I
Известны лаконаливные установки для нанесения покрытий на изделия коробчатой формы, содержащие станину, подающее устройство, механизм манипулирования покрываемых лаком изделий, приводной механизм, лаконаливные головки и лаковые коммуникации. Однако такие установки не обеспечивают необходимой производительности и качества покрытия на изделиях.
В целях повышения производительности и качества покрытия на. изделиях в предлагаемой установке станина выполнена в виде полой колонны с закрепленным на ней неподвижным кольцеобразньш столом с зубчатыми секторами, а подающее устройство выпол: нено совместно с механизмом, манипудирования и снабжено диском, вражающимся в горизонтальной плоскости и жестко насаженным на вертикальную ось, на котором радиально установлены валы механизма, манипулирования, снабженные на одном конце приспособлением для установки изделий, а на другом конце коническими шестернями, обкатывающимися по зубчатым секторам неподвижного кольцеобразного стола. Лаконаливные головки радиально расположены над подающим устройством и снабжены симметрично расположенными с двух сторон под углом 40-60° воздущнымн соплами, подающими сжатый воздух к краям лаковой завесь.
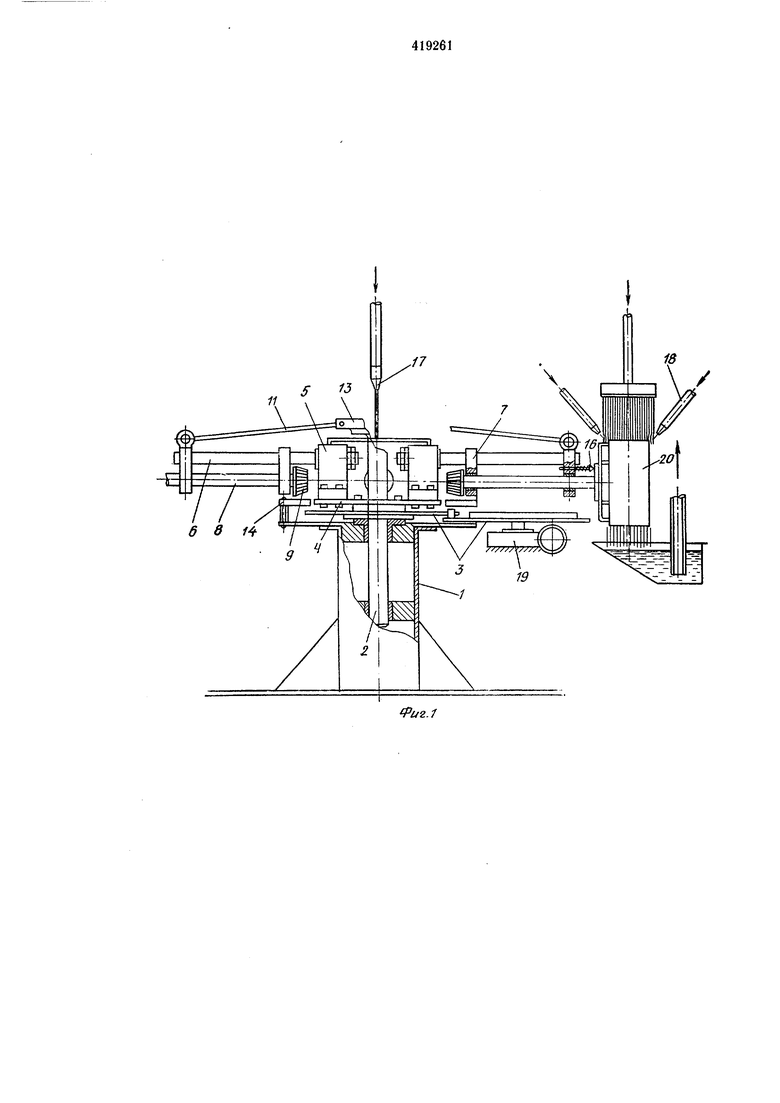
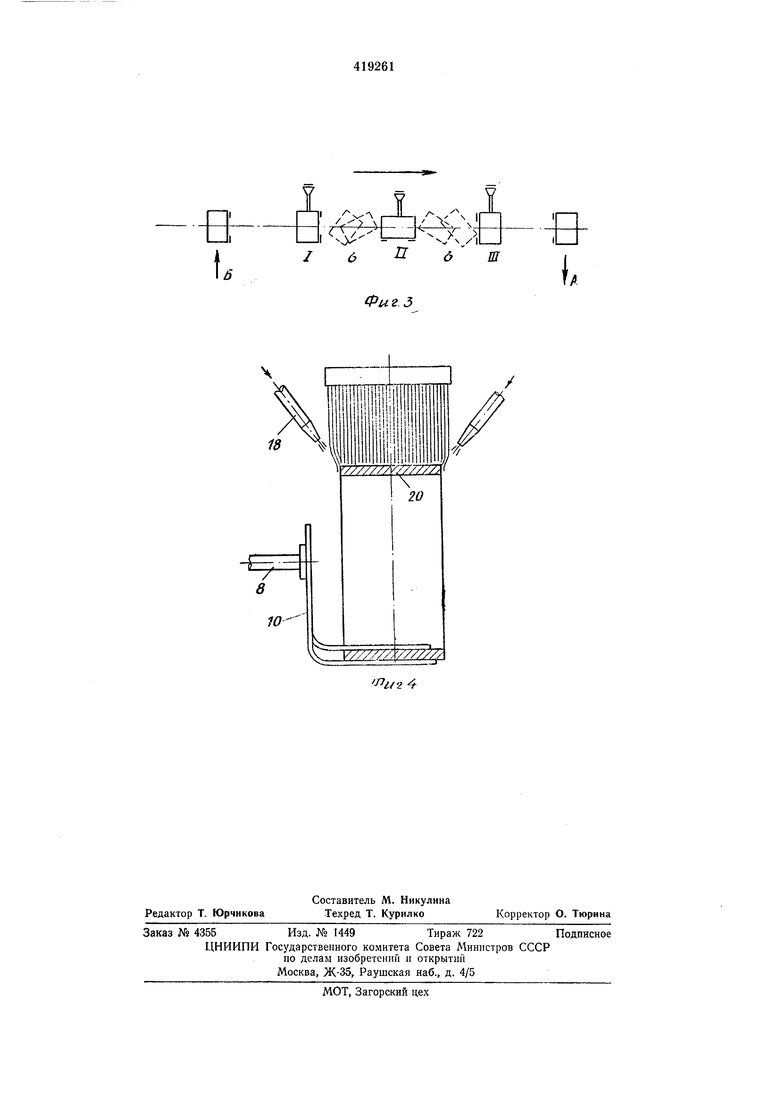
На фиг. 1 схематически изображена даконаливная установка, вид сбоку; на фцг. 2 - та же установка, вид сверху; на фиг. 3 показан круговой цикл нанесения покрытия на
изделия корбчатой формы с точками разгрузки и загрузки; на фиг. 4 показано нанесение покрытия на боковые кромки изделия.
На станине установки, выполненной в виде полой колоны /, в подщипниках вертикадьно установлен вал 2. На верхнем фданце вала жестко укреплен четырехдопастная зв«зда мальтийского механизма 3 и диск 4, на котором установлены опорные колодки 5. На колодках консольно закреплены кронщтенны 6,
