50-1
Ч(
(Л
со со
со
о
О5
со
с ячейками, имеющими пружин5щие пластинки. Целью изобретения является увеличение производительности путем одновременного заполнения изделиями всех ячеек поперечного ряда в решетке. Устройство содержит основание 1 и закрепленные на нем цепной шаговый конвейер 3 с подпружиненными носителями 4 изделий 5, механизм шагового перемещения решеток, механизм фиксации решеток, механизм переталкивания изделий с цепного шагового конвейера 3 в гнезда решеток, накопитель решеток без изделий, накопитель решеток с изделиями, мезкду которыми размещен цепной шаговый конвейер 3, и подпружиненную платформу 33. Цепной шаговый конвейер 3 с подпружиненными выталкивателями носителя изделий 5 подходит в зону укладки изделий в решетки 5, запружиненной планкой 21 и подпружиненными штырями 22 решетка фиксируется и момент перекладки изделий 5 с цепного шагового конвейера 3 в гнезда решеток. В зону укладки решетки по одной подаются из накопителя, а затем посредством подпружиненных захватов переталкиваются в каждый цикл на один шаг и изделия 5 из носителей 4 цепного шагового конвейера переталкиваются ползуном 18 в гнезда решетки. По мере загрузки всех рядов ячеек решетка подается в зону накопителя 34, где подпружиненной платформой 33 решетка подается в накопитель воздействием ползуна 20 на подпружиненную платформу при этом подпружиненный упор убирается из-под подпружиненной платформы воздействием решетки. 5 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Роторно-конвейерная машина | 1977 |
