1
Изобретение относится к металлургии черных Металлов, в частности к литью чугунных труб.
При литье чугуна в охлаждаемые формы его затвердевание в результате контакта с поверхностью водоохлаждаемого кокиля происходит с большой скоростью. В этих условиях для получения качественных отливок (в особенности тоикостенных, например, чугунных труб) необходимо использовать чугун с определенной устойчивостью к образованию отбела. Повышение склонности чугуна с отбелу приводит к увеличению количества структурно сободного цементита и глубины его залегания, что вызывает снижение прочностных свойств металла. Слишком «мягкие чугуны также не обеспечивают высокого качества отливок.
Структура чугуна в отливке определяется скоростью кристаллиза ции и физико-химическими свойствами расплава. Скорость кристаллизации, Б свою очередь, зависит от интенсивности отвода тепла и резко меняется ло сечению отливки. Глубина отбела в отливке при практически постоянных тепловых условиях и распределении скоростей затвердевания по сечению зависит от физико-химических свойств чугуна.
Для определения скло-нности чугуна к отбелу необходимы специальные технологические пробы. Известны формы для отливки такого рода клиновых .проб, включающие стержень или форму из песчаных смесей и Л1еталлическую плнту-холодильник. Однако эти
формы, обеспечивающие одностороннее охлаждение и достаточно хорошо характеризующие склонность чугуна к отбелу при литье его в песчаные формы, не могут воссоздать тепловые усло:вия, имеющие место при литье в охлаждаемые формы.
Целью изобретения является создание оптимальных тепловых условий охлаждаемых металлических форм и повышение точности оценки склонности чугуна к отбелу. Это достигается тем, что угол конуса выполнен равны.м 11 -13°, а соотношение ширины нижнего основания, ширины верхнего основания, длины и высоты полуформ составляет соответственно от 1 : 10 : 45: 45 до 1 : 14 : 55 : 55, Приче.м
одна из полуформ имеет выступ, составляющий 50-80% длины кокиля.
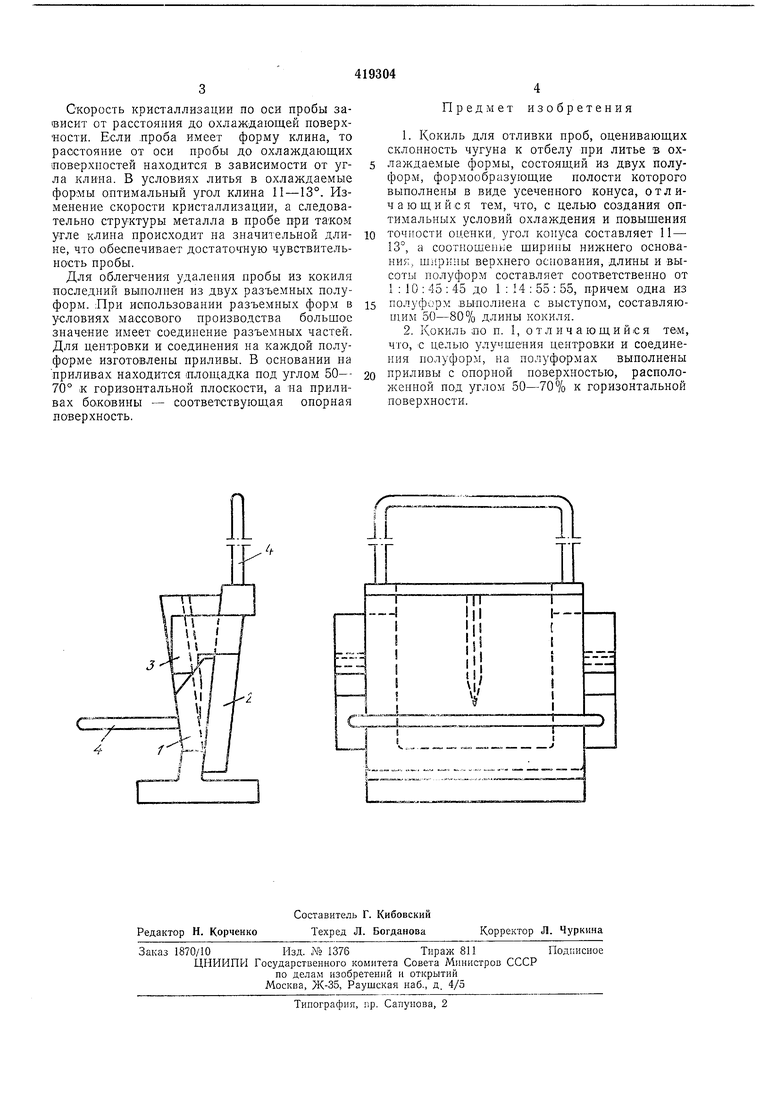
На чертеже показан предлагаемый кокиль в двух проекциях.
