1
Изобретение относится к устройствам для производства листового стекла, а именно к устройствам для производства стекла толстых номиналов на поверхности расплавленного металла.
Известна ванна к установке для производства листового стекла на поверхности расплавленного металла, содерл ащая установленные параллельно ее боковым стенкам в высокотемпературной зоне ограничительные элементы, выполненные в виде приводных барабанов с винтовой нарезкой на поверхности 1.
Недостатком устройства является деформация бортовых участков ленты от наличия следов винтовой нарезки.
Наиболее близким техническим решением к изобретению является ванна к установке для изготовления листового стекла, содержащая установленные в ее высокотемпературной зоне ограничительные элементы, выполненные в виде приводных барабанов с гладкой наружной поверхностью, установленные с расхождением по ходу ленты под углом 3-12°, и установленные за ними гусеничные транспортеры. Приводные барабаны при этом выполнены из несмачиваемого стеклом материала и частично погружены в раснлавленный металл 2.
Недостатком указанного устройства является деформация бортовых участков формуемой ленты стекла от наличия следов гусеничных транспортеров, что требует в
дальнейшем обрезки бортов. Этот процесс для стекол толстых номиналов очень трудоемок.
Цель изобретения - получение толстого стекла с нескошенной кромкой.
Указанная цель достигается тем, что в устройстве для производства листового стекла, содержащем ванну с расплавленным металлом, установленные в ее высокотемпературной зоне под углом 3-12° к оси
ванны ограничительные элементы в виде барабанов с приводом, барабаны на половину диаметра погружены в расплав металла, а привод каждого барабана выполнен в виде контактирующих с ним катков,
размещенных над расплавом металла по обе стороны от его оси.
Отсутствие контакта элементов с верхней поверхностью бортовых участков формуемой ленты позволяет получать ленту стекла
с торцами, близкими к плоскости.
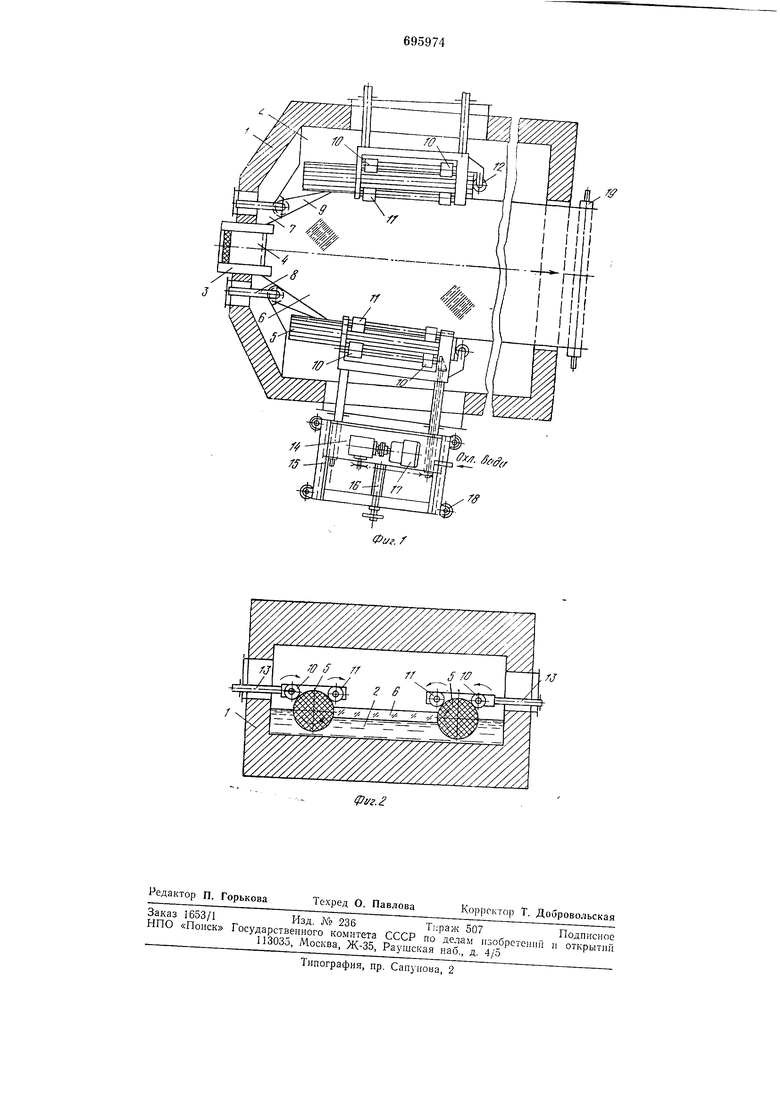
На фиг. 1 показан вид установки в плане; на фиг. 2 - поперечный разрез.