|
SU722823A1 |
| Роторно-конвейерная машина | 1980 |
|
SU940993A1 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ СБОРКИ РЕЛЬСОШПАЛЬНЫХ РЕШЕТОК ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2005 |
|
RU2285080C1 |
| Роторный автомат питания | 1987 |
|
SU1562102A1 |
| Роторно-конвейерная машина | 1980 |
|
SU948618A1 |
| Роторно-конвейерная машина | 1977 |
|
SU686808A1 |
| Транспортно-накопительный участок автоматических роторно-конвейерных линий | 1988 |
|
SU1569185A1 |
| Роторно-конвейерная машина с вертикальной осью для листовой штамповки | 1986 |
|
SU1428562A1 |
| Устройство для комплектации печатной корреспонденции | 1989 |
|
SU1678462A1 |
| СПОСОБ РАСФАСОВКИ СТАЛЬНЫХ ГВОЗДЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2111907C1 |
Изобретение относится к автоматизации технологических процессов в машиностроении и может найти применение при упаковке легкодеформируемых изделий в тару в виде решеток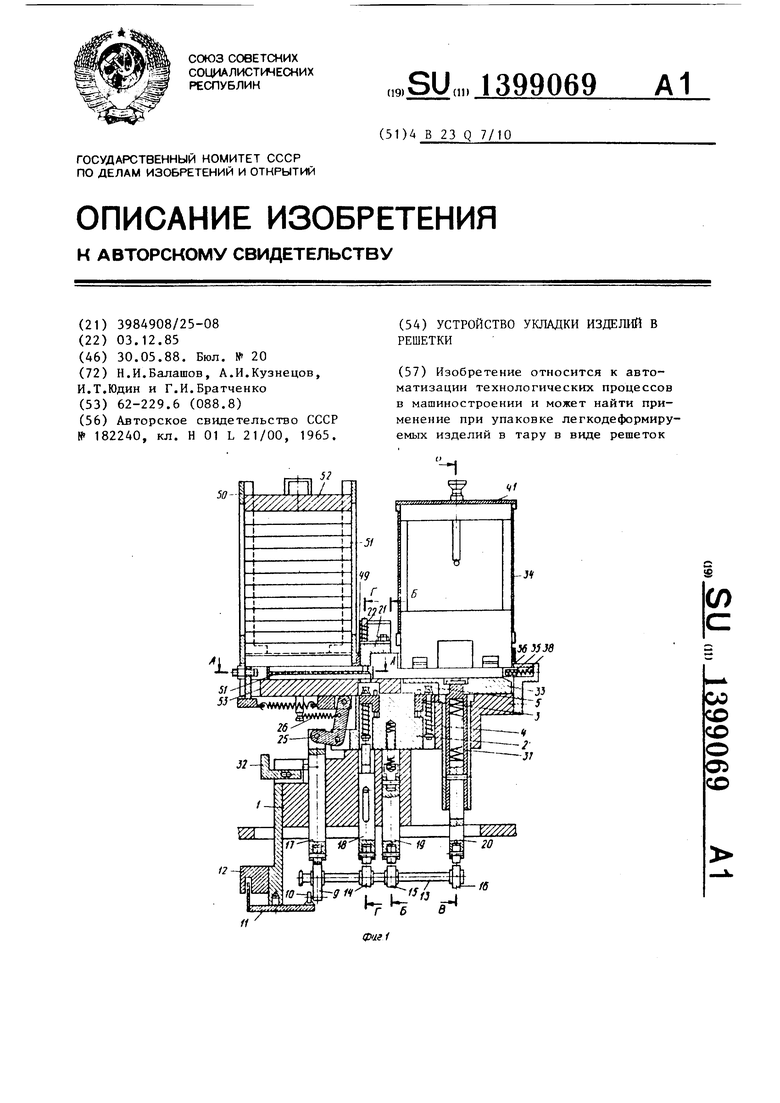
1
Изобретение относится к автоматизации технологических процессов в машиностроении и может найти применение при упаковке легкодеформируемых изделий в тару в виде решеток с ячейками, имеющими пружинящие пластинки.