Кокиль состоит из двух полуформ, основаНия и боковин 1 и 2, на которых выполнены приливы 3, а также ручек 4. Рабочая полость кокиля имеет форму клина. Для обеспечения равномерного двухстороннего охлаждения пробы ПОЛОСТЬ симметрична относительно вертикальной оси нробы.
Скорость кристаллизации по оси пробы зависит от расстояния до охлаждающей поверхности. Если .проба имеет форму клина, то расстояние от оси пробы до охлаждающих поверхностей находится в зависимости от угла клина. В условиях литья в охлаждаемые формы оптимальный угол клина 11-13°. Изменение скорости кристаллизации, а следовательно структуры металла в пробе при таком угле клина происходит на значительной длине, что обеспечивает достаточную чувствительность пробы.
Для облегчения удаления пробы из кокиля последний выполнен из двух разъемных нолуформ. При использовании разъемных форм в условиях массового производства большое значение имеет соединение разъемных частей. Для центровки и соединения на каждой полуформе изготовлены приливы. В основании на ириливах находится площадка под углом 50- 70° iK горизонтальной плоскости, а на приливах боковины - соответствующая опорная поверхность.
Предмет изобретения
1.Кокиль для отливки проб, оценивающих скло.нность чугуна к отбелу при литье в охлаждаемые формы, состоящий из двух полуформ, формообразующие полости которого выполнены в виде усеченного конуса, отличающийся тем, что, с целью создания оптимальных условий охлаждения и повыщения
точности оценки, угол конуса составляет 11 - 13°, а соотношение ширины нижнего основания, шнрины верхнего основания, длины и высоты полуформ составляет соответственно от 1:10:45:45 до 1 :14:55:55, причем одна из
полуформ выполнена с выступом, составляюишм 50-80% длины кокиля.
2.Кокиль i7o п. 1, отличающийся тем, что, с целью улучшения центровки и соединения полуформ, на полуформах выполнены
приливы с опорной поверхностью, расположенной под углом 50-70% к горизонтальной поверхности.
| название | год | авторы | номер документа |
|---|---|---|---|
| Кокиль для литья технологических проб из чугуна | 1982 |
|
SU1016054A1 |
| Способ получения износостойких и упругих структур рабочих органов почвообрабатывающих машин | 2019 |
|
RU2743682C2 |
| Кокиль для изготовления чугунных отливок с выступами | 1985 |
|
SU1409407A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОЛСТОСТЕННЫХ ОТЛИВОК ИЗ ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ | 2011 |
|
RU2440214C1 |
| Способ получения износостойких и упругих структур сменных органов почвообрабатывающего оборудования | 2020 |
|
RU2769338C2 |
| Модифицирующая смесь и конструкция литой модифицирующей присадки для внутриформенной обработки высокопрочного чугуна | 1983 |
|
SU1144763A1 |
| Способ получения неотбеленных чугунных отливок | 1982 |
|
SU1052322A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЛИТЬЯ В ФОРМУ-КРИСТАЛЛИЗАТОР | 2013 |
|
RU2541267C2 |
| Многогнездный кокиль | 1980 |
|
SU900960A1 |
| Чугун | 1989 |
|
SU1661238A1 |