каждый нз которых имеет по две опоры 7 с подщипниками для радиальных вадов 8. На внутренних концах валов 8 жестко насажены конические шестерни 9, на наружных имеются фданцы с закрепленными на них кронштейнами 10 для навешивания покрываемых даком нзделий. Для обеспечения жесткости вращающейся системы она снабжена стяжками 11, 12 и муфтой 13.
На колонне / в верхней части закреплен
неподвижный кольцевой стол 14, на котором смонтированы секторы зубчатого венца 15. Число зубьев секторов, нх количество и расположение на столе подбираются применительно к программе цикла, в данном случае
поворот на 90° между лаковыми завесами I-II
и II-HI и поворот на 180° между точками Л разгрузки и Б загрузки. Фиксирование поворота валов 8 на заданный угол обеспечивается защелкой 16. . На внешних креплениях (на (Jwrypax не показаны) установлены три (для изделия, покрываемого лаком с трех сторон) лаконаливные головки 17, имеющие по краям по два сопла 18 для подвода сжатого воздуха к кромкам поверхности изделий. Периодичность вращения и остановок вращающейся системы обеспечивается мальтийским механизмом 3, приводимым в движение от двигателя через редуктор 19.
Лаконаливная установка работает следующим образом.
Приводится во вращение ведущая шайба мальтийского механизма 3, которая, завершив один оборот, поворачивает вращающуюся систему на V4 оборота и, выйдя пальцем из зацепления со звездой механизма, останавливает систему. В момент остановки вращающейся системы в точке Б на кронштейн 10 вручную или автоматически навешивается (закрепляется) изделие. Шайба мальтийского механизма, завершив полностью следующий оборот и начиная другой оборот, поворачивает на /4 оборота всю вращающуюся систему. При этом поверхность изделия, ранее установленного на кронштейн 10, проходит под лаконаливной головкой 17 к лаковой завесе и по прохождении ее шестерня 9 вала 8, накатываясь на ближайший зубчатый сектор 15, поворачивает вал 8 с навешенным на внешнем конце изделием на 45°, после чего .вращающаяся система останавливается для съема и навешивания очередного изделия.