Целью изобретения является увеличение производительности путем одновременного заполнения изделиями всех ячеек поперечного ряда в решетке.
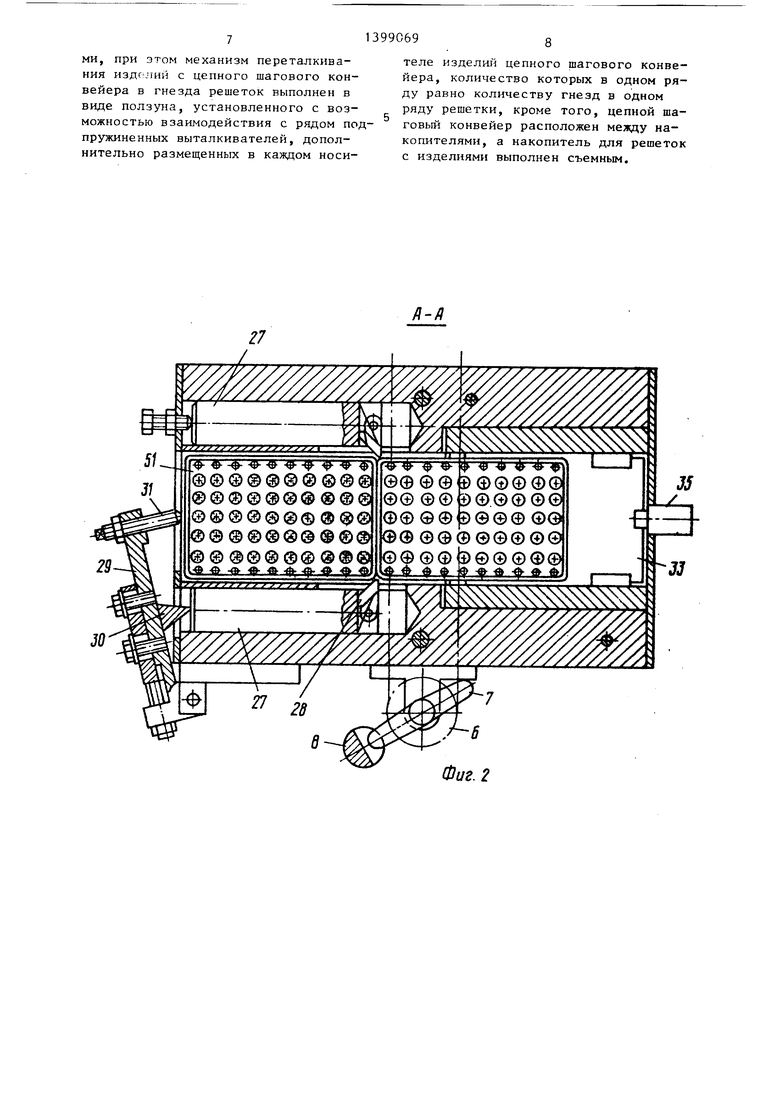
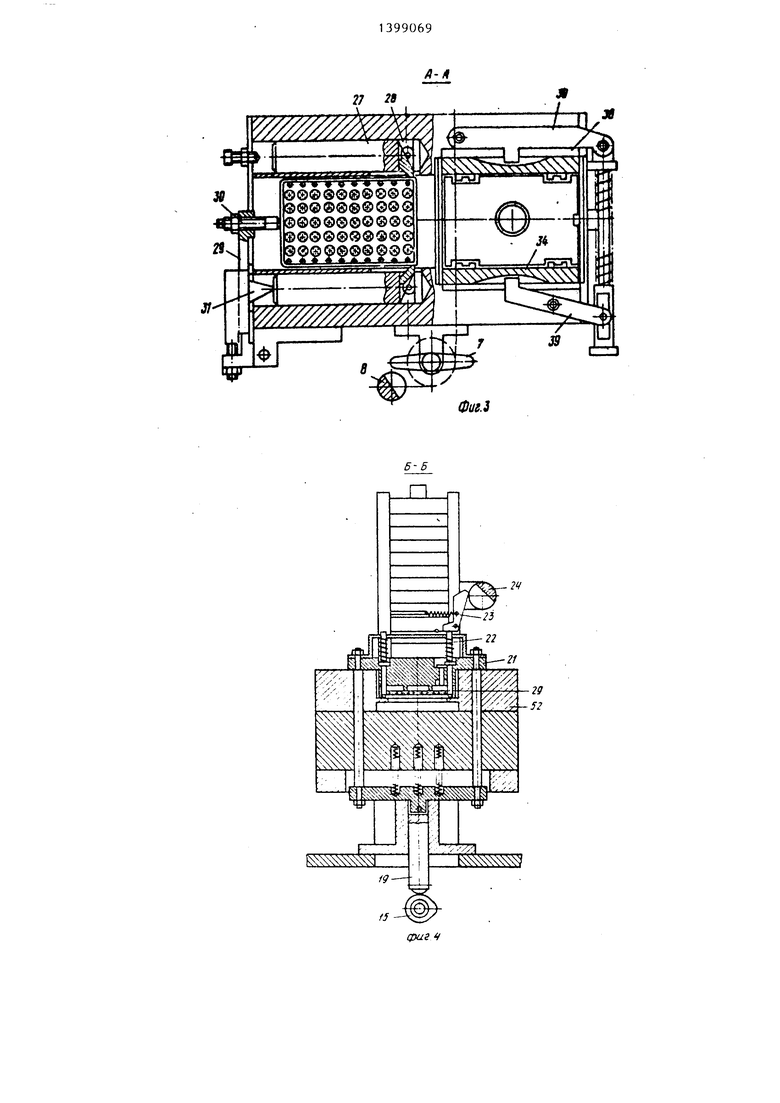
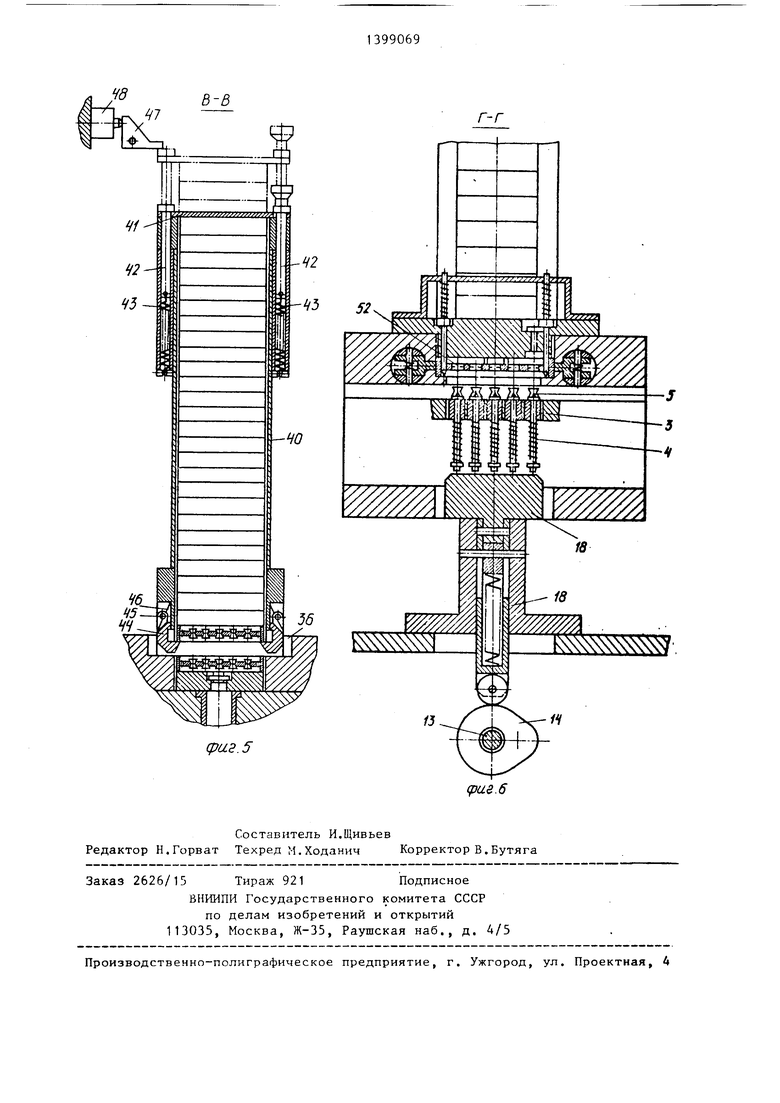
На фиг.1 изображено устройство для укладки изделий в решетки, продольный разрезу на фиг.2 - разрез А-А на фиг.1; на фиг.З - то же, в момент первичного перемещения решетки; на фиг.4- разрез Б-Б на фиг.1; на фиг.5 - разрез В-В на фиг.1 на фиг.6 - разрез Г-Г на фиг.1.
Устройство укладки изделий в решетки содержит основание 1, на котором закреплены направляющие 2 для цепного шагового конвейера 3 с подпружиненными носителями 4 изделий 5, огибающего натяжную звездочку 6 (фиг.2), на которой прикреплен флажок 7, взаимодействующий с бесконтактным датчиком 8, включающий привод ползунов. В контакте с кулачком 9 (фиг.1) привода ползунов установлен ролик 10 и подпружиненный рычаг 1 1 с бесконтактнь№1 датчиком 12, подающий сигнал на отключение привода ползунов. Привод ползунов состоит из вала 13 и кулачков 9- 16, воздействующих на вертикальные
5 ползуны 17-20. Один из этих ползунов ползун 19 (фиг.4) входит в механизм фиксации решетки, содержащий подпружиненную планку 21 с подпружиненными штырями 22, рычаг 23 и бесконтактный
