1
Изобретение может найти применение при изготовлении н восстановлении поверхностей деталей типы тел вращения, например коленчатых валов.
Р1звестен способ мпогоэлектродной наплавки деталей тина тел вращения с припудительной подачей флюса в зону наплавки.
Предлагаемый способ отличается от извсстиого тем, что, с целью повыщеиня производительности и качества наплавки подачу флюса производят по крайпе мере двумя встречными струйными потоками, направленными под углом к продольной оси электродов, а нерасплавивщиеся частицы флюса удаляют из зоны нанлавки.
Подачу флюса можно осуществлять дополнительными струйными потоками, направленными иод углом к основным потокам.
Процесс ведут открытой дугой, защищая жидкий металл только определенным количеством флюса иутем его подачи к электродным торцам в непосредственной близостн к приэлектродным активным пятнам дуговых разрядов с последующей дозировкой поступления флюса сквозь дуговой разряд в жидкую ванну на поверхности детали, преимущественно путем торможения его частичек на электродах, засасывания их дугой, схватывания с электродным веществом, плавления и
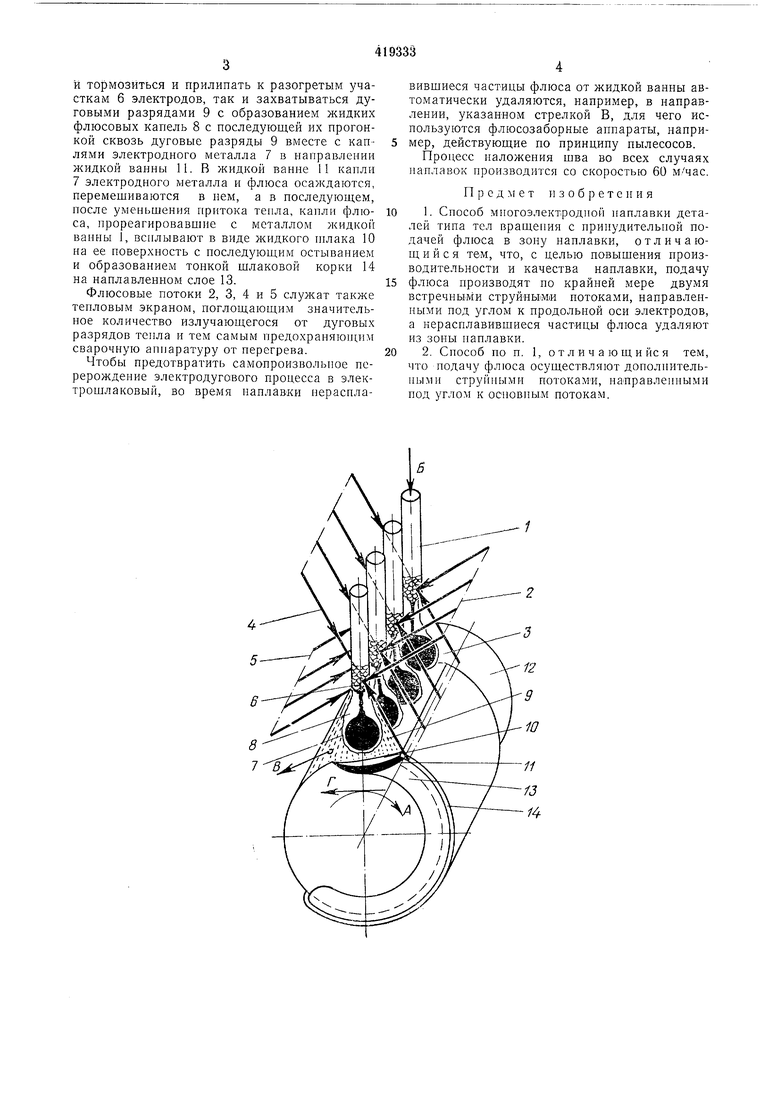
переноса флюса совместно с разогретым и оплавлепным электродным веществом. Чертеж иллюстрирует предлагаемый способ. Па чертеже ирипяты следующпе обозначенпя: 1 - группа электродов, 2-5 - потоки флюса к .электродным торцам. 6 - разогретые участки электродов, 7 - жидкая капля электродного металла, 8 - жидкая флюсовая оболочка на электродной капле, 9 -дуговые разряды, 10 - жидкий щлак на поверхности жидкой металлической ванны, 11-жидкая металлическая ванна на поверхностп изделия, 12 - деталь, 13 - наплавленный слой, 14 - остывщая щлаковая корка, стрелка А - направление рабочего движения детали ио отношению к электродным торцам, стрелка Б - рабочее движение электродов к детали, стрелка В - направление удаления нерасплавленного флюса, стрелка Г - направление вектора
скорости сварки (наплавки).
После согласования взаимного перемещения электродов 1 по отнощению к детали 12 возбуждают между ними устойчивые дуговые разряды 9 и одновременно подают флюс к
электродным торцам встречными потоками 2, 3, 4, 5 (показаны стрелками) в любом сочетании и последовательности в непосредственной близости от приэлектродиых активных пятеп дуговых разрядов 9, предоставив частнцам флюса возможность как отражаться, так
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДУГОВОЙ НАПЛАВКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 1999 |
|
RU2167036C1 |
| Способ многоэлектродной автоматической наплавки под флюсом | 1972 |
|
SU517424A1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ | 1993 |
|
RU2069614C1 |
| СПОСОБ ВЫСОКОСКОРОСТНОЙ АРГОННО-ДУГОВОЙ НАПЛАВКИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2002 |
|
RU2211123C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ НАПЛАВКОЙ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2009 |
|
RU2403138C1 |
| Способ наплавки изделий плавящимся электродом с подачей присадочной проволоки в сварочную ванну | 2017 |
|
RU2651551C1 |
| СПОСОБ ВЫСОКОПРОИЗВОДИТЕЛЬНОЙ АВТОМАТИЧЕСКОЙ ДУГО-КОНТАКТНОЙ НАПЛАВКИ ПОД ФЛЮСОМ С ПОПЕРЕЧНЫМИ КОЛЕБАНИЯМИ ПРИСАДОЧНОЙ ПРОВОЛОКИ | 2015 |
|
RU2613800C2 |
| Способ электродуговой обработки и устройство для его осуществления | 1989 |
|
SU1708555A1 |
| СПОСОБ ЦЕНТРОБЕЖНОЙ НАПЛАВКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2011 |
|
RU2457929C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ НАПЛАВКИ ВЕРТИКАЛЬНЫХ ПОВЕРХНОСТЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2069129C1 |