При следующем повороте системы на Д оборота шестерня и радиальный вал поворачиваются еще на 45°, после чего защелка 16 фиксирует положение следующей поверхности изделия (повернутой вокруг своей оси на 90°), обращенной в сторону лаконаливной головки (позиция II). Продолжая движение, эта поверхность проходит лаковую завесу лаконаливной головки (позиция II), и снова шестерня 9, накатываясь на очередной зубчатый сектор, поворачивает вал 5 и изделие на 45°. После очередной остановки в начале следующего поворота на /4 оборота шестерня и ради-альный вал с изделием поворачиваются еще на 45°, подготавливая поверхность для ввода в лаковую завесу, и по завершении поворота останавливаются в точке А, где вручную или автоматически происходит снятие
4 i
готового, покрытого лаком с трех сторбн, изделия:- ,
При следующем повороте вращ,ающейся системы на /4 оборота вал S (без изделия)
-своей шестерней; накатывается наочередной зубчатый секторГ, имеющий ч йсло зубьев, обеспечивающее поворот вала на 180-°. образом кронштейн 10, з авершив-полный оборот, возвращается в исходное поло кение,
точку Б, для навешивания на него очередного изделия.
В данном варианте предусмотрено четыре радиальных вала с шестернями и кронштейнами для одновременного покрытия трех изде5 ЛИЙ, последовательно проходящих своими поверхностями под лаковыми завесами трех наливных головок, обеспечивая тем самым непрерывный процесс (см. фиг. 3). В момент входа поверхностей изделия в лаковую завесу синхронно в сопла/5 установленные под углом 40-60°, подают сжатый воздух, давлением которого изгибаются края лаковой завесы, прижимаясь к боковым кромкам изделия 20.
Предмет изобретения
Лаконаливная установка для нанесения
30: покрытий на изделия коробчатой формы, содержащая станину, подающее устройство, механизм манипулирования покрываемых лаком изделий, приводной механизм, лаконаливные головки и лаковые коммуникации, отличающаяся тем, что, с целью повышения качества покрытия и производительности установки, станина выполнена в виде полой колонны с закрепленным на ней неподвижным кольцеобразным столом с зубчатыми секторами, а подающее устройство выполнено совместно с механизмом манипулирования и снабжено диском, вращающимся в горизонтальной плоскости и жестко насаженным на вертикальную ось, на котором радиально установлены валы
45 механизма манипулирования, снабженные на одном конце приспособлением для установки изделий, а -на друго м конце коническими шестернями, обкатывающимися по зубчатым секторам неподвижного кольцеобразного сто-50 ла, лаконаливные головки радиально расположены над подающим устройством и снабжень симметрично установленными с двух сторон под углом 40-60° воздушными соплами, подающими сжатый воздух к краям лако55 вой завесы.
c
т.л д
ш
Фиг 5
| название | год | авторы | номер документа |
|---|---|---|---|
| Лаконаливная машина | 1976 |
|
SU606633A1 |
| ЛАКОНАЛИВНАЯ МАШИНА | 1972 |
|
SU426715A1 |
| Фрезерный станок | 1980 |
|
SU952469A1 |
| Многопозиционный, многошпиндельный полуавтоматический станок карусельного типа | 1960 |
|
SU139898A1 |
| СТАНОК ДЛЯ ТЕРМООБРАБОТКИ ИЗДЕЛИЙ | 1970 |
|
SU258352A1 |
| УСТРОЙСТВО ДЛЯ ФРЕЗЕРОВАНИЯ ДЕТАЛЕЙ СЛОЖНОЙ КОНФИГУРАЦИИ | 1971 |
|
SU288988A1 |
| МАШИНА ДЛЯ ФРАНКИРОВАНИЯ ПОЧТОВЫХ ПАКЕТОВ | 1970 |
|
SU280365A1 |
| Наливочная машина для нанесенияпОКРыТий HA издЕлия | 1979 |
|
SU852376A1 |
| УСТРОЙСТВО РОТОРНОГО ТИПА для ВУЛКАНИЗАЦИИ РЕЗИНОВЫХ И АСБЕСТО-РЕЗИНОВЫХ ИЗДЕЛИЙ | 1965 |
|
SU173918A1 |
| Устройство для изготовления витых чувствительных элементов | 1983 |
|
SU1125084A1 |

/
8
Л ц-г 4