0 датчик 24.
Ползун 17 установлен с возможностью взаимодействия через подпружиненный рычаг 25 и пружину 26 с механизмом шагового перемещения реше- 5 ток, выполненным в виде штоков 27, расположенных в горизонтальной плоскости с возможностью взаимодействия посредством закрепленных на них подпружиненных захватов 28 с боковыми
0 сторонами решеток, и через рычаг 29 связан с приводом устройства, а первичное перемещение решоток обеспечивается настройкой закрепленного на рычаге 29 толкателя 30 и регулируемо5 го упора 31. Также на основании 1 установлен рычаг 32, фиксирующий положение вертикального ползуна 17.
Механизм переталкивания изделий из носителей цепного шагового кон0 вейера 3 в решетки выполнен в виде
3
ползуна 18, который является толкателем для подпружиненных держателей 4 с изделиями 5 цепного шагового конвейера 3, расположенного под решеткой.
Ползун 20 установлен с возможностью взаимодействия с подпружиненной относительно основания 1 плаформой 33. Подпружиненная платформа 33 установлена с возможностью перемещения вдоль оси симметрии накопителя 34 для наполненных изделиями ршеток и взаимодействия с подпружиненым относительно основания упором 3
Накопитель 34 для наполненных решеток выполнен сменным и размещен в гнезде 36.
Платформа 33 подпружинена относительно основания 1 пружиной 37, а упор 35 - пружиной 38.