Установка состоит из ванны 1 с расплавленным металлом 2, лотка 3 для подачи
стекломассы 4, ограничительных элементов
5 (барабанов), выполненных из несмачиваемого стеклом материала (преимущественно графита) с гладкой поверхностью, которые установлены в высокотемпературной зоне у бортов ванны в горизонтальной плоскости с расхождением по ходу ленты 6 под углом 3-12° и погружены в расплав металла 2 на половину их диаметра, боковых рестрикторов 7 и шарнирно установленных на кронштейнах с осями 8 подвижных направляющих элементов 9, перекрывающих зазор между барабанами 5 и бортовыми рестрикторами 7. Барабаны 5 удерживаются в заданном положении при помощи катков 10, И и 12, смонтирозанных на водоохлаждаемых консолях 13 и каретках 14, которые в направляющих рамах 15 могут перемещаться при помощи винта 16, изменяя щирнну формуемой ленты 6 стекла. Вращение барабанов 5 осуществляется от электропривода 17 через цепную передачу и коническую пару при помощи фрикционной передачи катков 10. Далее за барабанами 5 установлены холодильники для стабилизации полученной формы (на чертеже не показаны). Для регулирования заглубления барабанов 5 рама 15 снабжена винтовыми опорами 18.
Работа устройства осуществляется следующим образом.
В ванну 1 с расплавленным металлом 2 из стекловаренной печи по лотку 3 стекломассу 4 подают на поверхность расплава, где она, перемещаясь между бортовыми рестрикторами 7 и направляющими элементами 9, достигает вращающихся гладких барабанов 5 и растекается равномерным слоем, формуясь в толстую ленту 6 стекла. Выщедщую из контакта с барабанами 5 сформованную толстую ленту 6 стекла
охлаждают до затвердения и удаляют нз ванны при помощи валков 19 рольганга печи отжига. Отсутствие контакта каких-либо элементов с верхней поверхностью бортовых участков формуемой ленты во время ее формования и наличие контакта бортов ленты с вращающимся барабаном, имеющим намного больший диаметр по сравнению с
толщиной вырабатываемой ленты стекла, позволяет получать ленту стекла с торцем, близким к плоскости. Точная регулировка по щирине на участке формования обеспечивает выработку ленты стекла заданной
щирнны, не требующей дальнейшей обрезки бортов ленты.
Формула изобретения
Устройство для производства листового стекла, содерлсащее ванну с расплавленным металлом, установленные в ее высокотемпературной зоне под углом 3-12° к оси ванны ограничительные элементы в виде
барабанов с приводом, отличающееся тем, что, с целью выработки толстого стекла с нескошенной кромкой, барабаны на половину диаметра погружены в расплав металла, а привод каждого барабана выполнен в виде контактирующих с ним катков, размещенных под расплавом металла по обе стороны от его оси.
Источники информации, принятые во внимание прн экспертизе
1.Авторское свидетельствоСССР № 313784, кл. С ОЗВ 18/02, 1970.
