Изобретение относится к области литейного производства, в частности к плавильно-разливочным установкам для литья под низким давлением.
Известна плавильно-разливочная установка для литья под низким давлением, включающая герметизированные тигли для плавления и разливки металла, металлопровод, форму, кокильный станок и пульт управления.
Однако из-за большой окисляемости жидкого металла во время загрузки известная установка имеет низкое качество отливок.
Предлагаемая плавильно-разливочная установка отличается от известной тем, что она снабжена герметичным рукавом, соединяющим между собой герметизированные тигли для плавления и разливки металла.
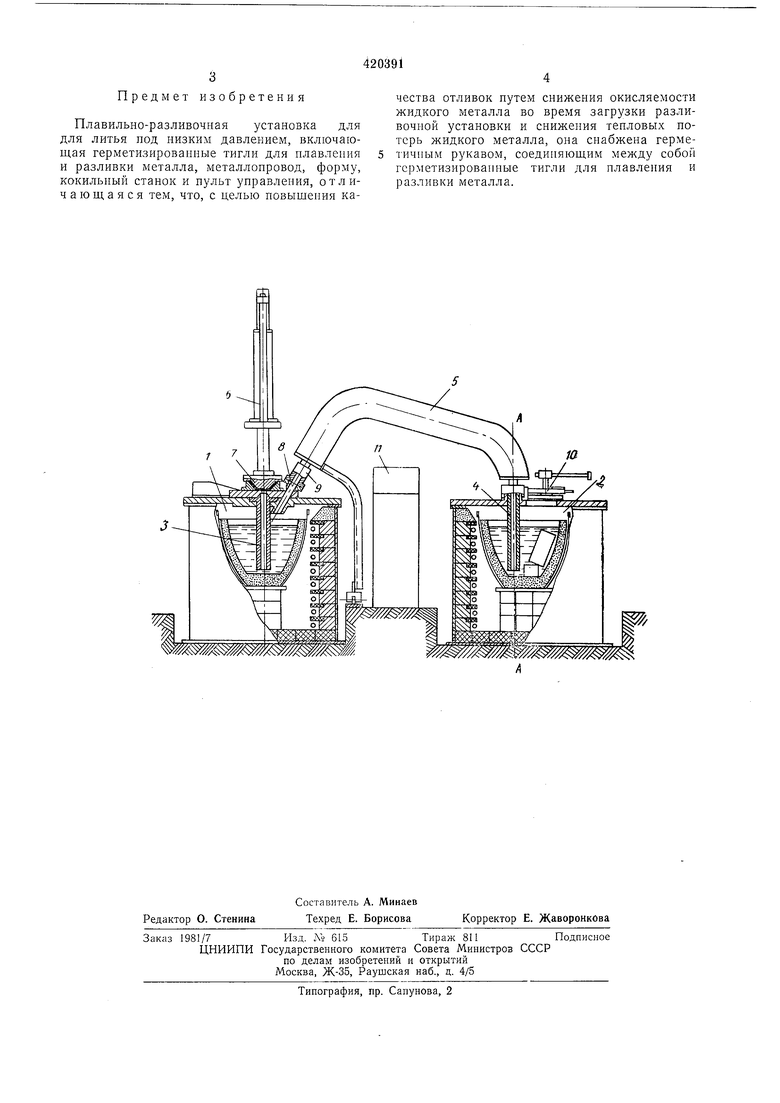
На чертеже показана нлавильно-разливочная установка, состоящая из двух герметизированн ых тиглей 1 и 2 с металлопроводами 3 и 4, соединенных между собой рукавом 5. На тигле 1 установлен кокильный станок 6 с формой 7. Тигель 1 -имеет заливочную горловину 8. Рукав 5 оканчивается устройством 9, которое может герметично присоединяться к горловине 8. Тигель 2 имеет крыщку 10.
В пульте управления 11 размещены приборы управления циклом заливки формы и движением элементов кокильного станка. Установка работает следующим образом.
Металл раснлавляют в тигле 2, затем его герметизируют с помощью крыщки 10, поворачивают рукав 5 вокруг оси А-А, герметично присоединяют устройство 9 рукава 5 к заливочной горловине 8 тигля 1. После этого
давлением газа переливают жидкий металл из тигля 2 в тигель 1.
По окончании переливки давление в тигле 2 сбрасывают, рукав 5 отводят от тигля 1, закрывают герметично горловину 8 и с помощью
управляющей аппаратуры, помещенной в пульте 11, начинают процесс разливки металла из тигля 1 в форму 7. Одновременно с разливкой металла в тигле 2 расплавляют следующую порцию жидкого металла для заливки тигля 1, после того как запас жидкого металла в нем будет израсходован.
Для повышения производительности установки литья под низким давлением емкость плавильного тигля и мощность ее нагревательных устройств выбраны таким образом, что обеспечивается непрерывная работа разливочного тигля при периодической загрузке щихты в плавильный тигель и периодической подаче жидкого металла в разливочный тигель. Предмет изобретения Плавильно-разливочная установка для для литья под низким давлением, включающая герметизироваииые тигли для плавления и разливки металла, металлопровод, форму, кокильный станок и пульт управления, отличающаяся тем, что, с целью повышения качества отливок путем снижения окисляемости жидкого металла во время загрузки разливочной установки и снижения тепловых потерь жидкого металла, она снабжена герметичным рукавом, соединяющим между собой герметизированные тигли для плавления и разливки металла.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВАКУУМНО-КОМПРЕССИОННАЯ ЛИТЕЙНАЯ УСТАНОВКА | 1972 |
|
SU423570A1 |
| УСТРОЙСТВО ДЛЯ ЛИТЬЯ ПОД НИЗКИМ ДАВЛЕНИЕМ | 1972 |
|
SU419313A1 |
| Способ литья под избыточным давлением | 1976 |
|
SU707688A1 |
| Вакуумно-компрессионная плавильнолитейная установка | 1990 |
|
SU1763836A1 |
| Устройство для питания жидким металлом, преимущественно для машин литья под давлением с горизонтальной холодной камерой прессования | 1972 |
|
SU436704A1 |
| Установка для гидродинамического распыления легкоплавких расплавов | 1987 |
|
SU1496929A1 |
| Установка для литья под избыточным давлением | 1977 |
|
SU628994A1 |
| ДУГОВАЯ ВАКУУМНАЯ ГАРНИССАЖНАЯ ПЕЧЬfeE^'^c'Oir^i^^'^'" : Г г^ЗОс:-О^'|-,-'О rif^:',ПАТ?!^Т^':П'Т;:;к^:^-;::г::Б!ЛГ:::" --"^ -••—;, | 1972 |
|
SU348638A1 |
| Индукционная печь | 1971 |
|
SU515926A1 |
| Способ литья под избыточным давлением | 1977 |
|
SU621454A1 |