Накопитель 34 крепится к основан 1 подпружиненными защелками 39. Выполненный в основании 1 сменный накопитель 34 имеет корпус 40, подвижную крьш1ку 41 со штоками 42 и пржинами 43, причем к корпусу 40 прикреплены держатели 44 с осями 45 и пружинами 46. Над накопителем 34 закреплен рычаг 47 и микропереключатель 48, предназначенный для отключения устройства при заполнении накопителя 34 решетками с изделиями. В основании 1 по другую сторону цепного шагового конвейера выполнено гнездо 49 под накопитель 50 (фиг.О с пустыми решетками 51 и крышкой- прижимом 52, под воздействием которой решетки прижимаются к направляющим 53 в зону укладки.
Устройство для укладки решеток работает следующим образом.
Цепной шаговый конвейер 3 (фиг.1 заполненный изделиями 5, совершая прерывистое движение, подходит в зону укладки изделий в решетку. Одновременно с цепным шаговым конвейером 3 совершает прерывистое вращени флажок 7, закрепленный на натяжной звездочке 6. Количество шагов поворота флажка 7 соответствует количеству изделий, подошедших в зону, укладки, или количеству изделий в поперечном ряду ячеек решетки 51, под которой располагается цепной шаговы конвейер 3, На последнем перемещении флажок 7 перекрывает зону срабатывания бесконтактного датчика 8. Этим самым подается команда на вклю
I
5
10
15
20
25
.
ю , 30
35
40
45
50
55
чение пр1гвода ползунов и передается вращение от главного привода к валу 1 3 с установленными в нем кулачками 9, 14-16. Вал с кулачками, совершая один оборот, что соответствует циклу 3,49 секунд, обеспечивает возвратно-поступательное движение вертикальных ползунов 17-20.
За один оборот привода эти ползуны обеспечивают подачу решетки 51 на шаг и ее транспортировку в зону укладки; управление работой механизма фиксации, выполненного в виде подпружиненной планки 21 с подпружиненными штырями 22, в момент укладки в решетку 51 изделий 5; перекладку изделий 5 из цепного шагового конвейера 3 в решетку 51; подъем решетки с изделиями в накопитель 34.
Во время работы устройства подача пустых решеток 51 осуществляется из накопителя 50 под действием крышки- прижима 52 в механизм шагового перемещения решеток с горизонтальными штоками 27, который приходит в движение от кулачка 9 и ползуна 17. По мере движения последних приходит в действие подпружиненный рычаг 25 и соединенные с ним горизонтальные штоки 27 (фиг.2), а также контактирующий с ползунами рычаг 29 первичного перемещения решеток. При этом толкатель 30 с регулируемым, в зависимости от величины перемещения решетки, упором 31 воздействует на решетку 51 только до вхождения в зону укладки изделий первого поперечного ряда ячеек. Как только решетка зашла в зону укладки, ее захватывают подпружиненные захваты 28 (фиг.З) горизонтальных штоков 27. По мере заполнения первого ряда ячеек подпружиненные захваты 28 вместе со штоками 27 под действием кулачка привода штоков сдвигают решетку на шаг до помещения в зону укладки последующего ряда ячеек. В свое первоначальное положение ползуны возвращаются под воздействием. пружины 26 (фиг.1), при этом подпружиненные захваты 28 штоков 27 легко поворачиваются вокруг своей оси. Рычагом 32, который фиксирует ползун 17, осуществляется отмена подачи решетки.
По мере того, как решетка подошла в зону укладки, осуществляется перекладка изделий с цепного шагового конвейера 3 в решетку 51 при помо5
щи вертикального ползуна 18 и кулачка 14.
Под воздействием ползуна 19 и кулачка 15 подпружиненный прижим 21 обеспечивает прижатие решетки 51 к направляющим 53 в момент перекладки, а подпружиненные штыри 22 (фиг. 4) обеспечивают фиксацию в зоне укладки. Контроль фиксации решетки осуществляется с помощью бесконтактного датчика 24, в зону срабатывания которого входит подпружиненный рычаг 23, в случае несовпадения подпружиненных штырей 22 с фиксирующими отверстиями решетки, а также в случае, если решетка не переместится на шаг. При срабатывании датчика 24 подается световой сигнал на пульте сигнализации с указанием номера и одновременно устройство останавливается.