2.Авторское свидетельствоСССР № 485078, кл. С ОЗВ 18/02, 1973(прототип).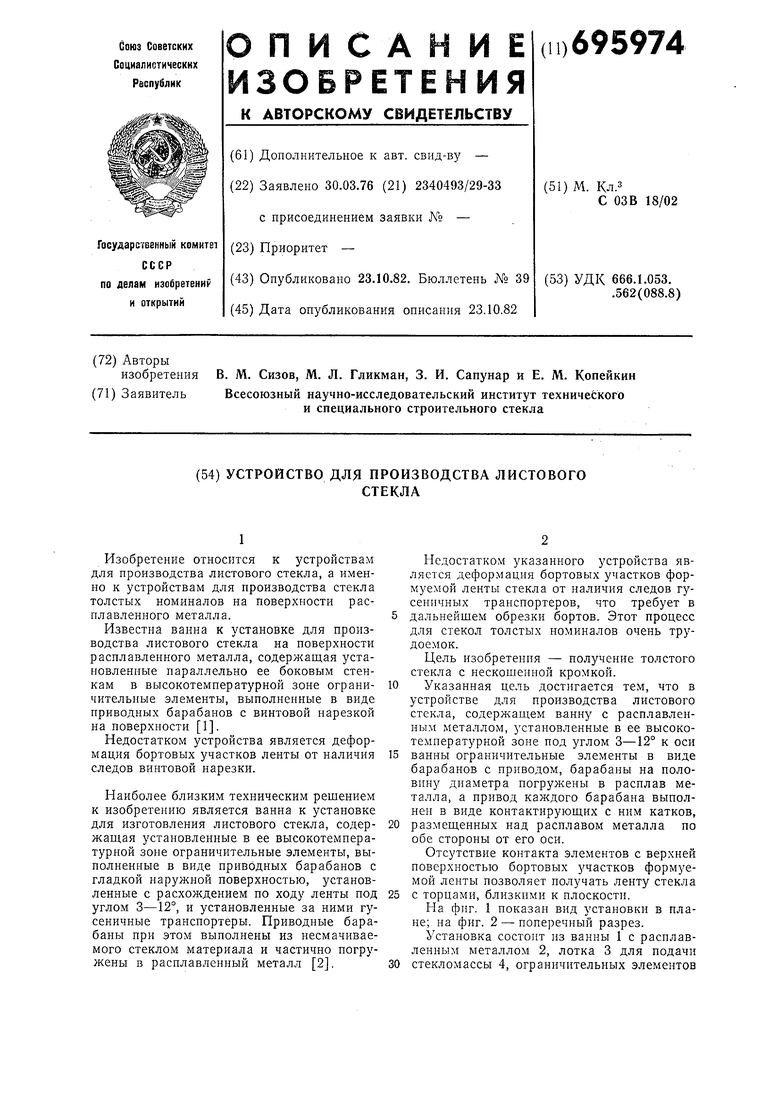
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВОГО СТЕКЛА ТОЛСТЫХ НОМИНАЛОВ | 2005 |
|
RU2299182C1 |
| Способ производства листового полированного стекла | 1977 |
|
SU668239A1 |
| Способ и ванна для изготовления листового толстого стекла | 1974 |
|
SU533122A1 |
| Ванна к установке для изготовления листового стекла | 1973 |
|
SU485078A1 |
| ВАННА К УСТАНОВКЕ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО СТЕКЛА | 1971 |
|
SU313784A1 |
| СПОСОБ ПРОИЗВОДСТВА УТОЛЩЕННОГО СТЕКЛА | 2000 |
|
RU2187472C2 |
| УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА ЛИСТОВОГО СТЕКЛА | 1992 |
|
RU2039016C1 |
| БОРТОВОЙ ОГРАНИЧИТЕЛЬНЫЙ ЭЛЕМЕНТ К ВАННЕ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО СТЕКЛАfX'-.-i'-iriV-i';,1 1Sisbii^-nud i | 1970 |
|
SU419481A1 |
| Устройство для производства листового стекла | 1977 |
|
SU678852A1 |
| Способ производства листового стекла и устройство для его реализации | 1975 |
|
SU555802A1 |