1
Известны снособы центробежного литья, включающие подачу расплава в полость вранцающейся относительно горизонтальной оси формы с иомощью заливочного желоба.
Предлагае.мый способ центробежного литья отличается от известного тем, что раснлав подают в форму свободной струей с неремещением точки падения струи вдоль образующей формы нутем изменения напора.
Это позволяет изготавливать длинпомерпые цилиндрические отливки с диаметром, не позволяющим введение заливочного же.юба в полость формы.
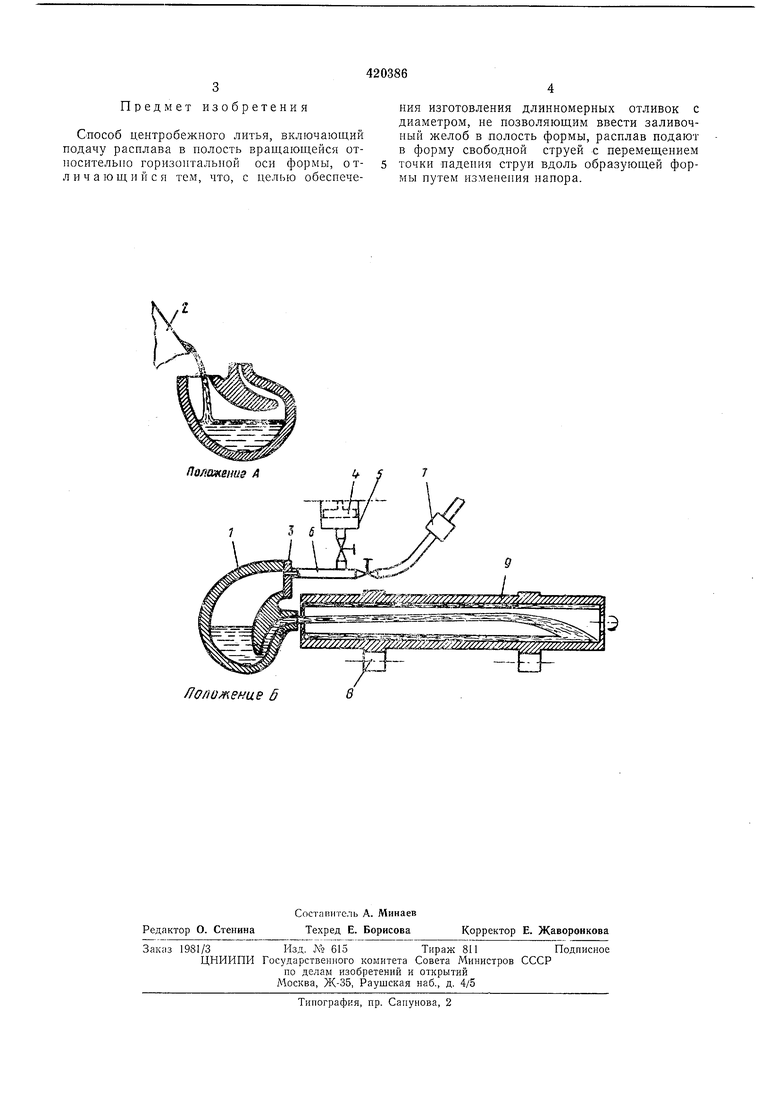
На чертеже изображено устройство, позволяющее осуществить предлагаемый способ.
В заливочный ковш 1 из раздаточного ковша 2 наливают раснлав. После занолиеиия ковш 1 из положения А переводят в положение Б, в котором горловина ковша герметически прижимается к крышке 3, а через отверстие- в этой крышке от нневмоцилнндра 4 с номощью поршня 5 по трубе 6 при помощи регулирующего устройства 7 в ковщ подается сжатый воздух или газ. По мере его поступления в ковш расплав через сифои и вынускное отверстие выбрасывается в полость формы.
В зависимости от давления возду.ха струя расплава поступает в то или иное место вращающейся на роликах 8 литейной формы 9.
При этом обеспечивается сохраиеине хорошей текучести раснлава, так как струя на своем нути не еоприкасается с охлаждающей расплав формой, а также быстрое заполнение
формы по любому заранее заданному режиму падения струи расплава.
Давленне воздуха в закрытой полостп ковща .можно повышать постоянно по заданному режиму с 1ем, чтобы место падения струн расплава па поверхность формы перемещалось от входной части формы к противоположной, когда весь расплав в ковше будет израсходоваи.
Возможна также подача расплава в форму
с постепенным повышением давления в иолостн ковша до Л|-аксимальиого с последующим снижением до пуля. При этом дгесто надепня струн в форме вначале удаляется от заливочного отверстия, а затем нрнближается к нему
(после достижения наиболее удаленного участка ).
Благодаря быстрой залнвке всего расплава онасности несварнвания раснлава не возникает.
С увелнчепнем угла канала формы к горизонту при о.типаковом давлении газа в закрыiOM ковше дальность броска струи увеличивается. Для форм постояиной длниы с увеличением угла ее наклона к горизоиту снижается потребное для впрыскивания металла давление воздуха или газа. Предмет изобретения Способ центробежного литья, включающий подачу расплава в полость вращающейся отпосительпо горизонтальной оси формы, от- 5 личающийся тем, что, с целью обеспечения изготовления длинномерных отливок с диаметром, не позволяющим ввести заливочный желоб в полость формы, расплав подают в форму свободной струей с перемещением точки падения струи вдоль образующей формы путем изменения напора.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ДИСПЕРСНЫХ МЕТАЛЛОВ И СПЛАВОВ | 1973 |
|
SU381405A1 |
| Способ получения двухслойной трубы и устройство для его осуществления | 1980 |
|
SU908488A1 |
| Ковш для заливки окисляющихся расплавов | 1981 |
|
SU980958A1 |
| Заливочное устройство для машины литья под давлением | 1976 |
|
SU616057A1 |
| Способ получения штапельных волокон и устройство для его осуществления | 1986 |
|
SU1423512A1 |
| Способ изготовления отливок и устройство для его осуществления | 1980 |
|
SU876276A1 |
| Способ центробежного литья отливок с поясками на внешней поверхности и устройство для его осуществления | 1984 |
|
SU1606257A1 |
| Устройство для бесфлюсовой плавки и разливки магниевых сплавов | 1976 |
|
SU611714A1 |
| ГОРИЗОНТАЛЬНАЯ ЦЕНТРОБЕЖНО-ДУТЬЕВАЯ УСТАНОВКА | 1970 |
|
SU274695A1 |
| Центробежная горизонтальная установка | 1979 |
|
SU831300A1 |
г
.--..--„-.,. ЛГ
V jW/ //////