По мере загружения всех рядов ячеек заполненная решетка сдвигается последующей заполняющейся решеткой в зону укладки в накопитель 34. Подача решетки в зону укладки, в кассету, происходит до того момента, когда она воздействует на подпружиненный упор 35, который освобождает подпружиненную платформу 33 для подъема подошедшей ретаетки. Подпружиненная платформа 33 (фиг.1) связана с ползуном 20, который получает двюкение от кулачка 16. Таким образом, освободившаяся подпружиненная платформа
33вместе с решеткой 51 поднимается и передает наполненную решетку в накопитель 34. При входе в накопитель
34решетка своими стенками поворачивает держатели 44 (фиг.5) вокруг оси 45 и входит в корпус 40 накопителя. Как только держатели освобождз,а1отся от воздействия решетки, под усилием пружин 46 они возвращаются в исходное положение и держат решетку в корпусе накопителя. После этого подпружиненная платформа 33 действием пружины 37 возвращается в исходное положение и снова фиксируется подпружиненным упором 35. По мере заполнения накопителя 34 решетки поднимаются до верхнего уровня и первая решетка перемещает подвижную крьш1ку 41 до взаимодействия с рычагом 47 (фиг.5) микропереключателя 48. Под действием рычага 47 срабатьшает микропереключатель 48 и над кассетой загорается лампочка, сигнализирующая о необходимости замены кассеты.
1399069
Для отключения привода ползунов необходимо, чтобы ролик 10 (фиг. 1) передал действие подпружиненному рычагу 11, а тот перекрыл зону сраба- тывания бесконтактного датчика 12. После отключения привода ползунов начинает двигаться цепной шаговый конвейер 3 с изделиями и поворачиваться флажок 7 (фиг.2) до вхождения последнего в зону действия бесконтактного датчика 8, включающего привод ползунов. Далее цикл повторяется.
15
Формула изобретения
0
Устройство для укладки изделий в решетки, содержащее основание и тированные на нем цепной шаговый конвейер с равномерно расположенными носителями изделий, накопитель для решеток без изделий, накопитель для решеток с изделиями, механизм шагового перемещения решеток относительно цепс ного шагового конвейера, механизм фиксации решетки, механизм переталкивания изделий с цепного шагового конвейера в гнезда решетки, причем упомянутые механизмы кинематически связаны с приводом устройства, о т- л и чающееся тем, что, с целью повьш1ения производительности устройства, оно снабжено подпружиненной относительно основания платформой, установленной под накопи5 телем решеток с изделиями с возможностью возвратно-поступательного перемещения вдоль оси симметрии вышеуказанного накопителя и взаимодей- стьия с дополнительно введенным под- прухсиненным относительно основания упором, закрепленным на основании между накопителем для решеток с изделиями и подпружиненной платформой, а механизм шагового перемещения ре5 теток выполнен в виде штоков с под- пр оишенными захватами, установлен- ньми с возможностью возвратно-поступательного перемещения в горизонтальной плоскости и взаимодействия
0 с боковыми поверхностями решеток, и толкателя первичного перемещения решеток с регулируемым упором, установленным с возможностью взаимодействия с решеткой и штоками с под5 пружиненными захватами, причем механизм фиксации решеток размещен над цепным шаговым конвейером и выполнен в виде подпружиненной планки с подпружиненными относительно нее штыря0
ния с цепного шагового конвейера в гнезда решеток выполнен в виде ползуна, установленного с возможностью взаимодействия с рядом подпружиненных выталкивателей, дополнительно размещенных в каждом носителе изделии цепного шагового конвейера, количество которых в одном ряду равно количеству гнезд в одном ряду решетки, кроме того, цепной шаговый конвейер расположен между накопителями, а накопитель для решеток с изделиями выполнен съемным.
Фиг. 2
Фиг.)
Б-5
(pas. 5
Г-Г
| ПОЛУАВТОМАТ МОНТАЖА ПЕРЕХОДА НА НОЖКУ ПОЛУПРОВОДНИКОВЫХ СПЛАВНЫХ ТРИОДОВ | 0 |
|
SU182240A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
