /Под | |||
| ред | |||
| Я.И | |||
| Шкленник и др | |||
| Мапш- ностроение, 1984, с | |||
| Прибор для получения стереоскопических впечатлений от двух изображений различного масштаба | 1917 |
|
SU26A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Блок выплавляемых моделей для изготовления керамических форм | 1979 |
|
SU869934A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
